Изобретение относится к обработке металлов резанием и может быть использовано при обработке поверхностей деталей на станках.
Известна конструкция концевой фрезы, содержащей хвостовик и рабочую часть с винтовыми режущими зубьями [1]. Недостатком известной конструкции является низкая стойкость инструмента из-за быстрого износа острых вершин.
Известна концевая фреза, содержащая хвостовик и рабочую часть с винтовыми режущими зубьями и пилообразными выступами на передней поверхности зубьев, расположенными на цилиндрической части фрезы [2]. При этом для повышения стойкости фрезы путем оптимизации геометрии винтовых зубьев пилообразные выступы выполнены асимметричными.
Недостатком описанной конструкции является повышенная шероховатость обработанной данной фрезой поверхности из-за пилообразных выступов.
Наиболее близкой по технической сущности к предлагаемому изобретению является концевая фреза, включающая хвостовик и рабочую часть, имеющую винтовые режущие зубья с пилообразными выступами со скругленными вершинами на передней поверхности, расположенными на цилиндрической части фрезы асимметрично [3].
Сущность изобретения состоит в том, что в концевой фрезе, содержащей хвостовик и рабочую часть с винтовыми режущими зубьями и пилообразными выступами на передней поверхности зубьев, расположенными на цилиндрической части фрезы асимметрично, пилообразные выступы па передней поверхности зубьев выполнены со скругленными вершинами, при этом радиус округления вершин выступов определяется из выражения: (1)
(1)
где S - подача на зуб, мм/зуб;
H - требуемая высота шероховатости, мкм;
R - радиус округления вершины пилообразного выступа, мм.
Техническим результатом является снижение шероховатости обработанной поверхности путем выбора геометрии режущих зубьев.
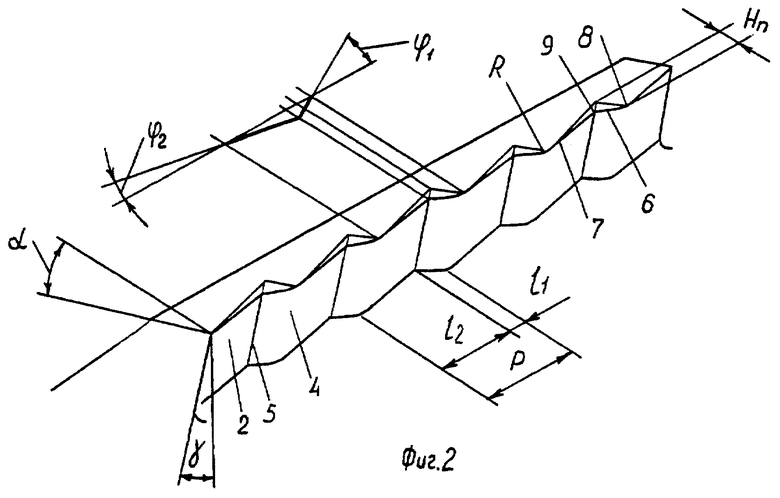
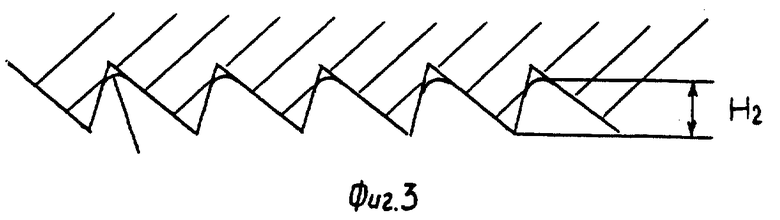
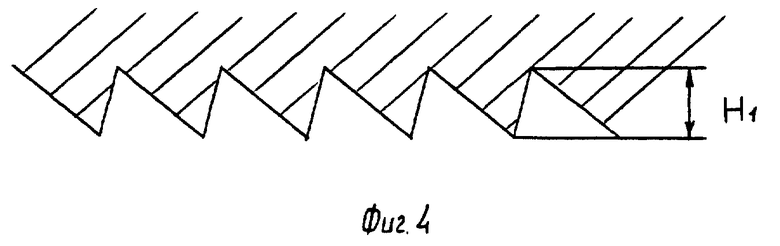
Изобретение поясняется чертежами, где на фиг. 1 представлен общий вид концевой фрезы, на фиг. 2 - профиль рабочей части концевой фрезы со скругленными вершинами пилообразных выступов на передней поверхности зубьев, на фиг. 3 - образующаяся шероховатость поверхности, обработанная фрезой со скругленными вершинами пилообразных выступов на передней поверхности зубьев, а на фиг. 4 - образующаяся шероховатость поверхности, обработанная фрезой без скругления вершин пилообразных выступов на передней поверхности зубьев.
Концевая фреза содержит рабочую часть, выполненную в виде цилиндрического корпуса 1, и хвостовик (на фиг. отсутствует). Винтовые режущие зубья фрезы, размещенные на цилиндрическом корпусе 1, образованные передней 2 и задней 3 поверхностями винтовых стружечных канавок, выполненных на поверхности цилиндрического корпуса 1. На передней поверхности 2 зубьев расположены асимметричные пилообразные выступы с большей 4 и меньшей 5 сторонами, выполненные со скругленными вершинами. Радиус округления вершин пилообразных выступов определен из выражения (1). Режущими кромками 6 и 7 пилообразных выступов образованы вершины 8 и впадины 9 в местах их взаимного пересечения. Режущие кромки 6 и 7 наклонены к направлению винтовой линии зуба соответственно под углами ϕ2 и ϕ1.
При этом на фиг. обозначены:
H1 - высота шероховатости поверхности, обработанной фрезой без скругления вершин пилообразных выступов;
H2 - высота шероховатости поверхности, обработанной фрезой со скругленными вершинами пилообразных выступов;
Hn - высота выступов;
P - шаг пилообразных выступов;
L1 - меньшая сторона выступа;
L2 - большая сторона выступа;
ϕ1 - угол наклона режущей кромки;
ϕ2 - угол наклона режущих кромок;
α - задний угол на вершине режущих кромок;
γ - передний угол на вершине режущих кромок;
R - радиус округления вершины пилообразного выступа.
Концевая фреза работает следующим образом. Фреза с винтовыми режущими зубьями и пилообразными выступами на передней поверхности 2 зубьев, выполненными со скругленными вершинами, вращаясь, сглаживает обрабатываемую поверхность и, следовательно, уменьшает шероховатость этой поверхности.
Таким образом, использование предложенной концевой фрезы обеспечивает снижение шероховатости обработанной поверхности путем выбора необходимого радиуса скругления вершин пилообразных выступов на передней поверхности зубьев.
Источники информации
1. Справочник технолога-машиностроителя. В 2-х т. Т. 2 /Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1985, 496 с., ил. (стр. 176).
2. Авторское свидетельство СССР N 1565614, кл. B 23 C 5/10, 1990.
3. Авторское свидетельство СССР N 1333478, кл. B 23 C 5/10, 1987.
| название | год | авторы | номер документа |
|---|---|---|---|
| Фреза концевая | 2019 |
|
RU2724238C1 |
| ФРЕЗА | 1998 |
|
RU2138371C1 |
| СПОСОБ УПРАВЛЕНИЯ ОБРАБОТКОЙ ЗАГОТОВОК ПЕРЕМЕННОЙ ШИРИНЫ МНОГОЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 1992 |
|
RU2028909C1 |
| УСТРОЙСТВО ДЛЯ ЗАДАВЛИВАНИЯ ЗОНДА И СНЯТИЯ ПРОФИЛОГРАММ ПОВЕРХНОСТЕЙ | 1996 |
|
RU2110638C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ФРЕЗОЙ | 1996 |
|
RU2102197C1 |
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
| ПОЧВООБРАБАТЫВАЮЩЕЕ ОРУДИЕ | 1998 |
|
RU2134935C1 |
| ГРЕБЕНЧАТАЯ ФРЕЗА | 2006 |
|
RU2323069C2 |
| ЗЕНКЕР | 1998 |
|
RU2130362C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 1993 |
|
RU2080219C1 |
Изобретение относится к обработке металлов резанием, обработке поверхностей деталей на станках. Фреза включает хвостовик и рабочую часть, имеющую винтовые режущие зубья с пилообразными выступами со скругленными вершинами на передней поверхности. Указанные выступы асимметрично расположены на цилиндрической части фрезы. Радиус скругления выступов выбирают по приведенной формуле в зависимости от подачи на зуб и требуемой высоты шероховатости. Технический результат: снижение шероховатости обработанной поверхности. 4 ил.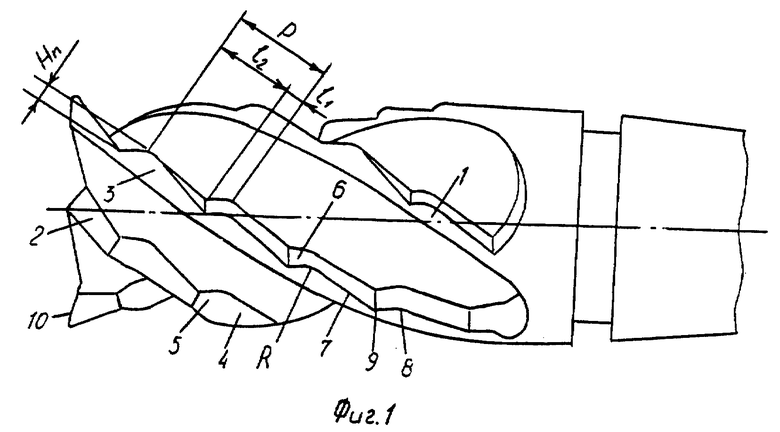
Концевая фреза, включающая хвостовик и рабочую часть, имеющую винтовые режущие зубья с пилообразными выступами со скругленными вершинами на передней поверхности, расположенными на цилиндрической части фрезы асимметрично, отличающаяся тем, что радиус скругления вершин упомянутых пилообразных выступов определен из выражения: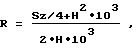
где S - подача на зуб, мм/зуб;
H - требуемая высота шероховатости, мкм;
R - радиус скругления пилообразного выступа, мм.
| Фреза | 1986 |
|
SU1333478A1 |
| Концевая фреза | 1988 |
|
SU1565614A1 |
| SU 1757792 A2, 30.08.92 | |||
| МАТРИЦА НЕЙТРАЛИЗАТОРА ВЫХЛОПНЫХ ГАЗОВ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2179881C1 |
| "Справочник технолога-машиностроителя", в 2-х томах, т.2 / Под ред.КОСИЛОВОЙ А.Г | |||
| и МЕЩЕРЯКОВА А.К., 4-е издание, - М.: Машиностроение, 1985, с.176 | |||
