I
Изобретение относится к кузнечно-прессовому оборудованию и может быть использовано во многих областях народного хозяйства для производства метизов и большой номенклатуры деталей с помошью высадки.
Известен многопозиционный холодновысадочный автомат, содержащий смонтированные на станине механизмы отрезки, зажима, переноса и высадки, а также механизм подачи с кареткой, приводимые в заданной последовательности рабочими цилиндрами от гвдравлического импульсного привода 1 .
Однако известный механизм недостатошо производителен и не обеспечивает высокой синхронности срабатывания механизмов.
Цель изобретения - повышение производительности и обеспечение синхронности срабатывания механизмов.
Это достигается тем, что в предлагаемой конструкции гидравлический импульсный привод вьшолнен в виде поворотного многоканального импульсного золотника с осевым продольным каналом для подачи жидкости, параллельными ему каналами для слива жидкости, распределительными отверстиями и сегментными и кольцевыми питающими канавками, заключенного в корпус с отверстиями, одно из которых связано с источником высокого давления, а другие посредством трубопроводов-волноводов одинаковой длины с рабочими цилиндрами механизмов.
Привод механизма подачи снабжен смонтированным в рабочем цилиндре перпендикулярно к его оси подпружиненным поршнем, взаи10модействующим с подаваемым материалом и установленным в направляющей втулке, размещенной в выполненном в стенке цилиндра отверстии, при этом цилиндр снабжен плунжером, неподвижно закрепленным на станине,
15 и вмонтирован в каретку, а каретка подпружинена в осевом направлении.
Привод механизмов отрезки, зажима и переноса вьшолнен в виде рабочего цилиндра, поршень которого жестко связан с установленной
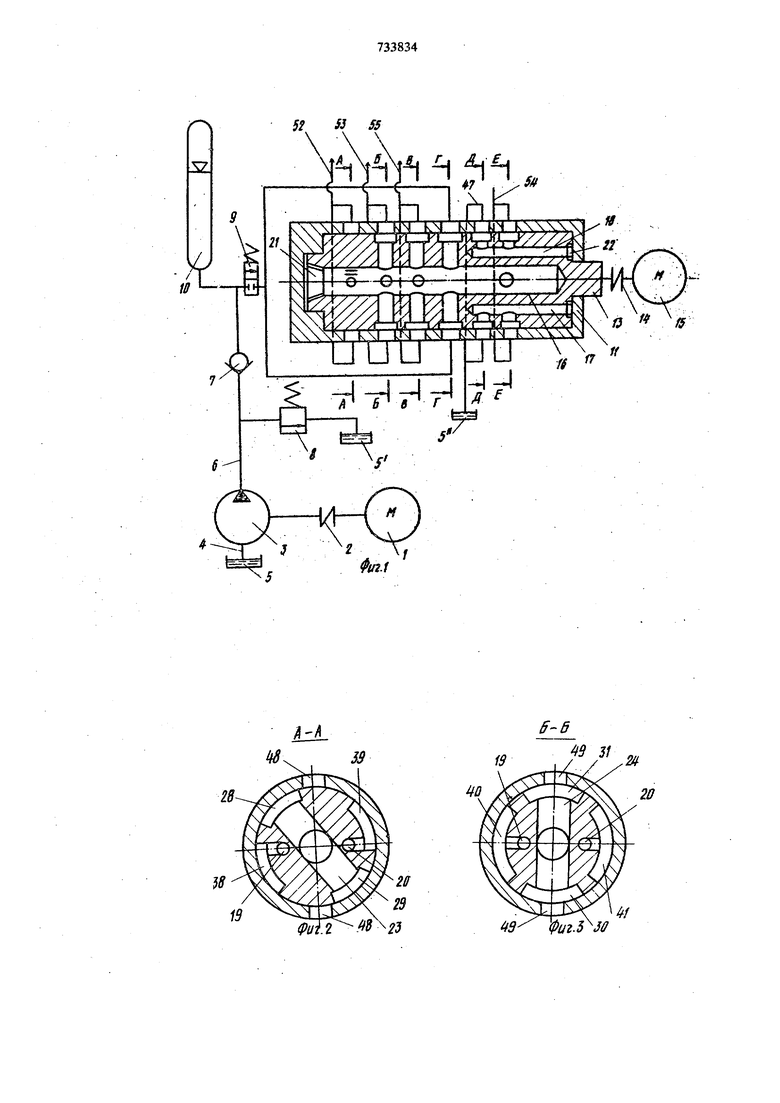
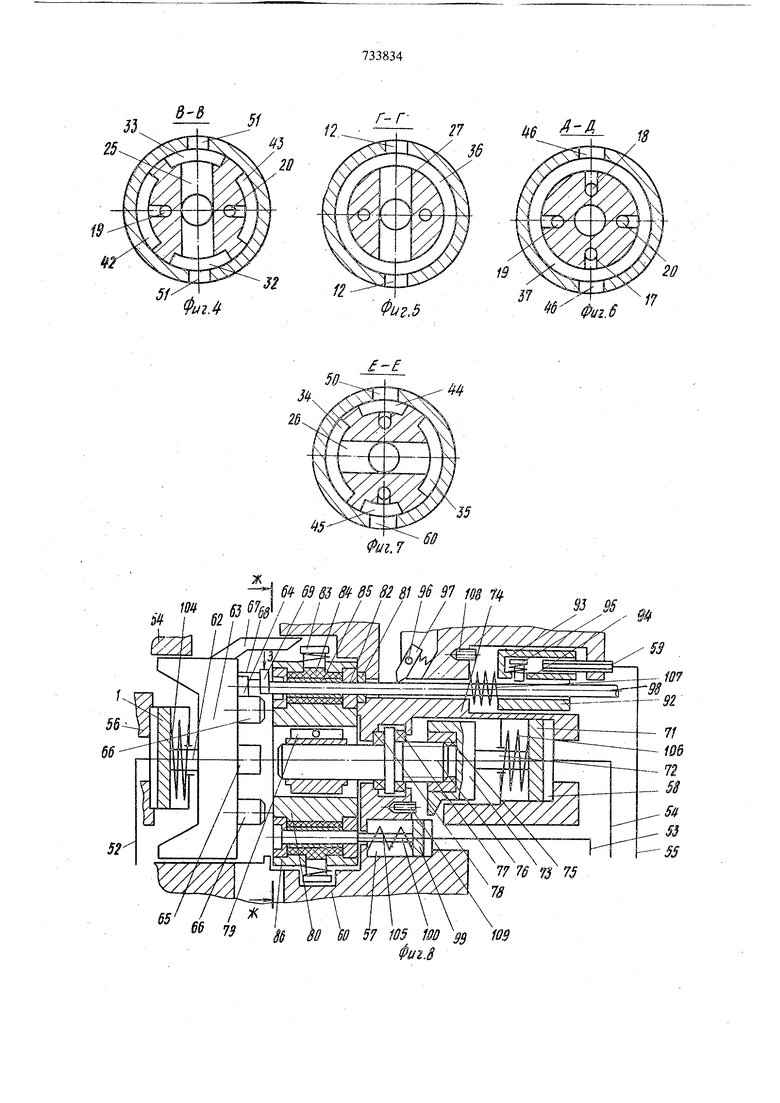
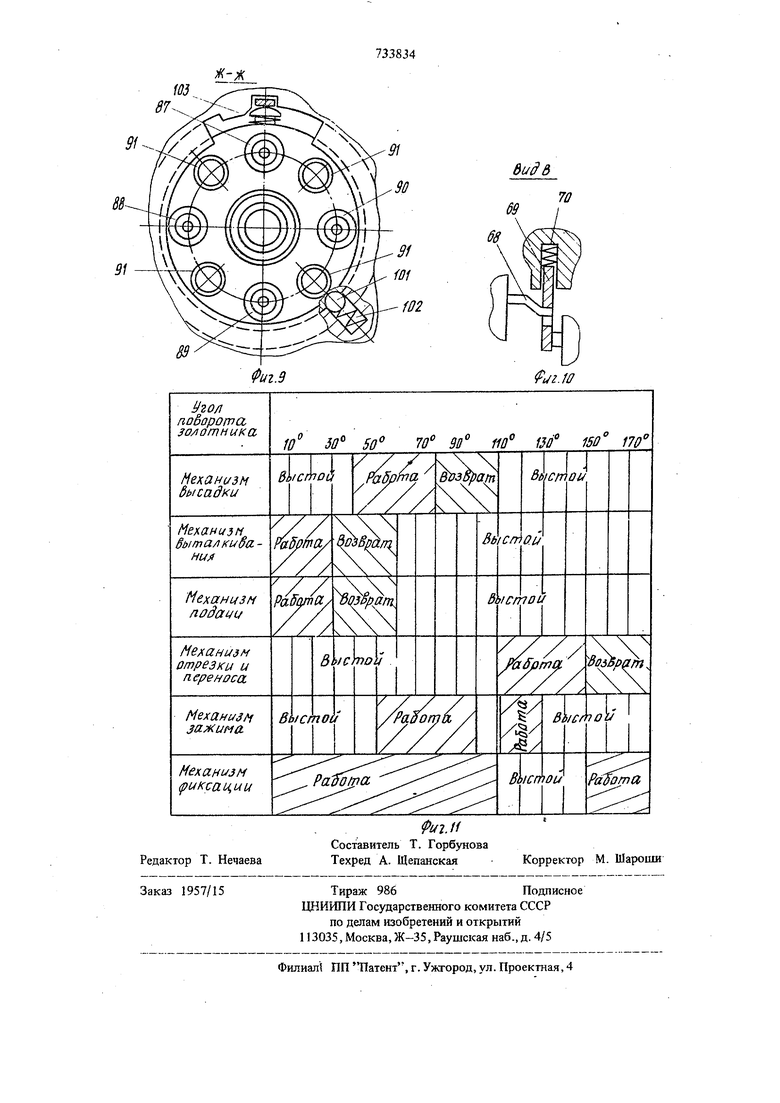
20 в выполненных в станине призматических направляющих ползушкой, закрепленной в ней гайки с несамотормозящейся резьбой и находящегося в зацеплении с гайкой вала с BHITTOной нарезкой, опирающегося на подшипник и связанного через обгони}тс1 муфту с револьверной головкой, а механизмы отрезки, зажима и переноса смонтированы на этой головке. С целью повышения качества высадки и увеличения типоразмеров исходного прутка, револьверный диск снабжен установленными в вьнюлненных в нем полостях зажимными втулками с зазором, заполненным вязкой жидкостью, например, гидроноастом. На фнт. 1 кзобрйлсена схема гидравлического импульсного привода; на фиг. 2 - разрез , А-А HS фиг. 1; фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г ка фиг. I; на фиг. 6разрез Д-Д на фиг. I; на фиг. 7 - разрез Е-Е на фиг. 1; /la фиг. 8 - кинематическая и гидравлическая схемы механизмов высадки, подачи, зажима, переноса, отрезки; на фиг. разрез Ж-Ж на фиг. 8) на фиг. 10 - вид по стрелке 3 на фиг. 8; на фиг. 1 - цикловая диаграмма работы механизмов автомата. Предлагаемый многопрзиционный холодновысадошый аг.томат содержит электромотор 1 (см. фиг. 1), соединенный посредством упруго муфты 2 с насосом высокого давления 3, который связал трубопроводом 4 со сливным баком 5. Авюмат, кроме того, содержит слив ные баки 5и 5..Насос высокого давления 3 также связан разветвляющимся трубопроводом 6, с обратным клапаном 7 и предохранительны клапаном 8, присоединегшым трубопроводом к сливному баку 5. Через запориьн золотник 9 гидропневматический аккумулятор 10 связан с обратным клапаном 7 и с неподзижным корпусом 11 гидравлического импульсного золотника посред ством диаметрально протртвоположно находящихся отверстий 12. В корпусе 11 установлен цилиндрический золотник 13, с возможностью вращения, соединенный через упругую муфту 14 с злектромотором постоянного тока 15. В золотнике 13.выполнены осевой канал 16 для подачи и параллельно расположенные Kaiia лы 17, 18,- 19, 20 для слива жидкости, герметично закрытые пробками 21 и 22. Канал 16 связан распределительными отверстиями 23, 24, 25, 26 и 27 соответственно с сегментаыми канавками 28 и 29, 30 и 31, 32 и 33, 34 и 35 и кольцевой канавкой 36. Кольцевая канавка 37 соед}шена посредством каналов 17, 18 с сегментными канавками 38 и 39, 40 и 41, 42 и 43 и каналами 19, 20 с сегментны ми канавками 44 и 45. Прот1тоположно нахо дящиеся в корпусе 11 гидравлического импул ного золотника 13 отверстия 46 соедшены трубопроводом 47 со сливным баком 5; а к отверстиям 48, 49, 50, 51 примыкают трубо проводы 52, 53, 54, 55, соответственно связанные с неподвижно установленными цилиндрами 56, 57, 58 и плунжером 59 механизмов высадки, выталкивания, переноса и подачи, расположенных на станине 60 автомата. В рабочем цилиндре 56 механизма высадки помещен порщень 61, жестко соединенный посредством штока 62 с ползуном 63, имеющим возможность перемещаться в направляющих 64. На ползуне 63 укреплены пуансоны 65, направляющие колонки 66, копир 67 механизма зажима и палец копира 68 упора 1S9, опирающегося на пруж1-шу 70. В рабочем цилиндре 58 механизма отрезки и переноса установлен поршень 71, жестко связанный через щток 72 с ползущкой 73, расположенной в призматических направляющих 74, в которой зафиксирована гайка 75 с несамотормозящейся резьбой, находящейся в зацеплении с винтовой нарезкой вала 76, смонтированного в упорных подшипниках 77 и 78 и соединенного через обгонную муфту 79 с револьверной головкой 80. Матрицы 81 и 82 механизма отрезки закреплены соответственно в станине 60 и головке 80. Подпружиненный поршень 83 механизма зажима расположен в отверстии головки 80 и опирается на вязкую жидкость 84, например гидропласт, заключенную в полости, образованной стенками выемки в головке 80 и внешней поверхностью тонкостенной втулки 85, установленной торцами на матрицы 86 и 82. На первой 87, второй 88, третьей 89 и четвертой позиции 90 с внецшей и внутренней стороны головки 80 зафиксированы матрицы 86 и 82. Направляющие втулки 91 для колонок. 66 укреплены между позициями 87, 88, 89 и 90. На неподвижно закрепленном шгунжере 59 смонтирована каретка 92, с цилиндром 93, в стенке которого установлена втулка 94 с расположенным в ней зажимным подпруж1шенным поршнем 95. На оси 96, вмонтированной в станину 60, установлен ножевой подпружине1шый фиксатор 97, опирающийся на пруток материала 98. В рабочем цилиндре 57 механизма выталкивания расположен поршень 99, жестко соединенный со штоком-выталкивателем 100. В рабочем положении подпружиненный щарик 101 механизма фиксации помещается в выемке головки 80 и направляющем отверстии 102 станины 60, на которой выполнен выступ-копир 103. Между торцами рабочих цилиндров 56, 57. 58 соответственно порщнями 61, 99, 71 установлены пружины 104, 105, 106. Пружина 107 опирается в торец каретки 92 и станину 60, на которой установлены регулируемые упоры 108 и 109.
Автомат работает следующим образом.
При выключении электродвигателя 1 жидкость насосом 3 нагнетается в аккумулятор 1 через обратный клапан 7. Необходимое давление жидкости в аккумуляторе Ю устшавлнвается при помощи предохранительного клапана 8. Вся гидросистема от тидравлического импульсного поворотного золотника до рабочих цилиндров 56, 57, 58, 93 в это время заполнена жидкостью под атмосферным давлением. Поршзш 61, 99, 71 и цилиндр 93 под действием соответствующих, пружин 10, 105, 106, 107 находятся в исходных положениях. При включении запорного золотника 9 жидкость под давлением поступает через отверсти 12,. кольцевую канаву 36, канал 16 для подачи жидкости и распределительные отверстия 23, 24, 25,26 соответственно в сегментные канавки 28 и 29, 30 и 31, 32 и 33, 34 и 35. Благодаря тому, что шаг между отверстиями с сегментными канавками 28 и 29, 30. и 31, 32 и 33, 34 и 35 одинаков, обеспечивается гвдравлическая разгрузка, поэтому усиление на золотник 13 от давления взаимно уравновешиваются 1гри любом его положении относительно корпуса 11. В связи с этим вращение золотника 13 осуществляется микроэлектродвигателем 15. При включении мйкроэлектродвигателя 15 золотник 13, вращаясь, осуществляет резкое открытие диаметрально противоположных отверстий 48, 49, 50, 51 согласно циклограмме (см. фиг. 3) для сообщения, рабочих цилшщров 56, 57, 58, 93 (фиг. 2) через сегментные канавки 28 и 29, 30 и 31, 32 и 33, 34 и 35 с жидкостью высокого давления. Трубопроводы 52, 53, 54, 55 заполнены жидкостью, потому возникает гидравлический удар, сопровождающийся распространением ударных волн со скоростью распространения звука в жидкости (с - 1350 м/с) и повыщением в них давления .-с той же скоростью до значения, равного давлению в аккумуляторе. Достигнув гвдроцшпшдров 56, 57, 58, 93, прямые ударные волны отражаются и начинают распространяться в обратном направлекии. С момента распространения обратных ударных волн давление в трубопроводах, начиная от гвдроцилиндров, повыщается до значения, равного в пределе двойному давлению аккумулятора. Так как длина трубопроводов одхшаковая, последовательность срабатывания механизмов определяется относительным положением сегментных каназок 28 и 29, 30 и 31, 32 и 33,34 и 35 для подачн жидкости и сегментных канавок 38 и 39, 40 и 41, 42 к 43, 44-и 45 для слива жидкости. Согласно циклограмме автомата (фиг. 3) цизсл работы автомата начинается с открытия отверстий 49 и 50. Волна
давления распространяется по трубопроводам 53 и 55, проникая в рабочие цилиндры 57 и 93 (фиг. 2). Устремляясь по цилиндру 93, волна давления дсходт до поришя 95, который производит зажим металла, затем до передней стенки щииндра 93, осугцествляя подачу прутка материала 98 на первую позицию 87 до упора 69 перемещением на щаг подачи каретки 92. Торможение каретки 92 достигаетс.я
упором 108. О.щоаременно под действием ВОЛЮ), распространяющейся в рабочем цилиндре 57, совершает Д1: ижение поршень 99 с жестко соединенным ипоком 100, выталкивая готовое изделие с четвертой позиции 90.
Золотник. 13, вращаясь, соединяет трубонроводы 53 н 55 через отверстия 40 и 41, 42 И 43, каналы 19 и- 20, кольцевую канавку 37, отверстке 46 и трубопровод 47 со сливным баком 5. Подпружттенный зажимной порщень
выходит из сцепления с материалом 98 и каретка 92 с цилиндром 93 под действием пружины 107 возвращается в исходное положение. Подпруж1шеннь й фиксатор 97 исключает перемещения прутка 98 материала в обратном
направлении. Одновременно пруж1гаа 105, разжимаясь, возвращает в исходное положение порщень 96 со 1итоком-вь тапкивателем.
Во время возврата подвижных частей механизмов подачи и выталкивания открывается
отверстие 48, и 63, жестко соединенный с nopuuieM 61 под действием волны давления, совершает рабочее движение. За время хода приближения копир 67 нажимает на порщень 83, осуществляя зажим прутка материала 98.
Палец копира 68 отводит упор 69, освобождая место для доступа пуансона 65. Направляющие колонки находят на направляющие втулки 91, производя точную фиксацию положения револьвернс. головки 80 с матрицами 86 относительно ползуна 63 с пуансонами 65. Продолжая движение, ползун 63 осуществляет одновременно пуансонами 65 первую высадку на 87, вторую высадку на позиции 88 и окончательную формовку на позиции 89. Затем золотник 13 соедгшяет трубопровод 52 через диаметрально прот1шопо.пожные отверстия 48, сегментные канавкн 38 и 39, каналы 19 и 20, кольцевую канавку 37, отверстия 46 и трубопровод 47 со сливным баком 5.
Дазленне жидкости в рабочем цил,индре 56 падает до атмосферного, и порщень 61 с ползуном 63 возвращается в исходное положение под действием пруж1шы 104, освобождая от зажима порщень 83 и выставляя подпружиненный упор 69 в рабочее положение. Вразцаясь, золотник 13, резко открывает отверстия, и олна давления, распространяясь по трубопроводу 54, приводит в поступательное движение 77 ползушку 73, располо5кенную в призматических направляющих 74, через шток 72, жестко связганый с поршнем 71. Гайка 75, зафиксированная в ползушке, нажимая на витки несамотормозящей резьбой вала 76, вращает его в упорных подшипниках 77 и 78, передавая кру щий момент посредством обгонной муфты 79 на головку 80, которая приходит в движение. Шарик 101 фиксатора заходит в направляющее отверстие 102 станины 60. Выступ копира 103, ,поджимая поршень 83, передает через гидропласт 84 на тонкостенную втулку 85 усилие зажима. Вращением головки 80 производится отрезка зажатой головки от прутка 98 в матрщах 81 и 82. Этим достигается высокое каvecTBo отрезанного изделия. Заготовки переносятся на следующую позищ1ю. Торможение ползушки осуществляется упором 109. Обгонная муфта 79 выходит из сцепления с головкой 80. С помощью подпружиненного шарика 102 головка 80 фиксируется в рабочем положении. Вращением золотника 13 осуществляется соединение рабочего цилиндра 58 через трубопровод 54, отверстия 50, сегментные 44 и 45,. каналы 17 и 18, кольцевую канавку 37, отверстие 46 и трубопровод 47 со сливным баком 5. Пружина 106, разжимаясь, возвращает ползушку 73 и поршень 71 в исходное положение. Цикл осуществляется за время поворота золотника на 180°, затем повторяется. Формула изобретения 1. Многопозиционный холодновысадочный автомат, содержащий смонтированные на станине механизмы отрезки, зажима переноса и высадки, а также механизм подачи с кареткой, приводимые в заданной последовательнос ти рабочими цилиндрами от гидравлического импульсного привода, отличающийс- я тем, что, с целью повышения производительности и обеспечения синхронности срабатывания механизмов, гидравлический импульсный привод выполнен в виде поворотного многоканального импульсного золотника с осевым продольным каналом для подачи жидкости, параллельными ему каналами для слива жидкости, распределительными отверстиями и сегментными и кольцевыми питающими канавками, заключенного в корпус с отверстнями, одно из которых связано с источником высокого давления, а другие посредством трубопроводов - волноводов одинаковой длины с рабочими цилиндрами механизмов. 2.Автомат по п. 1, отличающийс я тем, что привод механизма подачи снабжен смонтированным в рабочем цилиндре перпендикулярно к его оси подпружиненным порщнем, взаимодействующим с подаваемым материалом и установленным в направляющей втулке, размещенной в выполненном в стенке цилиндра отверстии, при зтом цилиндр снабжен плунжером, неподвижно закрепленным на станине, и вмонтирован в каретку, а каретка подпружинена в осевом направлении. 3.Автомат по п. 1, отличающийс я тем, что привод механизмов отрезки, зажима и переноса выполнен в виде рабочего цилиндра, поршень которого жестко связан с установленной в выполненных в станине призматических направляющих ползушкой, закрепленной в ней гайки с несамотормозящейся резьбой и находящегося в зацеплении с гайкой вала с винтовой нарезкой, опирающегося на подшипник и связанного через обгонную муфту с револьверной головкой, а механизмы отрезки, зажима и переноса смонтированы на зтой головке. 4.Автомат по п. 1, о т л и ч а ю ,щ и йс я тем, что, с целью повышения качества высадки и увеличения типоразмеров исходного прутка, револьверный диск снабжен установленными в выполненных в нем полостях зажимными втулками с зазором, заполненным вязкой жидкостью, например гидропластом. Источники информации, принятые во внимание при зкспертизе 1. Авторское свидетельство СССР № 271489, кл. В 21 G 3/00, 1968 (прототип). 51 53 SS H /X/V V Vl Ф,rnir-v A XДл i k4i tJNi tTsi kxxVxvNX IJUU J J l -J X, T T 7 7 J L./ V V . 47 ./ . rf(,g; /xix-x//х/ ЧТ1 I . o-/3JU TV 3 irsrTr V 4N 
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления гвоздей | 1975 |
|
SU742013A1 |
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| Одноударный автомат для высадки гвоздей | 1982 |
|
SU1050793A1 |
| Устройство дозирования объема отрезаемых заготовок | 1980 |
|
SU979040A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| Двухударный однопозиционный автомат для холодной высадки деталей стержневого типа | 1982 |
|
SU1084102A1 |
| Гвоздильный автомат | 1980 |
|
SU971552A1 |
| ГВОЗДИЛЬНЫЙ АВТОМАТ | 1969 |
|
SU235723A1 |
| Устройство для подачи и правки металлических изделий | 1977 |
|
SU700228A1 |
/f J/
f
- 0uz.
25
J/
27146
6 Фт.б 69 83 8 85 82 81 9ё 97 1Ш ,, j%,f%///.I /Ш 66 7 S9 П 5J gs 10S
