Изобретение относится к электрохимической обработке металлов, в частности к полированию разногабаритных деталей из нержавеющей стали, медных сплавов, никеля и др., например листового проката, литья, вакуумных камер, труб, зеркал для гелиоэнергетики, изделий для пищевой и медицинской промышленности.
Известен раствор для электрохимического полирования металлов, содержащий ортофосфорную кислоту и глицерин [1]. Однако данный раствор позволяет получать хорошие результаты только при температуре около 100оС и плотности тока выше 8 А/дм2.
Известен электролит для полирования сталей, преимущественно высоколегированных, содержащих серную, фтористоводородную, янтарную и ортофосфорную кислоты [2]. Однако эффект полировки достигается только при высоких плотностях тока в диапазоне 20-60 А/дм2.
Известен раствор электрохимического полирования нержавеющих сталей, содержащий ортофосфорную и серную кислоты, глицерин и тринатрийфосфат. Однако эффект полировки достигается только в диапазонах температуры 60-100оС и плотности тока 10-40 А/дм2 [3]. Высокие плотности тока крайне затрудняют электрополирование крупногабаритных изделий.
Наиболее близким к заявляемому изобретению является раствор для электрохимического полирования металлов, содержащий ортофосфорную и уксусную кислоты и глицерин при соотношении компонентов, мас.%:
ортофосфорная кислота 55-85 уксусная кислота 10-40 глицерин 5-30 Данный раствор позволяет резко, до 2 А/дм2. снизить требуемую плотность тока, что делает его незаменимым для электрополирования крупногабаритных изделий. Кроме того оказывается возможным вести электрополирование при комнатной температуре раствора [4].
Однако известный раствор имеет и ряд недостатков. Это, во-первых, недостаточная декоративность полированной поверхности, а именно: блеск электрополированной поверхности похож на механически полированный никель, что объясняется преобладанием диффузного отражения над направленным. Кроме того этот раствор предназначен преимущественно для электрополирования нержавеющей стали, может полировать медь и нихром, но не полирует никель.
Целью изобретения является расширение области применения за счет полирования никеля и повышение декоративности поверхности за счет роста доли направленного отражения в интегральной отражательной способности.
Цель достигается тем, что раствор для электрохимического полирования металлов, содержащий ортофосфорную и уксусную кислоты и глицерин, дополнительно содержит серную кислоту при следующем соотношении компонентов, мас.%:
ортофосфорная кислота 65-75 уксусная кислота 10-25 глицерин 5-15 серная кислота 5-10
Предлагаемый состав отличается от известного введением нового компонента - серной кислоты и новым соотношением компонентов. Хотя и известны растворы для электрохимического полирования, содержащие ортофосфорную и серную кислоты и глицерин, но они требуют для выполнения электрополирования высоких температур и плотности тока, что затрудняет применение их для электрополирования средних и исключает возможность электрополирования крупных деталей. Характеристики заявляемого раствора, в частности его электропроводность, позволяют как электрополировать крупные изделия, так и выходить на режимы, приближающиеся к основной массе растворов, используемых для электрополирования средних и мелких изделий. То есть заявляемый раствор позволяет полировать крупные, средние и мелкие изделия с высоким качеством и хорошими технико-экономическими показателями.
Для приготовления раствора ортофосфорную кислоту (удельная плотность не менее 1,75 г/см3) и серную кислоту (удельная плотность 1,84 г/см3) смешивают при 18-25оС, потом добавляют уксусную кислоту (ледяную) и глицерин (концентрация не менее 98%).
В полученный раствор помещают в качестве анода полируемое изделие, катод из нержавеющей стали или никеля помещают на расстоянии 5-100 см от полируемой поверхности. Полирование производят при плотности тока ≥ 2 А/дм2 без перемешивания раствора. Процесс ведут при комнатной температуре, без подогрева раствора. После полирования изделия промывают и сушат.
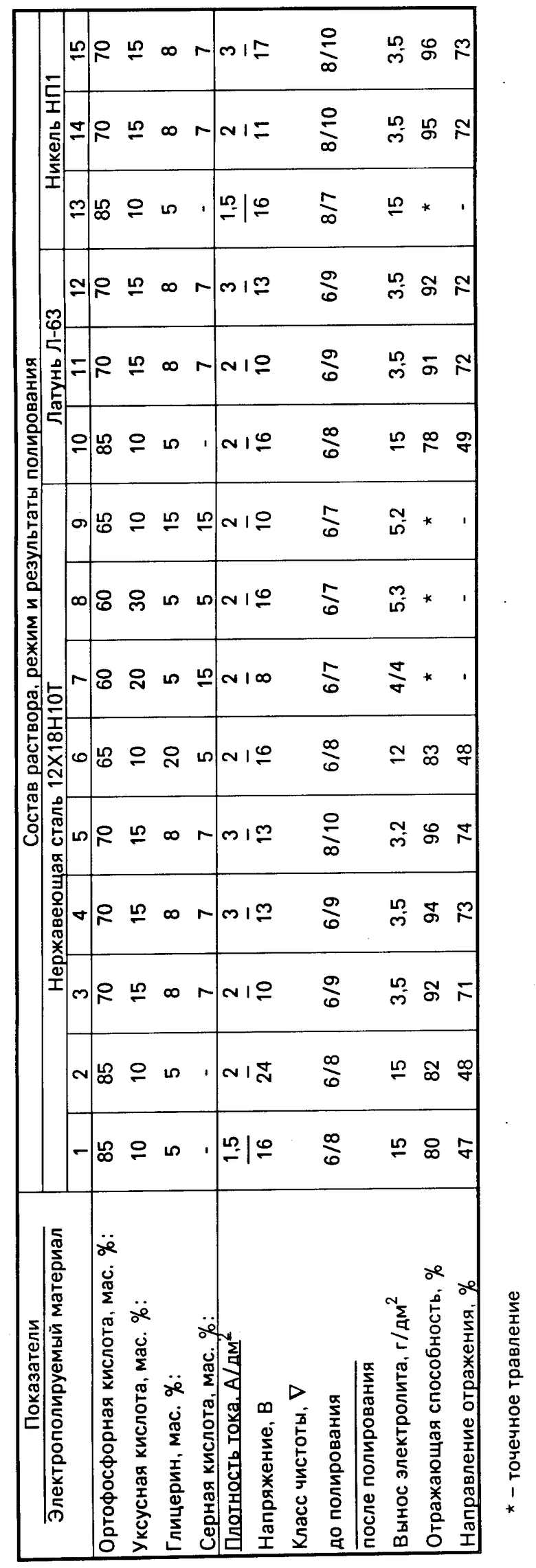
Состав раствора, режим и результаты полирования представлены в таблице.
Как видно из таблицы, только совместное присутствие в растворе ортофосфорной, серной и уксусной кислот и глицерина позволяют повысить качество полирования, т.е. класс чистоты полированной поверхности и ее отражательную способность. Предлагаемые интервалы концентраций веществ, составляющих раствор, оптимальны, поскольку выход за их пределы приводит к ухудшению качества полирования, повышению электросопротивления и выноса раствора.
Предлагаемый раствор позволяет получить высокие класс чистоты и отражательную способность электрополированной поверхности для различных металлов и сплавов, например нержавеющей стали, никеля, латуни. Кроме того полированная поверхность имеет блеск, похожий на механически полированный хром, что повышает ее декоративность. Это объясняется резким ростом компоненты направленного отражения при сравнительно незначительном росте класса чистоты и интегральной отражательной способности, включающей направленное и диффузное отражение.
При этом большая, по сравнению с прототипом, электpопpоводность раствора позволяет значительно увеличить расстояние от полируемого изделия до катода (до 1000 мм) и получать необходимую плотность тока, используя обычные гальванические источники питания (серийные выпрямители на 12, 18 В). Снижается и расход электроэнергии.
Уменьшение выноса раствора в 2-4 раза снижает соответственно затраты на обезвреживание сточных (промывных) вод.
Таким образом, улучшив, по сравнению с прототипом, основные технико-экономические характеристики, заявляемый раствор значительно расширяет область применения и может использоваться для электрополирования не только крупногабаритных изделий, например вакуумных камер, металлографических шлифов и т.п., но и средних и мелких изделий, в т.ч. отражателей для гелиоэнергетики, товаров народного потребления и т.п., из ряда различных металлов. Значительно повышена декоративность полированной поверхности, приобретшей хромовый блеск, что особенно ценно для изделий народного потребления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Раствор для электрохимического полирования металлической поверхности | 1978 |
|
SU779453A1 |
| Раствор для электрохимического полирования сталей | 1985 |
|
SU1285071A1 |
| Электролит для полирования алюминия и его сплавов | 1990 |
|
SU1773951A1 |
| Способ электрополировки металлических поверхностей | 1973 |
|
SU479820A1 |
| Раствор для электрохимическогопОлиРОВАНия НЕРжАВЕющиХ СТАлЕй | 1979 |
|
SU836248A1 |
| Электролит для полирования металлов | 1990 |
|
SU1832138A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МАГНИЕВЫХ СПЛАВОВ | 2009 |
|
RU2403326C1 |
| Раствор для электрохимического полирования металлов | 1981 |
|
SU1013520A1 |
| Раствор для электрохимического полирования нержавеющих хромистых сталей | 1981 |
|
SU1171570A1 |
| Раствор для электрохимического полирования латуни | 1988 |
|
SU1694715A1 |
Изобретение относится к электрохимической обработке металлов. Сущность изобретения: раствор для электрохимического полирования металлов дополнительно содержит серную кислоту при следующем соотношении компонентов, мас.%: ортофосфорная кислота 65 - 75; уксусная кислота 10 - 25; глицерин 5 - 15; серная кислота 5 - 10. 1 табл.
РАСТВОР ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛОВ, содержащий ортофосфорную и уксусную кислоты и глицерин, отличающийся тем, что, с целью расширения области применения путем обеспечения полирования никеля и повышения его декоративности, он дополнительно содержит серную кислоту при следующем соотношении компонентов, мас.%:
Ортофосфорная кислота 65-75
Уксусная кислота 10-25
Глицерин 5-15
Серная кислота 5-10
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Раствор для электрохимического полирования металлической поверхности | 1978 |
|
SU779453A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
