Изобретение относится к машиностроению и может быть использовано для удаления заусенцев, скругления острых кромок и выполнения других финишно-зачистных операций при обработке внутренних полостей, образованных пересечением нескольких отверстий, оси которых расположены под углами, близких к 90°.
Целью изобретения является повышение производительности обработки за счет предотвращения вытягивания инструмента в процессе обработки.
Изобретение поясняется чертежом, на котором представлена схема реализации способа.
Обработку сложных полостей в детали 1, образованных пересекающимися отверстиями, производят упругим гибким инструментом 2, например, сплетенным из абразивных нитей, имеющих упругую основу. Диаметр обрабатываемых отверстий должен превышать диаметр гибкого инструмента 2 в 1,1-1,4 раза, так как в этом случае инструмент легко проходит в отверстие и достаточно хорошо его дополняет. Один из концов инструмента 2 присоединен к механизму 3 возвратно-поступательного перемещения, второй конец может быть снабжен пружиной 4. Оба конца инструмента 2 соединяют с узлами 5, 6, обеспечивающими их поворотно-реверсивное перемещение с заданной скоростью на определенный угол или на определенное количество полных оборотов, согласованное с возвратно-поступательным перемещением.
Для удобства ввода инструмента 2 в обрабатываемую полость может быть использован гибкий, но устойчивый в осевом направлении стержень типа струны, к которому через коуш присоединен инструмент. Стержень снабжают наконечником, выполненным из магнитопроводного материала. С помощью соленоида (не показан) создают сильное магнитное поле так, чтобы инструмент располагался по силовым линиям. Соответствующимповоротомиперемещением соленоида вдоль отверстия облегчают заправку инструмента. При этом необрабатываемые отверстия закрывают заглушками 7 из немагнитного материала.
При обработке задают инструменту 2 продольное возвратно-поступательное перемещение с амплитудой, которая в каждом конкретном случае выбирается, исходя из заданных условий обработки. Реверсивный поворот инструмента вокруг его оси создает благоприятные условия для полного использования всей рабочей поверхности. Экспериментально установлено, что за один двойной ход вдоль оси поочередно каждому
концу инструмента должно быть задано не менее двух поворотов в одну и соответственно в другую сторону при закрепленном от проворота противоположном конце. В
этом случае инструмент заполняет все пространство пересекающихся отверстий и хорошо прорабатывает его стенки, места изгибов и места пересечения отверстий. В качестве образца использовали разъемный (из двух половин) корпус, имитирующий корпус коробки приводов гидросистемы станка (материал - ст.45). Отверстия диаметром 4 мм, 5 мм и 5,5 мм переходят одно в другое и пересекаются
под углами 90, 110, 45, 180°. Общая длина отверстий составляет 190 мм. В полости этих отверстий необходимо удалить заусенцы и зачистить острые кромки.
Для обработки этих отверстий выбрали
инструмент диаметром 3,6 мм (по минимальному отверстию 4 мм) длиной 260 мм, выполненный в виде центрального металлического тросика, охваченного переплетенными полимерно-абразивными нитями.
Концы инструмента присоединяли к механизму возвратно-поступательного и вращательного движения. Амплитуда равна 30 мм, число двойных ходов - 20 ход/мин за каждый двойной ход инструмента с помощью специального приспособления к строгальному станку сообщали поворот вокруг оси от 0,2 оборота до 3,0 полных оборота с каждой стороны. В исходном положении инструмент с обеих сторон выступал из обрабатываемого отверстия на 35 мм и был растянут с силой 150 Н. Один двойной ход включает движение в одну сторону на 30 мм, в этой стороне конец инструмента поворачивали по часовой стрелке до окончания
движения, затем производили реверс движения и, соответственно, реверс поворота инструмента (второй конец инструмента при этом закреплен). После возвращения инструмента в исходное положение (назад
на 30 мм), не останавливая его, освобождали от закрепления второй конец и сообщали ему поворот, а первый конец закрепляли. Таким же образом инструмент перемещали в противоположную сторону. После возвращения инструмента из противоположной стороны в исходное положение заканчивается полный двойной ход.
Эксперименты показали, что увеличение числа оборотов от 0,2 до 2 приводит к
увеличению производительности (съема металла) в 3 раза, далее рост съема замедляется.
Формула изобретения Способ финишно-зачистной обработки
сложных внутренних сквозных полостей де
талей, при котором в полость вводят гибкийют повороты с реверсом поочередно каждо- абразивный инструмент и задают ему про-му концу инструмента так, чтобы за одно дольное возвратно-поступательное движе-продольное возвратно-поступательное пение и повороты вокруг оси, отличаю-ремещение каждый конец инструмента со- щ и и с я тем, что, с целью повышения5 вершил по крайней мере по два оборота в производительности обработки, зада-каждую сторону.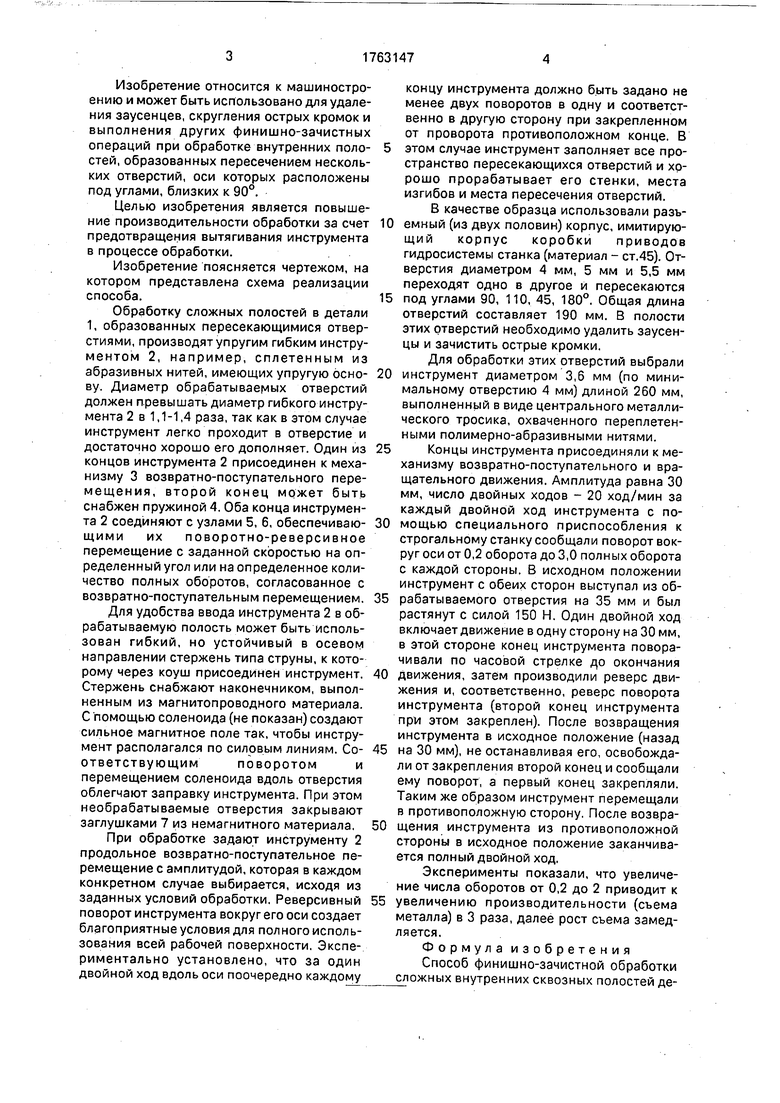
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий абразивный инструмент | 1988 |
|
SU1701505A1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2428282C1 |
| Способ зачистки осевых каналов роторов турбин и устройство для его осуществления | 1990 |
|
SU1784448A1 |
| ОСЦИЛЛИРУЮЩАЯ ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ | 2010 |
|
RU2428283C1 |
| СПОСОБ КАМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2218262C1 |
| СТАНОК ДЛЯ ИГЛОФРЕЗЕРОВАНИЯ | 1995 |
|
RU2080965C1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2294819C1 |
| Способ шпиндельной вибрационной обработки | 1981 |
|
SU1076263A1 |
| ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2296652C1 |
| УСТАНОВКА МАЯТНИКОВОГО ТИПА ДЛЯ СНЯТИЯ ЗАУСЕНЦЕВ С ВНУТРЕННИХ ПАЗОВ ДЕТАЛЕЙ ТИПА КОЛЕЦ | 2011 |
|
RU2483853C1 |
Использование: в машиностроении, в частности, при финишно-зачистной обработке, удалении заусенцев и скруглении острых кромок в полостях, образованных пересечением нескольких отверстий, оси которых расположены под углами, близкими к 90°. Сущность изобретения: гибкий аб- разивный инструмент 2, например, сплетенный из абразивных нитей, имеющих упругую основу, вводят в отверстие детали 1. Один из концов инструмента 2 присоединяют к механизму 3 возвратно-поступательного перемещения, второй конец может быть снабжен пружиной 4. Оба конца инструмента соединяют с узлами 5, 6 поворотно- реверсивного перемещения. Инструменту задают продольное возвратно-поступательное движение и одновременно каждому его концу сообщают поочередно повороты с реверсом так, чтобы за одно продольное возвратно-поступательное перемещение каждый конец инструмента совершил по крайней мере по два оборота в каждую сторону. 1 ил. (Л С XI О СО Ј XI
| Гибкий абразивный инструмент | 1988 |
|
SU1701505A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
