сл
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления процессом прессования в шнековом прессе и устройство для его осуществления | 1988 |
|
SU1574476A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭКСТРУДЕРОМ | 1997 |
|
RU2130831C1 |
| Система управления влажностью жил на бумагомассной машине | 1988 |
|
SU1644105A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ НЕПРЕРЫВНЫМ ПРОЦЕССОМ ВАКУУМ-СУБЛИМАЦИОННОЙ СУШКИ ЖИДКИХ ПРОДУКТОВ НА ИНЕРТНЫХ НОСИТЕЛЯХ С УСТРОЙСТВОМ ВВОДА | 2001 |
|
RU2189551C1 |
| Способ термообработки сыпучих материалов | 2021 |
|
RU2763601C1 |
| Способ автоматического управления процессом прессования масличного материала в шнековом прессе | 1986 |
|
SU1362655A1 |
| Способ автоматического регулирования процесса сушки сыпучего материала | 1988 |
|
SU1576820A1 |
| Способ и устройство нормативной, технологически и экономически оптимальной комбинированной инфракрасной и кондуктивной сушки движущихся сыпучих кормов для животноводства и птицеводства | 2015 |
|
RU2621140C2 |
| РЕГУЛЯТОР ДАВЛЕНИЯ ПЕРЕГРЕТОГО ПАРА В МНОГОТОПЛИВНОМ ПАРОГЕНЕРАТОРЕ | 1991 |
|
RU2044214C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВЫРАЩИВАНИЯ МОНОКРИСТАЛЛОВ ИЗ РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2128250C1 |
Использование: для автоматизации процессов термообработки материалов. Сущность изобретения: дополнительно измеряют температуру материала на выходе, сравнивают полученное значение с заданным и по полученному результату регулируют мощность инфракрасных излучателей с последующей ее корректировкой в зависимости от скорости перемещения материала, а корректировку величины расхода исходного материала осуществляют по его конечной влажности. 1 ил.
Изобретение относится к области автоматизации процессов термообработки материалов, касается способов автоматического регулирования процесса сушки сыпучего материала и может быть использовано в пищевой промышленности, и является усовершенствованием известного способа, описанного в заявке № 1576820.
Способ автоматического регулирования процесса сушки сыпучего материала путем воздействия на него инфракрасным излучением заключается в измерении расходов ис- ходного и высушенного материалов, сравнении полученного значения расхода высушенного материала с заданным и регулировании расхода исходного материала по результату сравнения, расчете скорости перемещения материала по величине расхода исходного материала с учетом заданной толщины слоя, измерении конечной влажности, сравнении ее с заданной влажностью и
регулировании мощности по полученному результату.
Известный способ реализуется системой управления, включающей датчик расхода на выходе, механизм регулирования расхода исходного материала, регулятор количества материала, связанный с этим датчиком и механизмом, датчик расхода исходного материала, механизм регулирования скорости, связанный с вычислителем скорости, блок сравнения, связанный с датчиком влажности на выходе, регулятор мощности ИК-ламп.
Однако известный способ не может обеспечить высокую производительность и качество терморадиационной обработки по ряду причин,
По условиям технологии при терморадиационной обработке материала необходимо поддерживать оптимальные темпера- турно-влажностные параметры сырья на вы о со
00
со
го
ходе. Соотношение температуры и влажности является одним из главных показателей, определяющих реологические и физико-механические свойства, которые играют важную роль при подготовке материала к прессованию.
В известном же способе при регулировании мощности ИК-излучателей не учитывается конечная температура материала, что приводит к его перегреву, нарушению оптимальности ведения процесса обработки, а следовательно - к ухудшению реологических и физико-механических свойств продукта.
При изменении расхода исходного материала меняется скорость его перемещения, а мощность ИК-излучателей остается прежней некоторое время, определяемое временем запаздывания, так как регулирование мощности осуществляется только в зависимости от конечного и заданного значения влажности материала на выходе, что приводит к пересушиванию или недосушиванию материала.
Регулирование расхода исходного материала осуществляется без учета конечной влажности материала. При изменении исходных показателей материала, а именно исходной влажности мощность ПК- излучателей максимально не используется, что приводит к снижению производительности и качества продукции.
Целью дополнительного изобретения является повышение производительности и улучшение качества обработки сыпучего материала.
Поставленная цель достигается тем, что способ автоматического регулирования процесса сыпучего материала по авт.св. 1576820 путем воздействия на него инфракрасным излучением заключается в измерении расходов исходного и высушенного материалов, сравнении полученного значения расхода высушенного материала с заданным и регулировании расхода исходного материала по результату сравнения, расчете скорости перемещения материала по величине расхода исходного материала с учетом заданной толщины слоя, измерении конечной влажности, сравнении ее с заданной влажностью и регулировании мощности по полученному результату, согласно изобретению дополнительно измеряют температуру материала на выходе, сравнивают ее с заданной и по результату сравнения регулируют мощность ПК-получателей, значение мощности ИК- излучателей корректируют в зависимости от скорости перемещения материала, а величину расхода исходного материала корректируют в зависимости от влажности материала на выходе.
Заявляемый способ автоматического регулирования процесса сушки сыпучего
материала отличается от основного изобретения по авт.св. 1576820 тем, что дополнительно измеряют температуру материала на выходе, сравнивают ее с заданной и по результату сравнения регулируют мощность
ИК-излучателей, значение мощности ИК-излучателей корректируют в зависимости от скорости перемещения материала, а величину расхода исходного материала корректируют в зависимости от влажности
материала на выходе. Таким образом, заявляемый способ соответствует критерию новизна. При изучении других известных технических решений признаки, отличающие заявляемое изобретение от прототипа
не были выявлены, и поэтому они обеспечивают заявляемому техническому решению соответствие критерию существенные отличия.
Сущность изобретения заключается в
следующем. Если регулировать мощность ИК-излучателей только по влажности на выходе, как предлагается в прототипе, то из-за инерционности объекта управления будут возникать значительные отклонения выходной температуры материала от оптимальных значений, что приводит к повышенным расходам электроэнергии и снижению качества подготовки материала. Введение предлагаемой коррекции мощности ИКизлучателей в зависимости от температуры позволяет компенсировать инерционность объекта, снизить энергоемкость и повысить качество обработки.
В связи с тем, что процесс ИК-жарения реализуется с помощью транспортера,пере- мещающего обрабатываемый продукт возникает значительное запаздывание в контуре регулирования мощности И К- излучателей при изменении величины расхода исходного материала. Эта особенность процесса ИК-жарения не учитывается в прототипе, что приводит к значительным колебаниям температуры и влажности выходного материала при изменении производительности I/IK жаровни и снижению качества ИК-жарения, В предлагаемом способе мощность ИК-излучателей корректируется по изменении входного потока не
ожидая, пока эти изменения проявятся на выходе ИК-жаровни. Таким образом, достигается компенсация запаздывания, -гго приводит к повышению производительности процесса ИК-жарения и качества готового материала.
В способе-прототипе при измерениях влажности исходного материала будут возникать изменения влажности готового продукта, то есть будет ухудшаться качество подготовки материала. Это объясняется инерционностью тепломассообмена в зоне ИК-жарения, а также ограниченной мощностью ИК-излучателей. Для устранения указанного недостатка в предлагаемом способе осуществляется коррекция расхода исходного материала в зависимости от влажности выходного материала, причем если выходная влажность увеличивается, то расход исходного материала уменьшается, и наоборот. Таким образом, компенсируется значительная часть возмущения по влажности исходного материала и повышается качество стабилизации выходной влажности материала, то есть качество его подготовки.
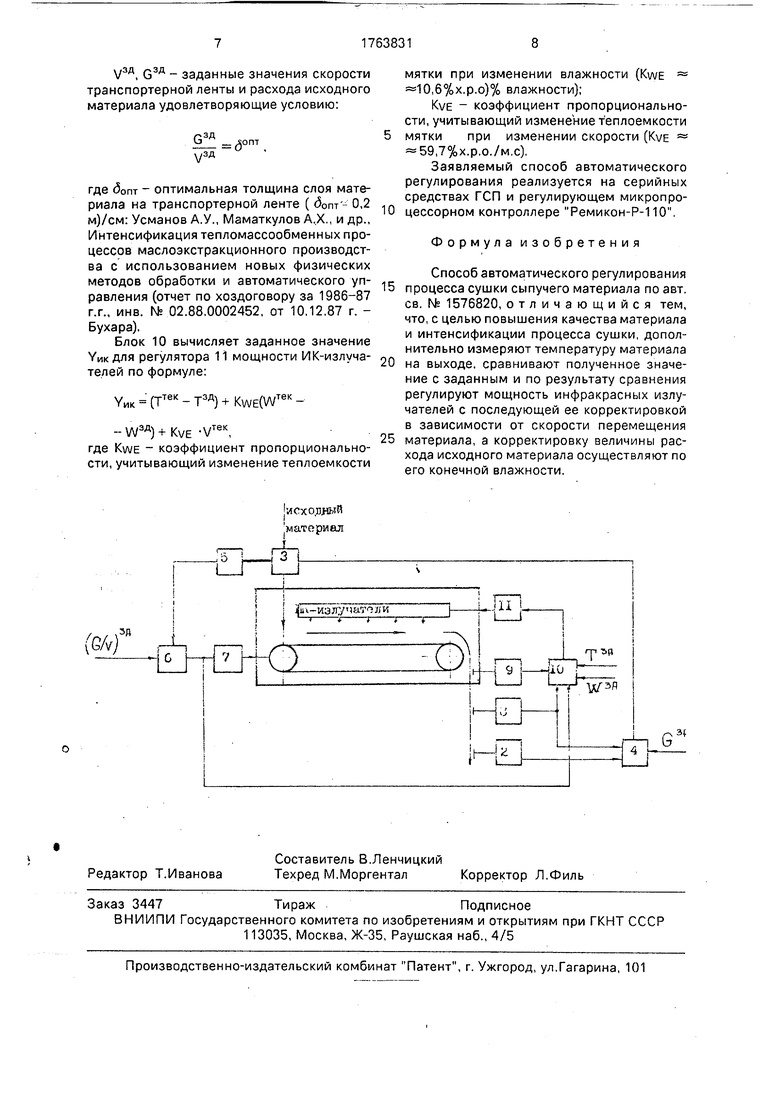
На чертеже изображена блок-схема устройства, реализующего предлагаемый способ.
Система автоматического регулирования ИКЖ 1 состоит из датчика 2 расхода обработанного продукта, механизма 3 регулирования расхода исходного материала, регулятора 4 количества материала, датчика 5 расхода исходного материала, вычислителя 6 скорости, механизма 7 регулирования скорости, датчика 8 влажности готового продукта, датчика 9 температуры готового продукта, вычислителя 10 и регулятора 11 мощности ИК-ламп,
Способ осуществляется следующим образом,
Сигнал о текущем значении расхода обработанного материала, полученный с датчика 2, поступает на регулятор 4 количества материала, где сравнивается с заданным значением производительности, сигнал о рассогласовании подается на механизм 3 расхода исходного материала, который в зависимости от знака и величины рассогласования изменяет величину расхода исходного материала, при этом если рассогласование - величина положительная, то расход исходного материала уменьшают, и наоборот. Изменение величины расхода исходного материала будет происходить до тех пор, пока рассогласование не станет равным нулю, то есть пока текущее значение расхода обработанного материала не станет равным заданному.
Одновременно сигнал о текущем значении влажности на выходе, полученный с датчика 8, поступает на регулятор 4, который формирует сигнал для механизма расхода исходного материала 3, при этом, если текущее значение влажности материала на
выходе увеличивается, механизм 3 уменьшает величину расхода исходного материала, и наоборот.
Сигнал о текущем значении расхода исходного материала, полученный с датчика 5 поступает на вычислитель 6, где в результате сравнения толщины слоя, определяемой отношением величины расхода исходного материала к скорости перемещения материала в рабочей зоне, с ее заданным оптимальным значением определяется скорость транспортирования, причем при любых изменениях расхода исходного материала вычисляется скорость, которая соответствует
оптимальной скорости слоя обрабатываемого материала.
Сигналы о текущем значении влажности и температуры на выходе, полученные с датчиков 8,9,поступают на блок вычисления 10,
где сравниваются с заданными, сигнал о рассогласовании с блока 10 поступает на регулятор 11, который в зависимости от знака и величины рассогласования изменяет величину мощности ИК- излучателей. Изменение величины мощности ИК-излучателей будет производится до тех пор, пока рассогласование не станет равным нулю, то есть текущее значение влажности и температуры на выходе не станет равным заданному. Одновременно на блок 10 поступает сигнал с вычислителя скорости 6 о текущем значении скорости перемещения материала в рабочей зоне. При этом блок 10 будет формировать сигнал для регулятора 11 прямо
пропорциональный изменению скорости перемещения материала в рабочей зоне.
Вычислительные операции в предлагаемом способе реализуются блоками 4,6,10. При этом блок 4 вычисляет управляющий
сигнал для исполнительного механизма 3 регулирования исходного материала по формуле
45
YG (Свых - G3 А) - KWG Л/тек,
где KWG - коэффициент пропорциональности.
Блок б вычисляет управляющее воздей- ствие для исполнительного механизма 7 ре- гулирования скорости перемещения материала. Текущее значение скорости определяется блоком 6 из формулы:
55
VTPK -
отек
уЗД
33Д
где Стек - расход исходного материала, кг/с;
V3A, G3A - заданные значения скорости транспортерной ленты и расхода исходного материала удовлетворяющие условию:
Сзд
V3A
6°
где бопт - оптимальная толщина слоя материала на транспортерной ленте (50пт - 0,2 м)/см: Усманов А.У., Маматкулов А.Х., и др., Интенсификация тепломассообменных процессов маслоэкстракционного производства с использованием новых физических методов обработки и автоматического управления (отчет по хоздоговору за 1986-87 гг., инв. Ns 02.88.0002452, от 10.12.87 г. - Бухара).
Блок 10 вычисляет заданное значение Уикдля регулятора 11 мощности ПК-излучателей по формуле:
Уик (Ттек - Тзд) + KwE(WTeK -W3A)+KvE VTeK,
где KWE - коэффициент пропорциональности, учитывающий изменение теплоемкости
исходный материал
мятки при изменении влажности (KWE « 10,6%х.р.о)% влажности);
KVE - коэффициент пропорциональности, учитывающий изменение теплоемкости
мятки при изменении скорости (KVE « 59,7%х.р.о./м.с).
Заявляемый способ автоматического регулирования реализуется на серийных средствах ГСП и регулирующем микропроцессорном контроллере Ремикон-Р-110,
Формула изобретения
Способ автоматического регулирования процесса сушки сыпучего материала по авт. св. № 1576820, отличающийся тем, что, с целью повышения качества материала и интенсификации процесса сушки, дополнительно измеряют температуру материала на выходе, сравнивают полученное значение с заданным и по результату сравнения регулируют мощность инфракрасных излучателей с последующей ее корректировкой в зависимости от скорости перемещения материала, а корректировку величины расхода исходного материала осуществляют по его конечной влажности.
3V
| Способ автоматического регулирования процесса сушки сыпучего материала | 1988 |
|
SU1576820A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
