Изобретение относится к машиностроению и может быть использовано для обработки сложных криволинейных поверхностей глубоких карманов, например штампов и пресс-форм фрезерованием.
Наиболее близким аналогом является способ обработки сложных криволинейных поверхностей [1]. Способ осуществляется вращающимся инструментом, например фрезой с комбинированной формой производящей поверхности и с тремя одновременными нелинейно-согласованными формообразующими движениями, двумя поступательными и одним вращательным, расположенными в одной плоскости профилирования с возможностью перекатывания прямолинейной образующей инструмента по обработанной поверхности. Инструмент имеет две конические и тороидальную радиусную поверхность, прямолинейные образующие выполнены под углом, величина которого должна быть равна или меньше минимального угла между касательными к противоположным сторонам профиля обрабатываемой поверхности в точках их сопряжении с вогнутыми участками профиля. Недостатком данного способа является невозможность обработки глубоких пазов и карманов.
Способ фрезерования фасонных ручьев сложной формы с криволинейными участками профиля, включающий использование инструмента тела вращения с криволинейной производящей поверхностью с тремя одновременно согласованными движениями подачи, двумя поступательными и вращательным, обеспечивающими касание в каждой точке обрабатываемого профиля для расширения технологических возможностей способа с целью обработки глубоких карманов и повышения стойкости инструмента, применяют концевую радиусную фрезу, а фрезерование осуществляют с обкатом криволинейного участка профиля, и одновременным проскальзыванием по профилю, при этом вращательное движение производят по образующей конуса, которая является геометрическим местом последовательных положений оси фрезы, а центр радиусной части фрезы помещают в вершине конуса, причем плоскость вращательного движения располагают перпендикулярно плоскости поступательных движений.
Предлагаемый способ позволяет вести высокопроизводительную обработку глубоких ручьев и карманов за счет повышения стойкости режущего инструмента, которое обеспечивается постоянным перемещением вершины режущей кромки относительно поверхности резания.
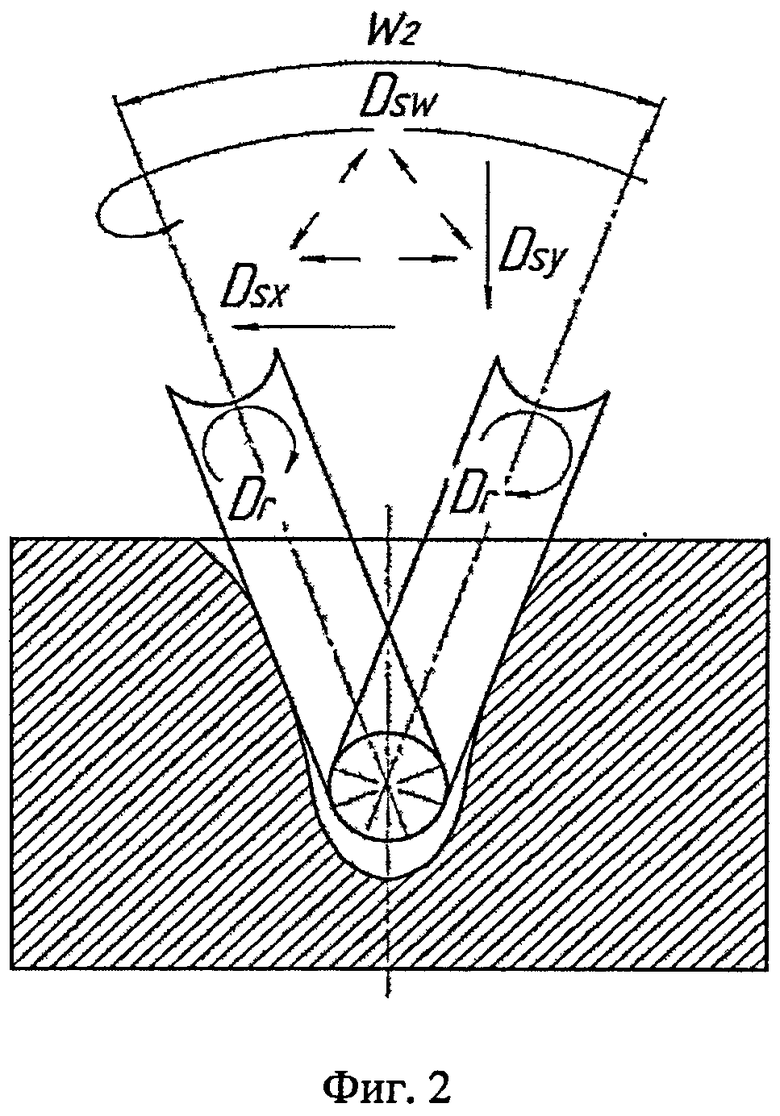
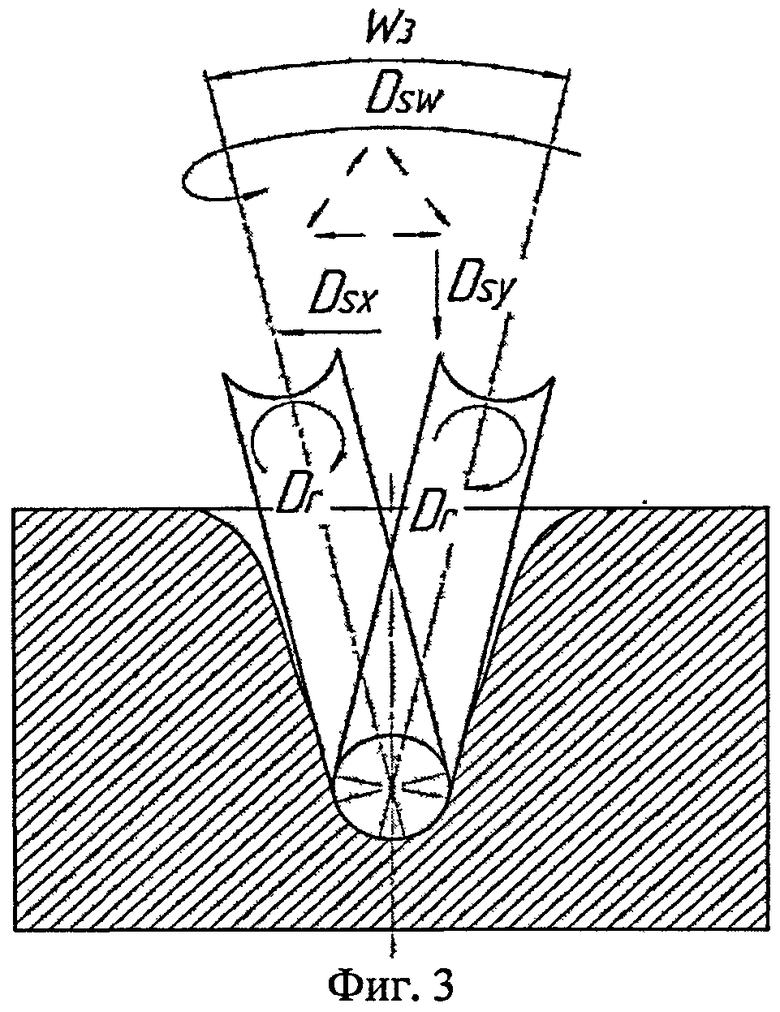
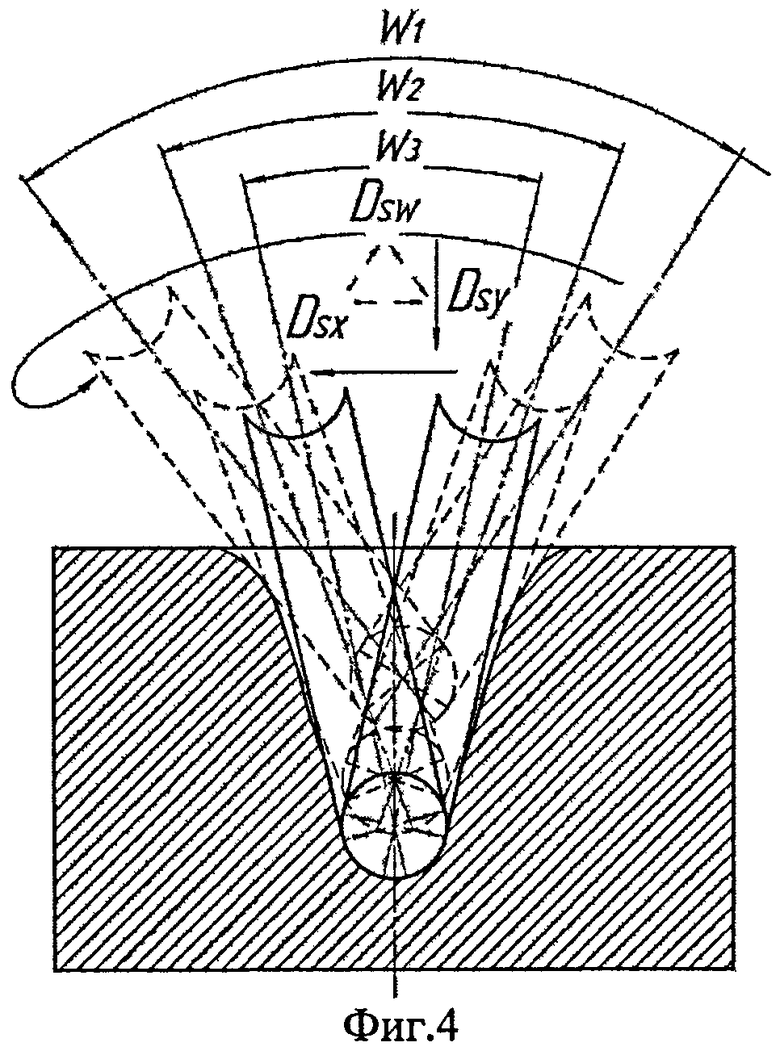
На фиг.1-3 изображены схемы последовательных этапов обработки сложной криволинейной поверхности в плоскости профилирования, на фиг.4 - обобщенная схема изменения угла вращательного движения по образующей конуса, обеспечивающего максимальное смещение вершины режущей кромки в направлении срезаемого слоя относительно поверхности резания.
Обработка профиля поверхности (фиг.1-3) осуществляется инструментом в виде тела вращения с цилиндрической и сферической производящей поверхностью, т.е. концевой радиусной фрезой. Обработку производят на фрезерном станке с ЧПУ с вертикальной осью вращения шпинделя, с поворотным глобусным столом, одновременным программным управлением по пяти координатам. Инструменту сообщают главное движение Dr, подводят к заготовке, используя перемещения Dgy, Dsx и вращательное движение Dsω по образующей конуса, которая является геометрическим местом последовательных положений оси фрезы с угловой амплитудой W1 таким образом, чтобы инструмент совершил врезание до касания цилиндрической производящей поверхности противоположных сторон профиля номинальной поверхности (фиг.1). Далее инструменту продолжают сообщать движения Dsy, Dsx и Dsω, которые согласованы таким образом, чтобы инструмент постоянно касался боковых сторон профиля номинальной поверхности, осуществляя обкат и одновременное проскальзывание по криволинейному профилю, с изменением угловой амплитуды вращательного движения по образующей конуса до W2 (фиг.2) и далее при обработке до дна профиля W3 (фиг.3).
При моделировании траектории относительного движения инструмента необходимо рассчитывать максимально возможные угловые амплитуды поворота оси инструмента W1, W2, W3 по образующей конуса, вершина которого находится в центре радиусного участка инструмента, соблюдая при этом условия касания инструментом противоположных сторон профиля (фиг.4), т.к. это обеспечивает максимально возможное перемещение вершин режущих кромок относительно поверхности резания в процессе движения инструмента по профилю, т.е. более эффективное охлаждение режущих кромок и повышение стойкости инструмента. Кроме того, при обычном построчном фрезеровании на горизонтальных участках обрабатываемого профиля работают режущие кромки, расположенные в непосредственной близости от оси фрезы, т.е. со скоростями резания, близкими к нулю, что ведет к снижению качества обработки и ускоренному износу инструмента. Приведенная траектория движения концевой радиусной фрезы обеспечивает возможность работы участками режущих кромок, находящимися на максимально возможном расстоянии от оси фрезы, т.е. с оптимальной скоростью резания.
Таким образом, постоянное смещение вершины режущей кромки относительно поверхности резания, т.е. постоянное обновление участков режущей кромки, участвующих в процессе резания, ведет к снижению теплонапряженности на передней и задней поверхностях зуба, что в свою очередь повышает стойкость инструмента и производительность обработки.
Источник информации
1. Патент №2167746 (РФ). Способ обработки криволинейных поверхностей // С.К. Амбросимов, А.А. Петрухин. - Бюл., 2001, №15.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФРЕЗЕРОВАНИЯ ВЫПУКЛЫХ ФАСОННЫХ ПОВЕРХНОСТЕЙ С КРИВОЛИНЕЙНЫМИ УЧАСТКАМИ ПРОФИЛЕЙ | 2010 |
|
RU2476295C2 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 2012 |
|
RU2497636C1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1999 |
|
RU2167746C2 |
| СПОСОБ ВИНТОВОГО ЧЕРНОВОГО ФРЕЗЕРОВАНИЯ ФАСОННЫХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2344023C2 |
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ВОГНУТЫХ ПОВЕРХНОСТЕЙ С ИЗМЕНЯЮЩИМСЯ ПРОФИЛЕМ | 2001 |
|
RU2208502C2 |
| Способ обработки зубчатых колес | 2018 |
|
RU2677473C1 |
| СПОСОБ ТОРЦОВОГО ФРЕЗЕРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2012 |
|
RU2498882C1 |
| СПОСОБ ОБРАБОТКИ ВИНТОВЫХ КАНАВОК ДУГООБРАЗНОГО ПРОФИЛЯ | 2014 |
|
RU2571297C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ПЛОСКИХ И КОНТУРНЫХ ПОВЕРХНОСТЕЙ | 2016 |
|
RU2626519C2 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2387522C1 |
Изобретение относится к машиностроению и может быть использовано для фрезерования глубоких карманов, например штампов и пресс-форм. Способ включает использование концевой радиусной фрезы, которой сообщают три одновременно согласованных движения подачи с двумя поступательными и вращательным, обеспечивающими касание в каждой точке обрабатываемого профиля. Фрезерование осуществляют с обкатом криволинейного участка профиля и одновременным проскальзыванием по профилю. Вращательное движение производят по образующей конуса, которая является геометрическим местом последовательных положений оси фрезы. Центр радиусной части фрезы помещают в вершине конуса. Плоскость вращательного движения располагают перпендикулярно плоскости поступательных движений. В результате обеспечивается повышение производительности и стойкости инструмента. 4 ил. 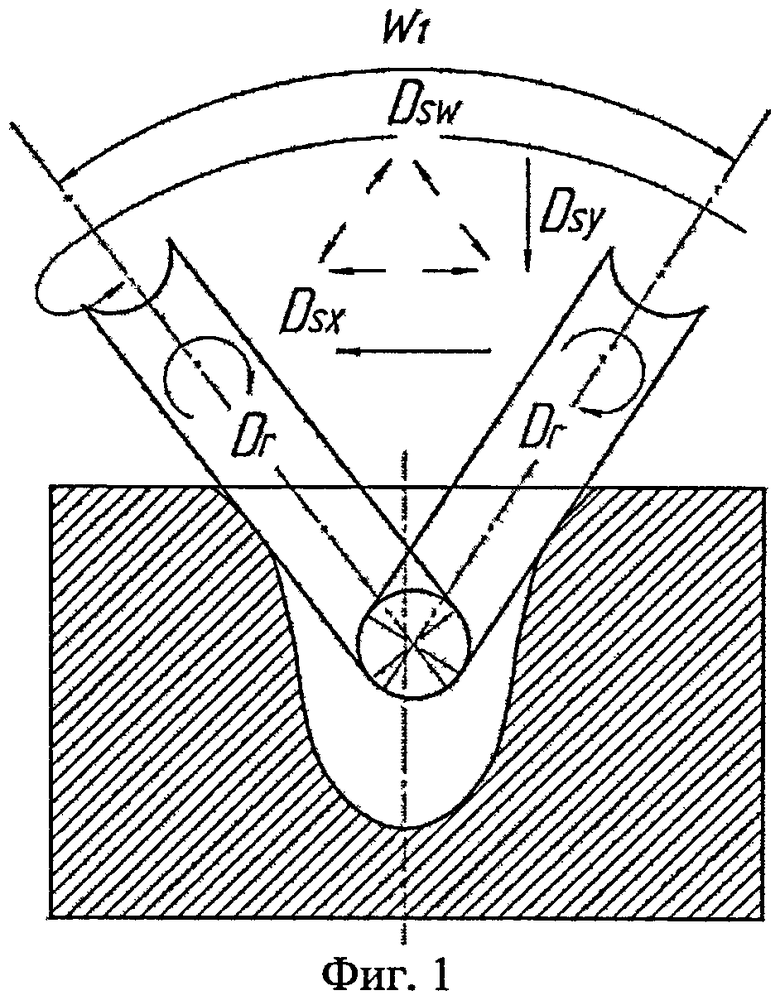
Способ фрезерования фасонных карманов сложной формы с криволинейными участками профиля, включающий использование инструмента тела вращения с криволинейной производящей поверхностью с тремя одновременно согласованными движениями подачи, двумя поступательными и вращательным, обеспечивающими касание в каждой точке обрабатываемого профиля, отличающийся тем, что применяют концевую радиусную фрезу, а фрезерование осуществляют с обкатом криволинейного участка профиля и одновременным проскальзыванием по профилю, при этом вращательное движение производят по образующей конуса, которая является геометрическим местом последовательных положений оси фрезы, а центр радиусной части фрезы помещают в вершине конуса, причем плоскость вращательного движения располагают перпендикулярно плоскости поступательных движений.
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1999 |
|
RU2167746C2 |
| СПОСОБ ФАСОННОГО ФРЕЗЕРОВАНИЯ | 2004 |
|
RU2269397C1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 2003 |
|
RU2243864C2 |
| US 4046057 A1, 06.09.1977 | |||
| DE 1267943 B, 09.05.1968 | |||

