Изобретение относится к металлургии, а именно к области охлаждения горячекатаных листов и может быть использовано при производстве полос на непрерывных полосовых станах.
Целью изобретения является снижение поперечного искривления полосы за счет создания знакопеременных температурных напряжений на ее поверхности.
Согласно способу охлаждения полосы, включающему регулируемую по ширине полосы подачу охладителя, интенсивное охлаждение осевой зоны до температур, меньших температур кромок, интенсивное охлаждение осевой зоны каждой из сторон полосы чередуют во времени с равномерным охлаждением всей поверхности этой стороны полосы, причем синхронно с интенсивным охлаждением осевой зоны на одной стороне поверхности производят равномерное охлаждение другой поверхности, при этом интенсивное охлаждение осевой зоны начинают и заканчивают на стороне полосок с более высокой начальной температурой.
Чередование во времени интенсивного охлаждения одной стороны и равномерного охлаждения другой стороны с меньшей интенсивностью позволяет избежать получения закалочных структур и искривления полосы в поперечном направлении. Начиная и заканчивая интенсивное охлаждение осевой зоны на поверхности полосы с более высокой начальной температурой, обеспечивают равенство температур поверхностей в конце охлаждения или же температура этой поверхности будет несколько ниже. 8 процессе дальнейшего охлаждения и выравнивания температуры по поверхности полосы различия в значениях температур поверхностей будут незначительны или вовсе отсутствовать.
Сущность способа поясняется на примере его использования при охлаждении полос толщиной 10x450 мм водой и водовоз- душной смесью непосредственно после выхода из чистовой клети непрерывной группы
Чв
ч о ы о о
(Л
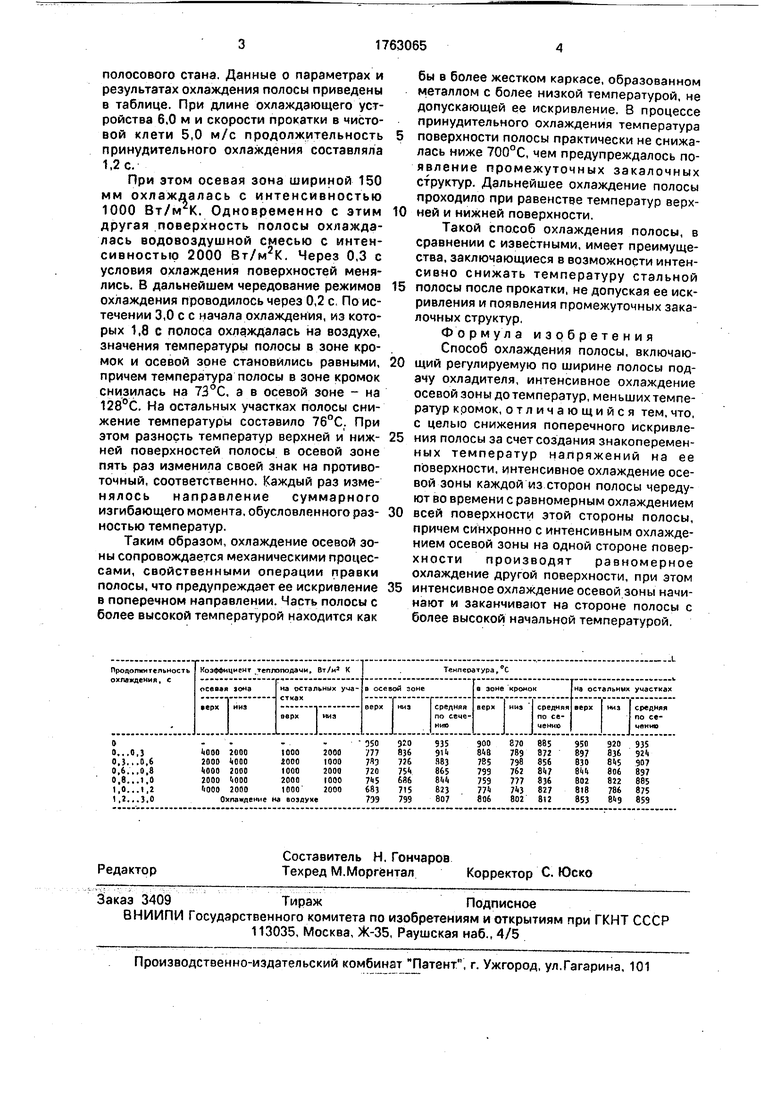
полосового стана. Данные о параметрах и результатах охлаждения полосы приведены в таблице. При длине охлаждающего устройства 6,0 м и скорости прокатки в чистовой клети 5,0 м/с продолжительность принудительного охлаждения составляла 1,2с.
При этом осевая зона шириной 150 мм охлаждалась с интенсивностью 1000 Вт/м К. Одновременно с этим другая поверхность полосы охлаждалась водовоздушной смесью с интенсивностью 2000 Вт/м К. Через 0,3 с условия охлаждения поверхностей менялись. В дальнейшем чередование режимов охлаждения проводилось через 0,2 с По истечении 3,0 с с начала охлаждения, из которых 1,8 с полоса охлаждалась на воздухе, значения температуры полосы в зоне кромок и осевой зоне становились равными, причем температура полосы в зоне кромок снизилась на 73°С, а в осевой зоне - на 128°С. На остальных участках полосы снижение температуры составило 76°С. При этом разность температур верхней и ниж- ней поверхностей полосы в осевой зоне пять раз изменила своей знак на противо- точный, соответственно. Каждый раз изменялось направление суммарного изгибающего момента, обусловленного раз- ностью температур.
Таким образом, охлаждение осевой зоны сопровождается механическими процессами, свойственными операции правки полосы, что предупреждает ее искривление в поперечном направлении. Часть полосы с более высокой температурой находится как
бы в более жестком каркасе, образованном металлом с более низкой температурой, не допускающей ее искривление. В процессе принудительного охлаждения температура поверхности полосы практически не снижалась ниже 700°С, чем предупреждалось появление промежуточных закалочных структур. Дальнейшее охлаждение полосы проходило при равенстве температур верхней и нижней поверхности.
Такой способ охлаждения полосы, в сравнении с известными, имеет преимущества, заключающиеся в возможности интенсивно снижать температуру стальной полосы после прокатки, не допуская ее искривления и появления промежуточных закалочных структур,
Формула изобретения Способ охлаждения полосы, включающий регулируемую по ширине полосы подачу охладителя, интенсивное охлаждение осевой зоны до температур, меньших температур кромок, отличающийся тем, что, с целью снижения поперечного искривления полосы за счет создания знакопеременных температур напряжений на ее поверхности, интенсивное охлаждение осевой зоны каждой из сторон полосы чередуют во времени с равномерным охлаждением всей поверхности этой стороны полосы, причем синхронно с интенсивным охлаждением осевой зоны на одной стороне поверхности производят равномерное охлаждение другой поверхности, при этом интенсивное охлаждение осевой зоны начинают и заканчивают на стороне полосы с более высокой начальной температурой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОСОВОЙ СТАЛИ | 1999 |
|
RU2165320C2 |
| Способ прокатки полос на широкополосном стане | 1989 |
|
SU1652007A1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 1997 |
|
RU2111803C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2005 |
|
RU2288051C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ ИЗ ГОРЯЧЕКАТАНОГО ЛИСТОВОГО МАТЕРИАЛА | 1999 |
|
RU2175900C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2254181C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ В ЛИТЕЙНО-ПРОКАТНОМ АГРЕГАТЕ БЕССЛИТКОВОЙ ПРОКАТКИ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2607855C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ ЛИСТОВОЙ СТАЛИ МАРТЕНСИТНОГО КЛАССА И ДЕФОРМАЦИОННО-ТЕРМИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2474623C1 |
| Способ производства рулонной полосы на широкополосном прокатном стане | 2018 |
|
RU2686504C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 1993 |
|
RU2067901C1 |
Сущность изобретения: способ охлаждения полосы включает интенсивное охлаждение осевой зоны полосы с чередованием во времени с равномерным охлаждением по всей поверхности, причем синхронно с интенсивным охлаждением осевой зоны на одной поверхности, другую сторону поверхности охлаждают равномерно, при этом интенсивное охлаждение начинают и заканчивают на поверхности полосы с более высокой начальной температурой. 1 табл.
| СПОСОБ ПРОИЗВОДСТВА МОРОЖЕНОГО "ГОГОЛЬ-МОГОЛЬ" (ВАРИАНТЫ) | 2014 |
|
RU2552780C1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
