Изобретение относится к абразивной обработке и может быть использовано для шлифования и полирования плоских поверхностей деталей свободным абразивом при нагруженном давлении, в частности полупроводниковых пластин и стекол фотошаблонов в электронной промышленности.
Целью изобретения является повышение надежности устоойс ва.
На черте че схематично показано устройство для шф фсвзн чч и локирования плоских поверхностей деталей.
Устройство содержит (еподпижпую станину 1, верхней 2 и HHVCHHI I 3 ичлифовальные диски, кинематически св«заннье с при-зодом 4 для подъема и опускания верхнего диска 2, сепараторы 5 с гнездами цля раз- «ещения обрабатываемых .ьетапе 6 (пяо- стин, стекол фотошаблонов), внешнее 7 и внутреннее 8 цевочные колеса, вал 9. на котором закреплен верхний шлифовальный диск 2, и механизм подъема и нагружения, содержащий в свою очередь винт 10, гайку 11, пружину 12, взаимодействующую с валом 9 для приведения во вращение гайки 11, зубчатые колеса 13, 14, Механизм 15 индикации служит для регистрации величины нагружения и съема ее время обработка полупроводниковых пластин. Над механизмом подъема и нагружекия на верхней иас- ти вала 9 размещен механизм аварийного подъема, корпус 16 которого жестко закреплен на винте 10 механизма подъема. На верхней части вала 9 размещен механизм фиксации верхнего шлифовального диска. выполненный в виде гайки 17 с несамотор- мозящей резьбой, установленной на неса- мотормозящей резьбе, выполненной нп валу 9. Гайка 17 взаимодействует через под- шипники 18 с размещенной на них подпружиненной втулкой 19, установленной з цилиндре 20 с возможностью вертикального перемещения. Гайка 21 спужиг для оегу- лирования усилий пружины втулки 19 и регулирования зазора между втулкой 19 и гайкой 21, что определяет ход механизма фиксации, который варьируется в пределах 1-3 мм и устанавливается опытным путем в зависимости от толщины обрабатываемых пластин и холостого хода гайки Г/, При этом плунжер 22, подпружиненный сверху поу- жиной 23, расположен от гайки 17 на расстоянии t, в два раза меньшем, чем от втулки 19, но втулка 19 и цилиндр 20 имеют одинаковый зазор относительно плунжера 22, который равняется hi, при этом h t не менее чем в 2 раза, так чтобы исключить при подъеме возможность контакта плунжера 22 с втулкой 19, в противном случае подъема не произойдет, так как гайка 17 будет свободно прокручиваться на резьбе передачи гайка- вал.
Например, зазор t складывается из следующих величин:
зазора hi в резьбе (для резьбы М20 7-й степени точности), который равняется it - 0,3 + 0,6 0,9 мм;
люфта в подшипниках ta, равного 0,05 мм;
дополнительного зазора ta, связанного с износом подшипников и резьбы: тз ti t2. В результате зазор t ti 12 + t3 - 2(ti t2), т.е. t 2.(0,9 + 0,05) Д 2 мм. Отсюда минимальный зазор h должен быть не менее 4 мм. Увеличение зазора нецелесообразно
из-за роста габаритных размеров механизма.
Устройство работает следующим образом.
Перед началом цикла обработки верхний шлифовальный диск 2 находится в приподнятом положении для обеспечения доступа в зону обработки во время загрузки обрабатываемых деталей б, например полу0 проводниковых пластин. Детали 6 укладываются в гнезда сепараторов 5, размещенных на нижнем шлифовальном диске 3. Подъем верхнего шлифовального диска 2 производится от привода 4 через
5 зубчатые колеса 13, 14, гайку 11,взаимодействующую с винтом 10, который в свою очередь взаимодействует с валом 9 через пружину 12. Опускание верхнего шлифовального диска 2 и нагружение производят0 ся в обратном порядке пои изменении вращения привода 4.
В случае необходимости быстрого подъема верхнего шлифовального диска, например, после окончания процесса шлифовки,
5 когда во время обработки полупроводниковых пластин происходит возникновение сил адгезионного сцепления между шлифовальными дисками, или в случае возникновения аварийной ситуации с целью ее
0 прекращения (сохранение целыми обрабатываемые пластины и сепараторы)оператор нажимает на кнопку АВАРИЙНЫЙ СТОП, после чего происходит подача сжатого воз5 духа в механизм аварийного подъема в полость под плунжер 22, который преодолевая усилие пружины 23, упирается в торец гайки 17 и заклинивает ее на несамотормозящей резьбе вала 9, обеспечивая тем самым рез0 кий подъем верхнего шлифовального диска 2 н-э 1-1.5 мм и его фиксацию в приподнятом состоянии, предотвращая дальнейшее развитие аварийной ситуации или в случае окончания полировки осуществляя отрыв
5 верхнего диска. При этом за счет того, что втулка механизма фиксации еыполнена подпружиненной, при подъеме верхнего диска не происходит жесткого удара. Дальнейший подъем осуществляется приводом 4 номи0 пальмой мощности.
Когда нужно провести обычный подъем диска 2 (например, для загрузки пластин), плунжер 22 не преодолезает усилие пружины 23, отчего не происходит его контакта с
5 гайкой 17, и последняя, вращаясь на резьбе, свободно перемещается по валу 9. Подъем верхнего шлифовального диска Б этом случае будет плавным.
Формула изобретения Устройство для шлифования и полиро- зэния плоских поверхностей дзгалей, содержащий станину, нижний шлифовальный диск, установленный на валу с возможностью вертикального перемещения, верхний шлифовальный диск, механизм нагруженмя и подъеме верхнего диска и механизм его аварийного подъема, включающий корпус и плунжер, а также сепараторы для деталей и приводы, отличающееся тем, что, с целью повышения надежности, устройство снабжено механизмом фиксации верхнего
0
шлифовального диска, установленным на валу и выполненным в виде гайки с несамо- тормозящей резьбой, предназначенной для взаимодействия с несамотормозящей резьбой, выполненной на валу, и подпружиненной втулки, охватывающей подшипники, расположенные на гайке, а плунжер механизма аварийного подъема подпружинен и предназначен для взаимодействия с торцом гайки механизма фиксации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования и полирования плоских поверхностей деталей | 1985 |
|
SU1284802A1 |
| Винтовой пресс | 1989 |
|
SU1646892A1 |
| МИКРОМАНИПУЛЯТОРЕ?СЕООЮ'^Н'*Я пйтг"'':;и..г'"'^''- ;•'•••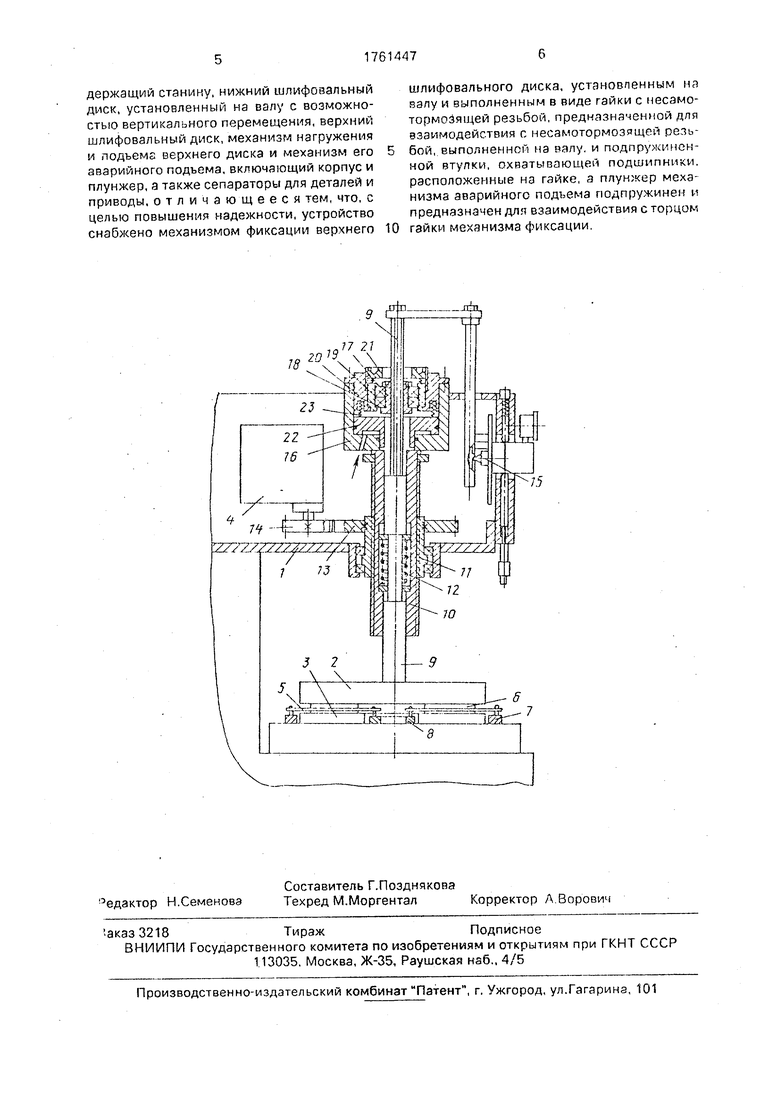
Использование: для шлифования и полирования плоских поверхностей деталей свободным абразивом при нагруженном давлении, в частности полупроводниковых пластин и стекол фотошаблонов в злектрсн- ной промышленности. Сущность изобретения: над механизмом подъема и нагружения верхнего шлифовального диска 2, включающего винт 10, гайку 11, пружину 12, взаимодействующую с валом 9 для приведения во вращение гайки 11, зубчатые колеса 13 и 14, в верхней части вала 9 установлен механизм аварийного подьема верхнего диска 2, корпус 16 которого жестко закреплен на винте 10 механизма подьема. На верхней части вала 9 также размещен механизм фиксации верхнего шлифо ялсного диска 2, выполненный в виде гайки 17 с несамотормозящейся резьбой, которая взаимодействует с несамотормозчщейся резьбой, выполненной нэ салу 9. ГРЙХЗ 17 взаимодействует через подшипники fp/ с подпружиненной втулкой 19 установленной в цилиндре 20 с возможностью верт чапьного перемеще- н:1 Ппунжер 22, едпру чиненный сверху пру-к-1но 23, зспс коке1 от гайки 17 на рассюяни- I, в дзч эагз меньшем, чем от втулхи 19. Втулка 19 - цилиндр 20 имеют одинзкогый зазор отксситель 0 плунжера 22, который равняется h, но при этом h t че менее, чем в 2 раза, «тобы исключить при подъеме возможность контакта плунжера 22 с втулко 7 19. В поотивном случае подъема н-э произойдет, тдк как гайкч 17 будет свободно прокручиваться на резьбе пеоеда- и л гз с-вал. При необходимости бь:строго подъема и фиксации: а лифосального ...иска 2 подают сжатый воздух Б полосг под плун- жоо 22 механизма подъем,0, ко- торь й поеодолевая усилие пружины 23 упирается вторецгайки I7 и заклинивает ее к несамотормозящс1С-1 резьбе вала 9. обеспечивая резкий подьем диска 2 и его фиксацию г таком полосони : 1 ил. Ico -жА о Ј
/
гф-4ь
| Патент США № 3848365, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
