Изобретение относится к пайке металлов и может быть использовано для печной пайки конструкционных легированных сталей в слабовосстановительных газовых средах типа эндогаза,
Пайка в конвейерных печах в среде эндогаза является одним из самых высокопроизводительных процессов, однако она применима только для малоуглеродистых сталей. Для пайки легированных сталей восстановительная способность эндогаза при практически достижимой точке росы недостаточна. Поэтому детали из легированных сталей можно паять в эндогазе только с под- флюсовкой. Однако применяемые для этой цели флюсы, разработанные для пайки на воздухе, малопригодны.
Известен, например, флюс ПВ200 для пайки легированных сталей, содержащий окись бора и буру, из которой при нагреве также образуется окись бора. Суммарное содержание кислородных соединений бора в флюсе ПВ200 84-86%.
Недостатком этого флюса является короткое время активности - не более 2 мин которое не позволяет эффективно использовать его в процессах пайки легированных сталей с невысокой скоростью нагрева. Поэтому при использовании этого флюса для пайки в конвейерной печи значительная часть деталей подлежит перепайке либо попадает в брак, так как остатки флюса (шлаки) в паяльном зазоре практически невозможно удалить.
Известны флюсы, включающие, помимо кислородсодержащих соединений бора, гидроокиси натрия и лития в количестве 0,2- 1,5% массы. Наличие легкоплавких гидро- ксидов препятствующих испарению борных соединений несколько увеличивает временной интервал флюсующего действия, однако все же недостаточно для конвейерной пайки.
Известны флюсы, содержащие существенно большее количество гидроокиси натрия или калия в сочетании с борной кислотой.
Флюс содержит, мас.%: борная кислота 40-65; фтороокись калия 20-40; фторборат
1
О CJ
|
СО
о
калия 15; гидроокись калия (в пересчете на сухой остаток) 1,75-16,25.
Однако если малые количества легкоплавких гидроксидов неэффективно увеличивают время активности флюса, то большие количества при использовании флюса для пайки в водородсодержащем эн- догазе дополнительно насыщают водородом поверхность легированных сталей, и без того чувствительную к водородной хрупкости. Насыщение водородом, по видимому, идет из флюсового расплава по известной реакции диссоциации гидро- ксильного иона .
Кроме того, завышенное количество легкоплавких гидроксидов не позволяет получить требуемого при печной пайке сталей соотношения температурного и временного интервалов активности флюса.
Целью изобретения является увеличение времени активности флюса при печной пайке. .
Указанная цель достигается тем, что флюс, включающий кислородсодержащее соединение бора и гидроокись металла, дополнительно содержит глюкозу и в качестве гидроокиси - гидрат окиси кальция при следующем соотношении компонентов, мас.%: глюкоза 0,8-2,4; гидрат окиси кальция 2,6- 6,3; кислородсодержащее соединение бора - остальное.
В зависимости от применяемого соединения бора возможны варианты:
глюкоза 0,8-1,3 глюкоза1,3-2,4 Са(ОН)2 2,6-4,6 Са(ОН)а4,6-6,3 бура осталь- борныйостальное,ангидрид ное.
Сущность изобретения заключается в следующем. Расплавленная глюкоза эффективно препятствует испарению соединений бора при нагреве. Гидрат окиси кальция, имеющий практически одинаковую с борным ангидридом температуру плавления, также повышает химическую устойчивость боратов, не существенно снижает вязкость расплава флюса. В сумме применение обоих новых компонентов значительно расширяет временной интервал флюсующего действия и позволяет паять в эндогазе даже нержавеющие стали припоями на медно- никелевой основе.
При содержании во флюсе глюкозы менее 0,8% и гидрата окиси кальция менее 2,6% время активности флюса увеличивается недостаточно и припои плохо растекаются по поверхности легированных сталей в среде эндогаза при скоростях нагрева менее 140 град/мин.
При содержании глюкозы более 2,4% на
поверхности паяных деталей остаются трудноудаляемые шлаки.
При содержании гидрата окиси кальция более 6,3% начинается снижение ударной вязкости паяемого металла, по-видимому,
из-за насыщения водородом.
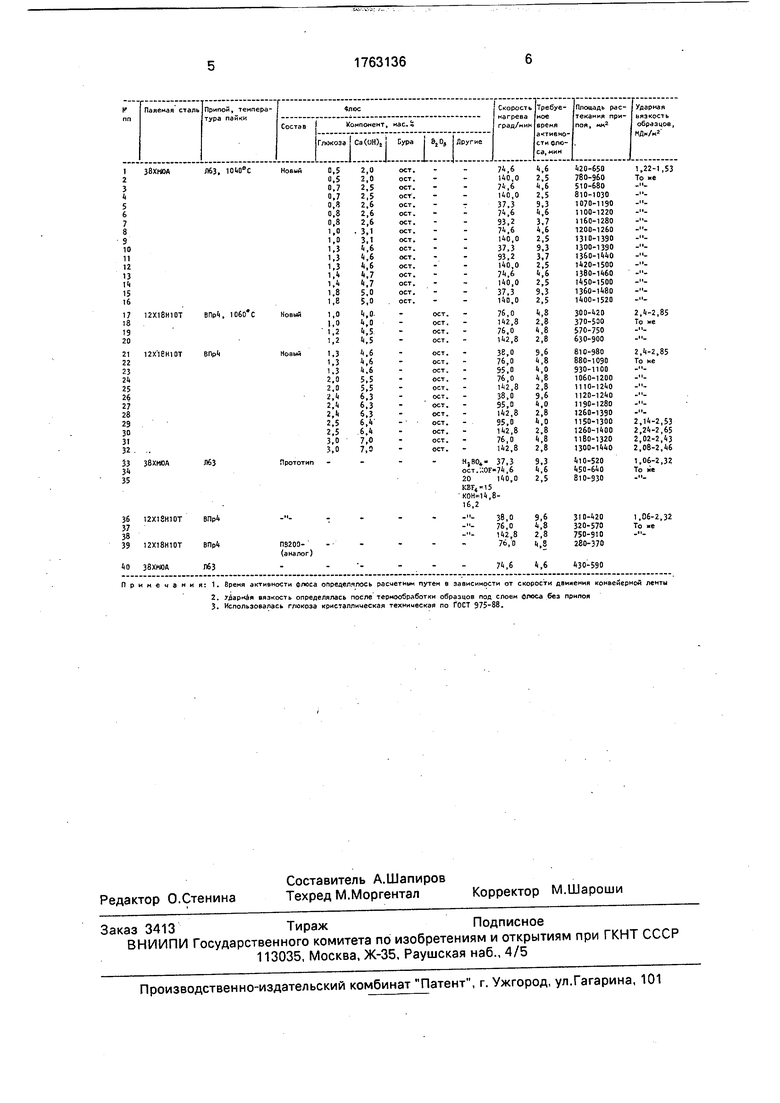
Испытания предлагаемого флюса производили при пайке образцов и деталей из сталей 38ХМЮА и 12Х18Н10Т в среде эндогаза в конвейерной печи СКЗ-4.20.1,5/11,5.
Пайку производили латунью Л63 и припоем ВПр4 (система медь-никель-марганец). Активность флюса оценивали по площади растекания припоя в соответствии с методикой ГОСТ 23904-79. На плоские образцы из легированных сталей наносили 0,5 г припоя и 1,5 г флюса в виде спиртовой суспензии. Затем образцы устанавливали на конвейер печи и нагревали в эндогазе с различной скоростью. Скорость конвейерной ленты изменяли от 10 до 37,5 м/ч, что соответствовало средней скорости нагрева от 37,3 до 140 град/мин в интервале 20-1060°С. Время нагрева до температуры пайки составляло 7,4- 27,9 мин. На этих же режимах паяли
различные детали и обрабатывали флюсом образцы (стандартные) для испытаний на ударную вязкость. Результаты испытаний представлены в таблице.
Формула изобретения
1. Флюс для пайки легированных сталей в эндогазе, содержащий кислородсодержащее соединение бора, гидроокись металла, отличающийся тем, что, с целью увеличения времени активности флюса при
печной пайке, он дополнительно содержит кристаллическую глюкозу, а в качестве гидроокиси металла - гидроокись кальция при следующем соотношении компонентов, мас.%:
кристаллическая
глюкоза0,8-2,4
гидроокись
кальция2,6-6,3
кислородсодержащеесоединение
бораостальное.
2. Флюс по п. 1,отличающийся тем, что в качестве кислородсодержащего
соединения бора он содержит буру или борный ангидрид.
2.гдармая вязкость определялась после термообработки образцов поп
3.Использовалась глюкоза кристаллическая техническая по ГОСТ 975ги от скорости движения конвейерной ленты слоем флоса без припоя
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пайки в защитной газовой среде | 1988 |
|
SU1549686A1 |
| Состав для обработки деталей после пайки | 1989 |
|
SU1706815A1 |
| Флюс для пайки чугуна | 1987 |
|
SU1423331A1 |
| Флюс для пайки сталей | 1990 |
|
SU1706820A1 |
| ФЛЮС ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ ТВЕРДЫХ СПЛАВОВ ПРИПОЯМИ НА ОСНОВЕ МЕДИ | 2007 |
|
RU2346798C2 |
| Флюс для пайки легированных сталей и сплавов | 1980 |
|
SU937119A1 |
| Флюс для пайки твердосплавного инструмента | 1987 |
|
SU1488169A1 |
| Состав флюсующего покрытия для прутков припоя | 1986 |
|
SU1386408A1 |
| Флюс для пайки стали,медных и никелевых сплавов | 1986 |
|
SU1316774A1 |
| ФЛЮС ДЛЯ ПАЙКИ ТВЕРДОСПЛАВНОГО ПРИПОЯ НА ПОВЕРХНОСТЬ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ | 2004 |
|
RU2262430C1 |
Использование: печная пайка конструкционных легированных сталей в газовых средах типа эндогаза. Сущность изобретения: флюс содержит компоненты в следующем соотношении, мас.%: глюкоза кристаллическая 0,8-2,4, гидрат окиси кальция 2,6-6,3, килсородсодержащее соединение бора - остальное. 1 з.п. ф-лы, 1 табл.
| Сигнальный прибор для указания предельного уровня воды в льяле | 1928 |
|
SU23178A1 |
| Флюс для пайки | 1978 |
|
SU719839A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Справочник по пайке | |||
| Под | |||
| ред | |||
| И.Е.Пет- рунина | |||
| - М.: Машиностроение, 1984, с | |||
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
