Изобретение относится к области абразивной обработки, в частности к шлифованию.
Цель изобретения - пвышение точности и производительности шлифования.
Реализация способа при плоском шлифовании сплава ВТ14, с поддержанием режущих свойств круга электроэрозионным способом в автономном зоне, осуществляется следующим образом.
Оборудование: плоскошлифовальный станок модели ЗГ71, модернизированный для осуществления шлифования с поддержанием режущих свойств круга электроэрозионным способом в автономной зоне и алмазно-электроэрозионного шлифования с подводом тока в зону резания; блок питания модели ИТТ-35.
Устройства: устройство для осуществления плоского шлифования, с постоянной силой Ру (по упругой схеме кинематически
аналогичной жесткой схеме); устройство для определения износа алмазоносного слоя.
Инструмент - алмазный круг 2720-0128 ГОСТ 16167-82 АС6 160/125-4-М 1.
Охлаждение - 0,3%-ный водный раствор кальцинированной соды.
Предварительно для определения оптимальных режимов шлифования вели обработку образцовой детали по упругой схеме шлифования. Поиск оптимальных условий осуществляли с применением планирования экстремальных экспериментов методом крутого восхождения.
В процессе поиска оптимума изучали влияние следующих основных факторов процесса: среднего значения технологического тока lcp(A), радиальной составляющей силы резания Ру (Н), скорости шлифовального круга VK (м/с), величины поперечной подачи Sn (мм/ход), скорости стола VA (м/мин.) (названия элементов режима резания Sn, /д
СО
с
VJ о
00
Ј
00
и SB приведены в терминологии плоского шлифования).
В качестве критерия оптимизации (функции отклика) использовали удельную себестоимость обработки Суд (коп/см3), рассчитываемой по формуле
С СЧ
УД уу
С ил -
где Сеч - себестоимость станкочаса обработки, коп. (рассчитывали по методике, из- ложенной в работе Семко М.Ф., Узунян М.Р. Юфа Э.П. Экономическое обоснование выбора алмазных кругов. - Харьков: Прапор, 1971, -100с.);
W - объем сошлифованного материала за один час, см3/ч.
Для ра счета удельной себестоимости измеряли объем сошлифованного материала, изношенный объем алмазоносного слоя, среднее напряжение при поддержании ре- жущих свойств круга в автономной зоне, мощность резания.
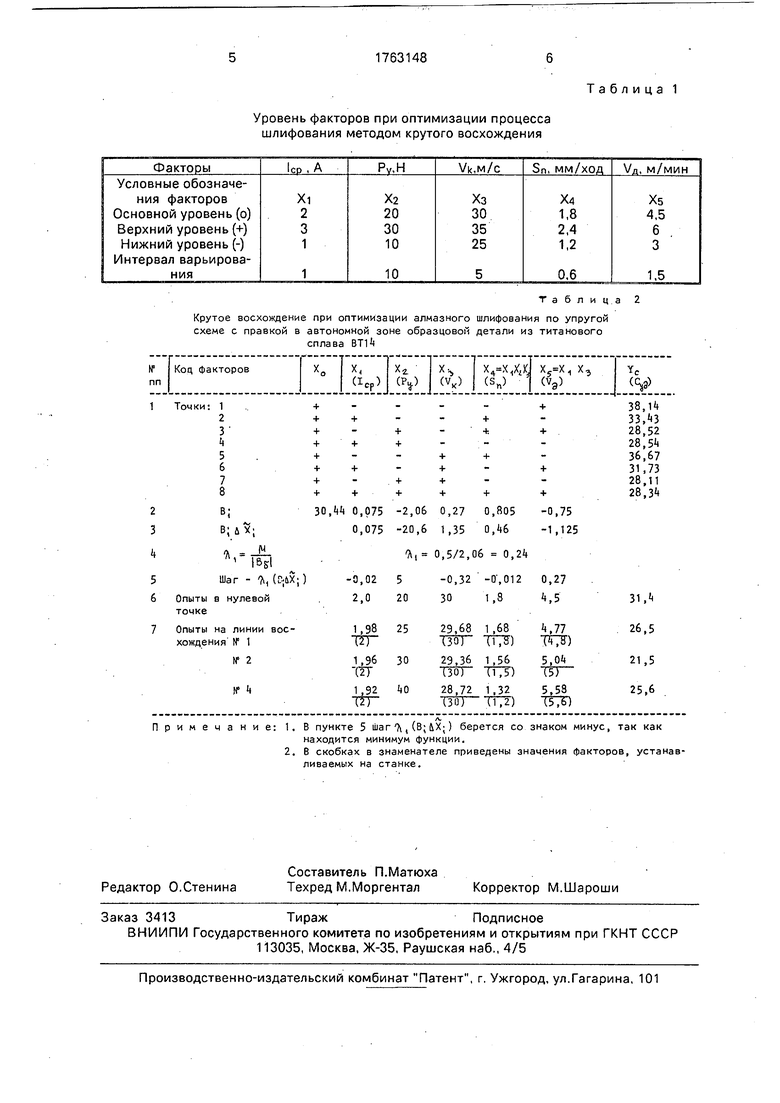
Основные уровни факторов и интервалы их варьирования выбирались с учетом требований к параметрам шероховатости обработанной поверхности (табл,1).
Для определения градиента функции отклика был реализован дробный факторный эксперимент 252 (табл.2), при этом для получения линейной модели, отражающей зависимость удельной себестоимости от пяти указанных факторов, эффект фактора Sn приравнен тройному взаимодействию, а эффект фактора Уд - двойному взаимодействию Х1Хз.
Как видно из приведенных данных, минимальная себестоимость обработки образцовой детали достигнута в опыте № 2 на линии восхождения, при котором ,5 коп/см3, W0y 16647 мм.
Тогда оптимальными режимами шлифования по упругой схеме образцовой детали из сплава ВТ14 являются: А, Н, м/с; ,5 мм/ход; м/мин.
При переходе к жесткой схеме шлифования значение вертикальной подачи SB определяем, используя W0y 16647 мм3:
5ь
W
ОУ
Тм S пу 1000 VAy
16647
60 1,5 1000 -5
0,037.
Остальные оптимальные режимы шлифования по упругой схеме переносятся на жесткую схему без изменений.
Тогда оптимальными режимами плоского шлифования сплава ВТ14 по жесткой схеме будут: A; м/с; м/мин; Se-0,037 мм/проход; .5 мм/ход.
Таким образом, задание подачи SB из соотношения
5ь
W
оу
Тм Sny 1000 УДу
для жесткой схемы шлифования позволяет повысить точность и производительность обработки за счет наличия сильной корреляционной связи между количеством сошлифованного материала и режущей способностью рабочей поверхности круга, и снижения трудоемкости предварительной обработки образцовой детали при поиске оптимальных режимов обработки при шлифовании по упругой схеме.
Формула изобретения Способ шлифования, включающий соответствующую обработку детали на оптимальных режимах, определяемых при обработке образцовой детали, отличающийся тем, что, с целью повышения точности и производительности, поперечную подачу SB задают, исходя из соотношения
Sb
W
оу
Тм Sny ЮОО VAy
где W0y - объем материала, сошлифованного с образцовой детали при предварительной обработке по упругой схеме шлифования на оптимальных режимах;
Тм - время обработки образцовой детали;
Sny - оптимальное значение продольной подачи при шлифовании по упругой схеме;
Уду - оптимальная скорость образцовой детали при шлифовании по упругой схеме.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АДДИТИВНО-АДАПТИВНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2118248C1 |
| Способ электроэрозионной правки абразивного круга | 1983 |
|
SU1199498A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2261793C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ УПРУГИМ ИНСТРУМЕНТОМ | 2004 |
|
RU2261788C1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| СПОСОБ УПРАВЛЕНИЯ РАБОЧИМ ЦИКЛОМ ПОПЕРЕЧНОЙ ПОДАЧИ ПРИ ШЛИФОВАНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2364494C2 |
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ С НИЗКОЙ ТВЕРДОСТЬЮ | 2020 |
|
RU2737292C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2288829C1 |
| СПОСОБ АДДИТИВНОГО ШЛИФОВАНИЯ | 2000 |
|
RU2183546C2 |
Использование: абразивная обработка, в частности шлифование с поддержанием режущих свойств круга в процессе обработки, например, электроэрозионным способом с подводом технологического тока в автономную зону. Сущность: это достигается за счет того, что в начале поиск оптимума функции отклика, например, методом крутого восхождения осуществляют с использованием упругой схемы шлифования, кинематически аналогичной жесткой схеме, затем определяют величину подачи на врезание для жесткой схемы. Шлифование ведут с поперечной подачей, рассчитанной по формуле 5ь W оу Тм S Пу 1000 Voy где W0y-объем сошлифованного материала по упругой схеме в точке оптимума, мм3.; Тм - время эксперимента, мин; Sny - оптимальная продольная подача при шлифовании по упругой схеме, мм/ход; VAy - оптимальная скорость детали при шлифовании по упругой схеме, м/мин.
Уровень факторов при оптимизации процесса шлифования методом крутого восхождения
Таблица 2
Крутое восхождение при оптимизации алмазного шлифования по упругой схеме с правкой в автономной зоне образцовой детали из титанового сплава ВТ1)
Примечание: 1. В пункте 5 шаг,(В; &Х;) берется со знаком минус, так как
находится минимум функции.
| Семко М.Ф., Узунян М.Д., Сизый ЮА, Пивоваров М.С | |||
| Работоспособность алмазных кругов | |||
| - К.: , 1983, 95 с. |
