Изобретение относится к обработке металлов резанием и может быть использовано при конструировании мелкоразмерных фрез для обработки фасонных поверхностей.
Известна конструкция концевой сферической фрезы с радиальным положением режущего лезвия ( Ψ= 0о), в которой проблема застойной зоны (на оси фрезы скорость резания равна нулю), снижающей стойкость инструмента и качество обработанной поверхности, решается путем разделения режущей кромки на элементы, отдельно обрабатывающие цент и периферию.
Однако эту конструкцию сложно реализовать в мелкоразмерном инструменте.
Известна также конструкция сферической фрезы с тангенциальным положением режущего лезвия, которое пересекается с осью вращения фрезы под некоторым углом Ψ, что улучшает условия резания и повышает стойкость инструмента. Такая конструкция может быть использована и для мелкоразмерного инструмента.
Наиболее близкой по технической сути и достигаемому положительному эффекту к предлагаемому изобретению является конструкция тангенциальной фрезы, у которой передняя поверхность режущего элемента наклонена к ее оси.
Недостатком известной фрезы при обработке гравюр штампов высокой твердости является низкая производительность, т. к. из-за недостаточной стойкости фрезы нельзя провести обработку одного штампа с заданной шероховатостью поверхности без переточек инструмента.
Целью изобретения является повышение производительности при обработке гравюр штампов за счет увеличения шага построчной обработки.
Для этого во фрезу введен цилиндрический режущий элемент, ось которого расположена перпендикулярно передней поверхности фрезы, причем вершина упомянутого режущего элемента расположена со смещением относительно оси фрезы в сторону передней поверхности, а величина указанного смещения выбирается из соотношения:
С = (0,5·r)/(sinΨ + cos Ψ), где r - радиус режущего элемента;
Ψ- угол наклона передней поверхности режущего элемента к оси.
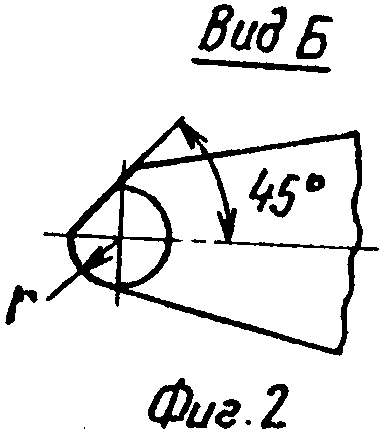
На фиг. 1 изображена концевая копировальная фреза; на фиг. 2 - вид по стрелке Б на фиг. 1; на фиг. 3 - схема формообразования в процессе фрезерования; на фиг. 4 - схема формирования гребешков шероховатости заданной величины при построчной обработке поверхности известной фрезой; на фиг. 5 - то же, предлагаемой фрезой.
Концевая копировальная фреза содержит корпус 1 с режущий элемент 2, передняя поверхность которого наклонена к оси фрезы под углом Ψ, а вершина фрезы смещена относительно оси в сторону передней поверхности на величину.
С = (0,5·r)/(sinΨ + cos Ψ), Соотношение определено экспериментально в зависимости от угла наклона Ψ и радиуса режущего элемента r. Отклонение смещения С от указанного значения приводит к повышению шероховатости обрабатываемой поверхности и снижению стойкости инструмента.
Смещение С вершины фрезы на указанную величину позволяет получить дополнительную режущую кромку АВ, обрабатывающую центральную часть профиля. В результате вращения фрезы в центре формируемой сферической поверхности ДАСЕ образуется конус АВС, который удаляется движением подачи фрезы S. Застойная зона, которая образуется на оси концевой фрезы (т. к. скорость резания равна нулю) и является причиной повышенного износа, а также снижения шероховатости обработанной поверхности, в данному случае оказывается на фрезе смещенной в точку В относительно вершины А (наименее прочной точки режущего элемента) и удаленной с обрабатываемой поверхности ДАСЕ. В нижней части обрабатываемого профиля ДАСЕ образуется прямолинейная площадка АС, которая позволяет уменьшить высоту гребешков шероховатости поверхности при построчной обработке на величину Δ h = h1 - h2 по сравнению с прототипом при неизменном шаге i, либо обеспечить высоту гребешков h1, увеличив шаг построчной обработки i и тем самым существенно снизив время обработки. Как видно из таблицы для различных сочетаний параметров Ψ и r оптимальным является смещение С, выбранное из предлагаемого соотношения.
П р и м е р. Чистовая обработка гравюр штампов на лопатку. Обработанный материал - штамповая сталь Р6М5К5МП, HRC 57. . . 66, режущий материал - композит 02Д.
Режимы резания:
V - 28 м/мин - соответствует верхнему пределу числа оборотов шпинделя станка - Horison 400-3000 об/мин;
S - 50 мм/мин = 0,02 мм/об. - оптимальная подача по данным стойкостных испытаний в диапазоне подач S = 8-100 мм/мин;
t - 0,5 мм.
Геометрические параметры режущей части:
r - 3 мм - выбирается по чертежу детали;
α = 12о; Ψ = 30о - оптимальные значения, установленные в результате стойкостных испытаний в диапазонах: α от 10 до 25о, Ψ от 0 до 60о.
С = 1 - оптимальное значение, установленное в результате исследований стойкости инструмента, шероховатости обрабатываемой поверхности в диапазоне изменения от -0,02 до +1,2 мм.
Преимуществом предлагаемой конструкции по сравнению с прототипом является повышение производительности за счет повышения стойкости инструмента до переточки и уменьшения числа проходов при построчной обработке, а также снижение шероховатости обработанной поверхности. (56) Заявка Японии N 56-126513, кл. В 23 С 5/10, 1981.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 2012 |
|
RU2514256C1 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| КОНЦЕВАЯ ФРЕЗА | 1998 |
|
RU2147492C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 2012 |
|
RU2497636C1 |
| Способ моделирования обработки пространственных поверхностей | 1985 |
|
SU1304991A1 |
| Способ повышения чистоты поверхности обрабатываемых металлических изделий | 2019 |
|
RU2740584C1 |
| СМЕННАЯ ПЛАСТИНА ДЛЯ КОНЦЕВОЙ ФРЕЗЫ С ПОЛУСФЕРИЧЕСКОЙ ГОЛОВКОЙ | 1996 |
|
RU2127653C1 |
| СПОСОБ РЕЗАНИЯ | 2013 |
|
RU2555694C2 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |





Использование: обработка металлов резанием, а именно конструирование мелкоразмерных фрез для обработки фасонных поверхностей. Сущность изобретения: во фрезу введен цилиндрический режущий элемент, ось которого расположена перпендикулярно передней поверхности фрезы. Вершина упомянутого режущего элемента расположена со смещением относительно оси фрезы в сторону передней поверхности. В результате образуется дополнительная режущая кромка и застойная зона удаляется с обработанной поверхности. 5 ил.
КОНЦЕВАЯ КОПИРОВАЛЬНАЯ ФРЕЗА, содержащая корпус с хвостовиком и режущей частью, передняя поверхность которой наклонена к оси фрезы, отличающаяся тем, что, с целью увеличения шага построчной обработки, во фрезу введен цилиндрический режущий элемент, ось которого расположена перпендикулярно передней поверхности фрезы, причем вершина упомянутого режущего элемента расположена со смещением относительно оси фрезы в сторону передней поверхности, а величина указанного смещения C выбирается из соотношения
C= 
где r - радиус режущего элемента;
Ψ - угол наклона передней поверхности к оси фрезы.
