9
6 г „Фиг.З
Фиг.2
Фиг. 4
Фаг. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Плужной лемех | 1983 |
|
SU1130172A1 |
| Плужный лемех | 1988 |
|
SU1674702A1 |
| ПЛУЖНЫЙ ТРАПЕЦИЕВИДНЫЙ ЛЕМЕХ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2027331C1 |
| Устройство для изготовления на прокатном валке калибров | 1986 |
|
SU1382516A1 |
| СПОСОБ ПРОКАТКИ ПОЛОСОВЫХ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ С КЛИНОВИДНЫМИ УТОЛЩЕНИЯМИ | 2010 |
|
RU2440201C1 |
| Лемех скребкового конвейера | 1990 |
|
SU1803589A1 |
| ЛЕМЕХ ПОЧВОРЕЖУЩЕГО ИНСТРУМЕНТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2131651C1 |
| Способ прокатки односторонних периодических профилей | 1979 |
|
SU871952A1 |
| Способ прокатки односторонних периодических профилей | 1979 |
|
SU880593A1 |
| Устройство для периодической прокатки | 1987 |
|
SU1533797A1 |

Изобретение относится к области прокатного производства. Цель изобретения - снижение металлоемкости полосы и повышение качества изготовления лемеха из нее, Лемешная полоса содержит расположенные по длине основные участки 1 под изготовление лемеха 2, отходные участки 3. Толщина поперечного сечения лемешной полосы на каждом отходном участке 3 выполнена равной 0,3-0,9 от максимальной толщины аналогичного сечения лемешной полосы на основном участке 1 по границе его, соответствующей спинке лемеха 2, изготовленного на этом участке. Граничные условия изменения толщины отходной части 0.3 - 0,9 от максимальной толщины лемешной полосы по спинке лемеха обеспечивают снижение расхода металла лемешной полосы при повышении качества изготовления лемехов из нее. 5 ил. СО С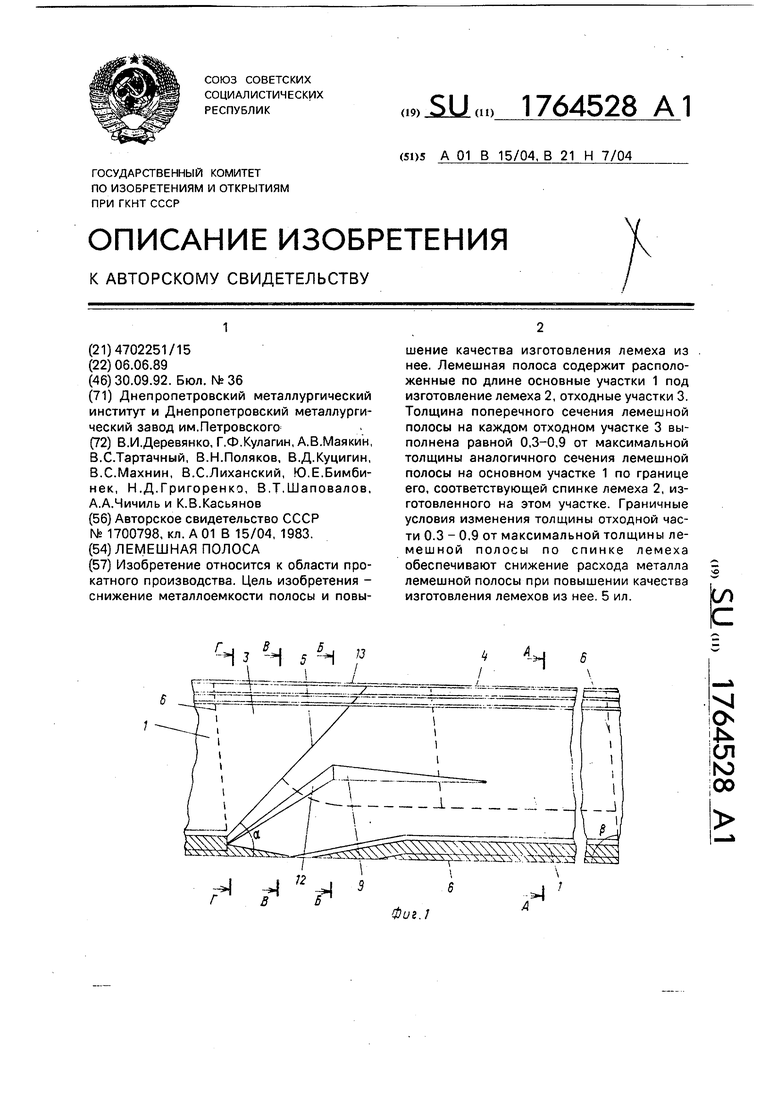
| Авторское свидетельство СССР № 1700798,кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
