1 2
3 t56 7 8 9
Фиг.1
со
со 4ib
QD 00
«
Изобретение относится к правке абразивных алмазных, эльборовых) кругов на токопроводящих связках в среде слабопроводящего электролита или диэлектрической жидкости с применением правящего электрода, в качестве которого может быть использована заготовка шлифуемой детали4
Цель изобретения - сокращение времени правки круга.
Поставленная цель достигается тем, что правящий электрод шлифуют без подачи напряжения с глубиной резания, равной.3-6% максимального размера абразивных зерен круга, снимая при этом объем, равный произведению величины площади режзпцей поверхности круга и глубины резания, выхаживают с подачей напряжения до появления импульсов холостого хода и повторяют цикл шлифование-выхаживание до стабилизации длительности выхаживания.
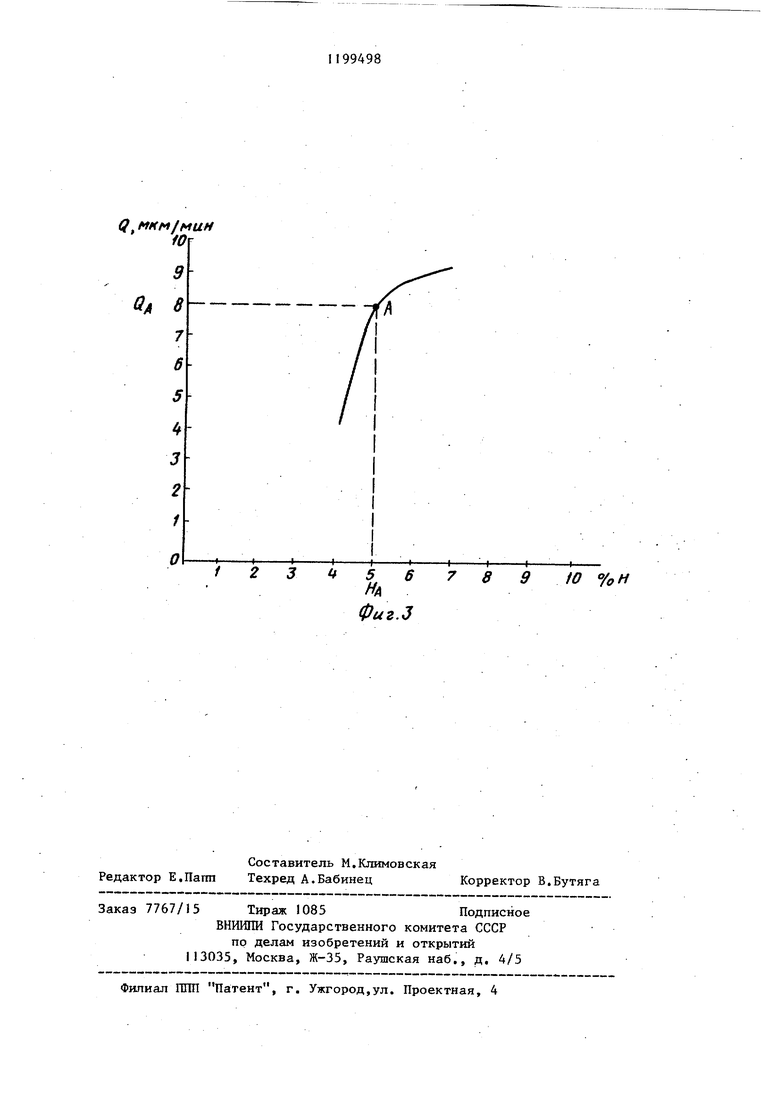
На фиг. 1 представлены циклограммы способа; на фиг. 2 - зависимость подачи напряжения во времени; на ,фиг. 3 - зависимость производительности правки Q от глубины резания в пpoцekтax от размера зерен Н.
Способ электроэрозионной правки осуществляется следующим образом. : Вначале производят абразивное шлифование кругом, который подвер-гается правке, правящего электрода, установленного на столе станка. С правящего электрода сошлифовьгаают материал, объем которого равен произведению величины площади режущей поверхности круга и глубины резания
«Р.
V irD-B.-b
ep.j
где D - диаметр круга;
В - высота круга.
Указанный объем снимаемого материала с правящего электрода, зависящий от глубины резания, соответствует оптимальным условиям механического удаления слабо закрепленных и изношенных зерен с круга. Этот объем сошлифовьшают без подачи напряжения на круг и правящий электрод .за время t (участок 1-2,фиг. 1), затем производят выхаживание (подача круга на врезание отсутствует) с подачей напряжения на круг и правя99А98i
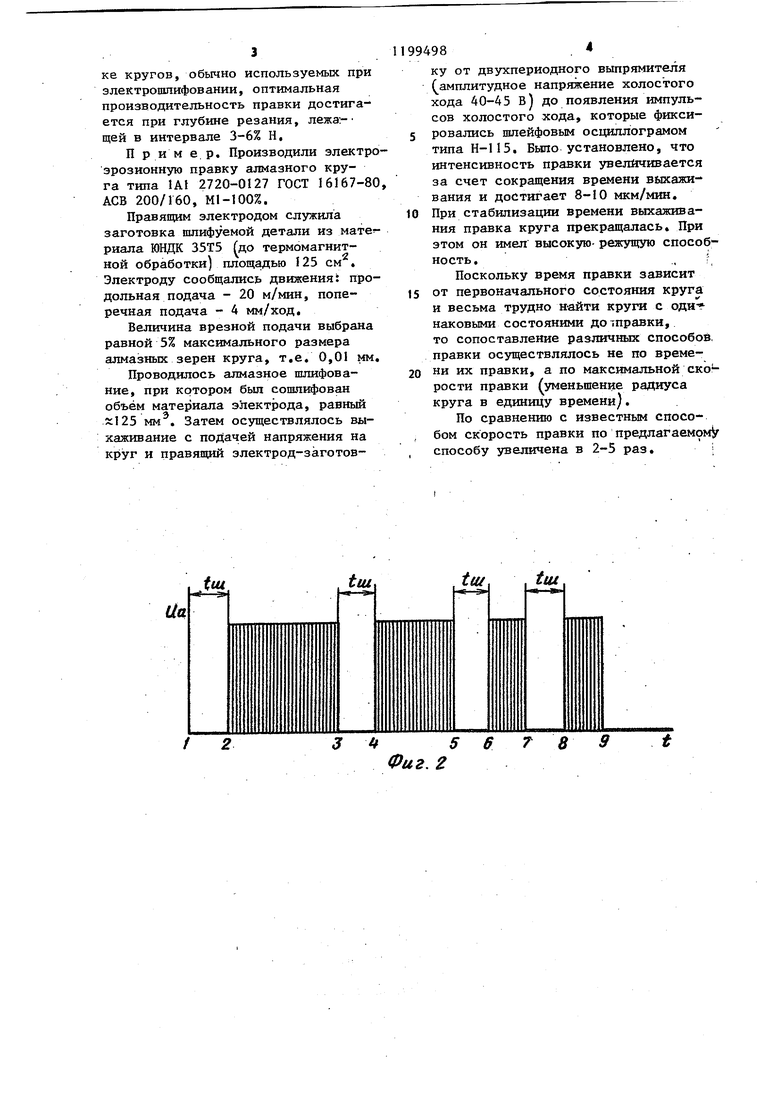
щий электрод (участок 2-3,. фиг. 2). При этом амплитудное напряжение (и , в) целесообразно устанавливать выше напряжения горения дуги., В результате протекания эрозионных процессов разрушается связка круга, тем самым обнажаются новые зерна. Выхаживание прекращают при появлении импульсов холостого хода (точка 3),
0 свидетельствующих о снижении эффективности электроэрозионного процесса, которые фиксируют, например, осциллографом, анализатором импульсов и другими приборами. Затем осуществляют
5 повторное шлифование в течение времени t, с глубиной резания tg. без подачи напряжения на круг и правящий . электрод (участок 3-4, фиг. 1). При этом обнаженные электроэрозией зерна вырьшаются из связки круга. В течение шлифования снимается тот же объем с правящего электрода, что и при первоначальном шлифовании (участок 1-2). Затем осуществляют второе
5 выхаживание с подачей напряжения к кругу и правящему электроду (учас. ток 4-5) до появления импульсов холостого хода (точка 5).
Экспериментально установлено,
0 время выхаживания по мере правки круга уменьшается,. а затем стабилизируется (время выхаживания на участке 6-7 фиг. 2 равно времени выхаживания на участке 8-9), что характеризует окончание цикла шлифоваНие - выхаживание, т,е. правки круга (точка 9).
Как отмечалось, функция (H) имеет точку перегиба А, соответствующую оптимальной производительности правки - Q(., которая при правке круга с данной зернистостью ( 200I60 мкм находится при глубине резания, равной 4-5% Н. При этом згвеличеиие указанного интервала за которым нарушается пропорциональная зависимость, влечет за собой уменьшение прироста производительности правки, нарушение стабильности процесса правки круга, а также ухудшение его режущих свойств, В случае правки кругов с различными характеристиками точка перегиба А может незначительно
смещаться. Например, при меньшей зернистости - в левую сторону (уменьшение процентов от Н), при большей - в правую. Однако при правке кругов, обычно используемых при электрошлифовании, оптимальная производительность правки достигается при глубине резания, лежа;щей в интервале 3-6% Н,
П РИМ ер. Производили электроэрозиокную правку алмазного круга типа 1AI 2720-0127 ГОСТ 16167-80 АСВ 200/160, М1-100%.
Правящим электродом служила заготовка шлифуемой детали из материала ЮНДК 35Т5 Гдо термомагнитной обработки) площадью 125 см . Электроду сообщались движения: продольная подача - 20 м/мин, поперечная подача - 4 мм/ход.
Величина врезной подачи выбрана равной 5% максимального размера алмазных зерен круга, т.е. 0,01 мм.
Проводилось алмазное шлифование, при котором был сошлифован объём материала электрода, равный 125 мм . Затем осуществлялось выхаживание с подачей напряжения на круг и правящий электрод-заготовку от двухпериодного выпрямителя (амплитудное напряжение холостого хода 40-45 В) до появления импульсов холостого хода, которые фиксировались шлейфовым осциллограмом тш1аН-115. Было установлено, что интенсивность правки увеличивается за счет сокращения времени выхаживания и достигает 8-10 мкм/мин.
При стабилизации времени выхаживания правка круга прекращалась. При этом он имел высокую- режущую способность., ;, Поскольку время правки зависит
от первоначального состояния круга и весьма трудно н-айти круги с оди наковыми состояними до травки, то сопоставление различных способов, правки осуществлялось не по времени их правки, а по максимальной скорости правки уменьшение радиуса круга в единицу времени).
По сравнению с известным способом скорость правки по предлагаемом способу увеличена в 2-5 раз. 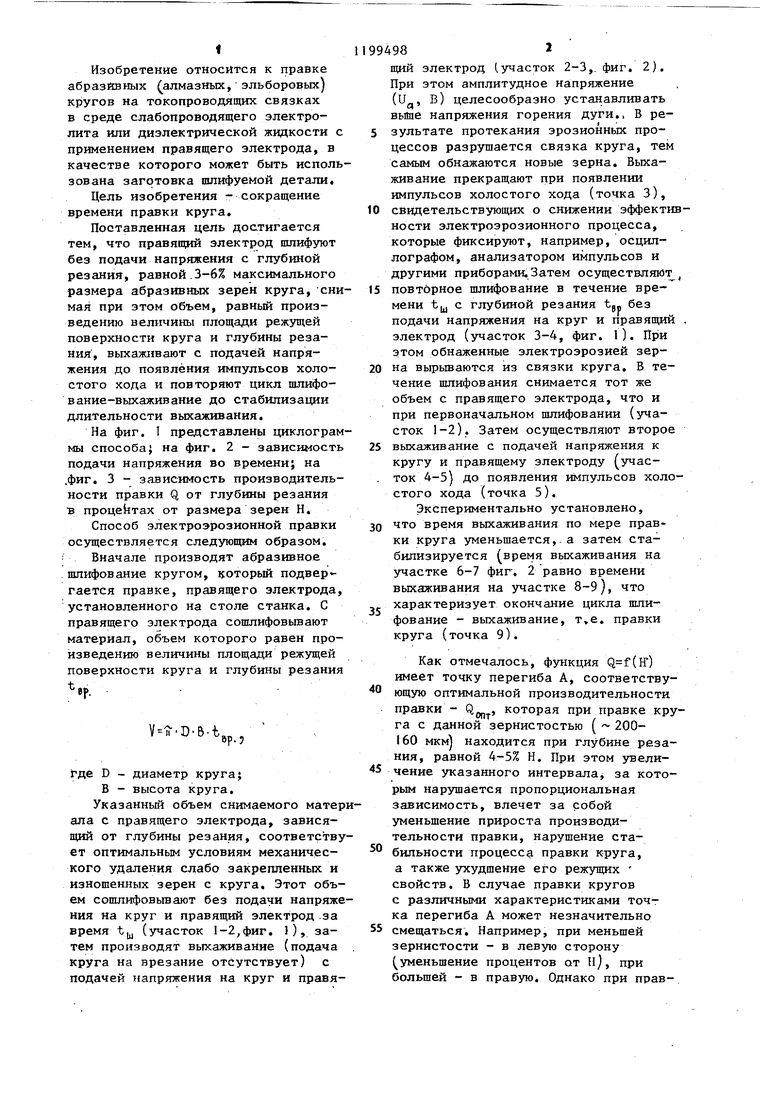
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ абразивно-электроэрозионного шлифования | 1983 |
|
SU1273220A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| Способ комбинированной правки абразивных кругов и устройство для его осуществления | 1986 |
|
SU1355393A1 |
| Способ шлифования ферромагнитных материалов с поддержанием режущей способности круга | 1983 |
|
SU1087293A1 |
| Способ электрохимической абразивной обработки детали шлифовальным кругом на токопроводящей связке | 2024 |
|
RU2822156C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОЙ ИМПРЕГНИРОВАННОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270748C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231427C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231426C1 |
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРАВКИ АБРАЗИВНОГО КРУГА, согласно которому чередуют шлифование правящего электрода с процессом выхаживания, о т л и ч а ю щ и йс я тем, что, с целью повышения производительности, глубину резания выбирают равной 3-6% максимального размера абразивных зерен круга, процесс выхаживания прекращают при появлении импульсов холостого хода, а цикл шлифование - выхаживание повторяют до стабилизации времени выхаживания.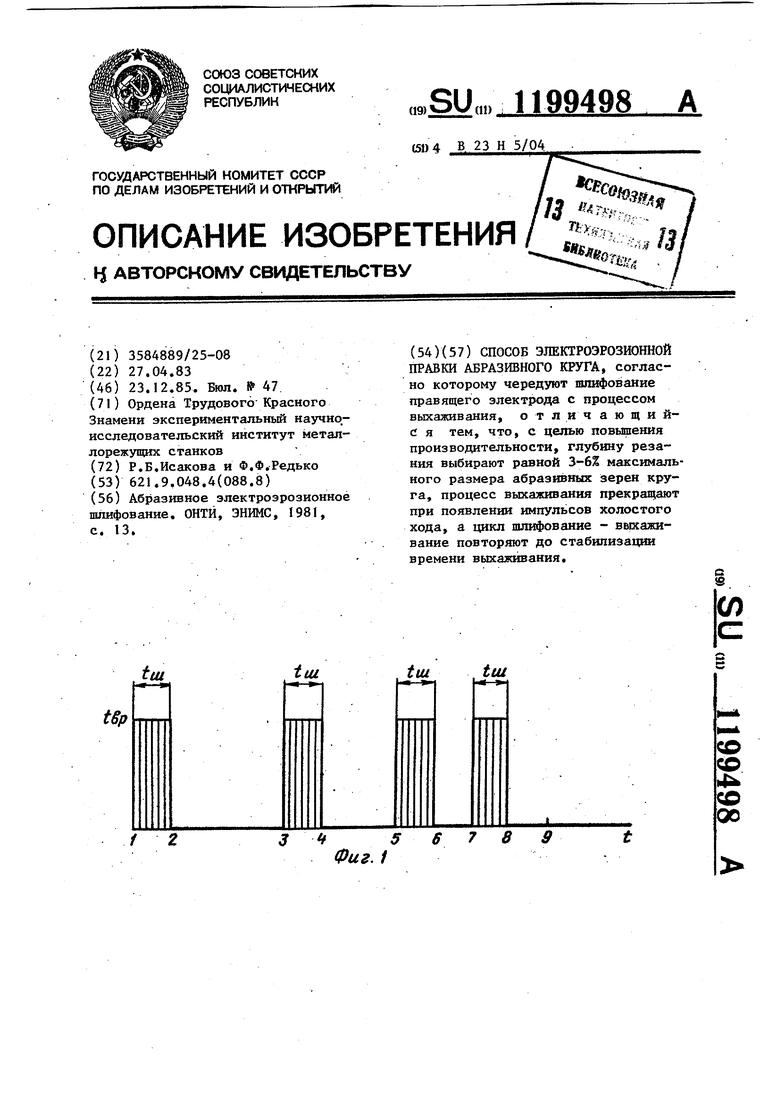
tui
ttu
« Д. 1 2 3 ft 5 6 Фиг. Z Т 8 9 t , МКМ/мин W
Фиг.З to %н
| Абразивное электроэрозионноё шлифование | |||
| ОНТИ, ЭНИМС, 1981, с | |||
| Насос | 1917 |
|
SU13A1 |
