Изобретение относится к прокатному производству и наиболее эффективно может быть использовано на прокатных станах для производства периодических профилей продольной прокаткой.
Целью изобретения является повышение качества проката.
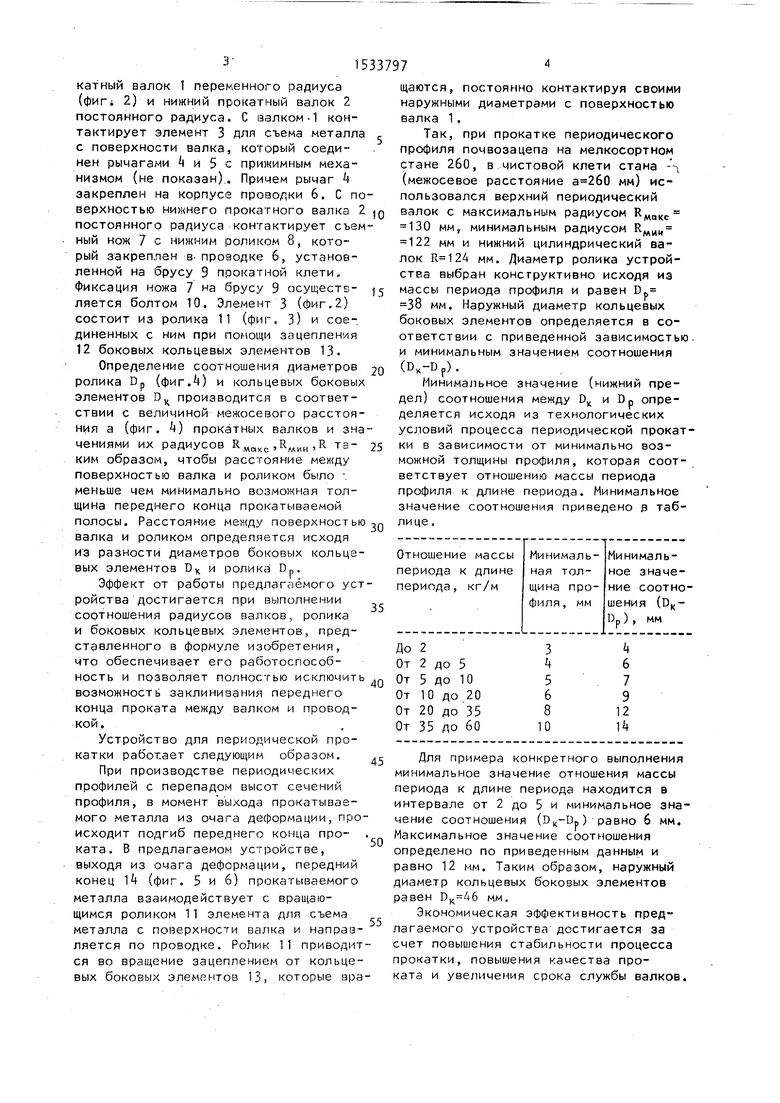
На фиг. 1 изображено устройство для периодической прокатки, общий
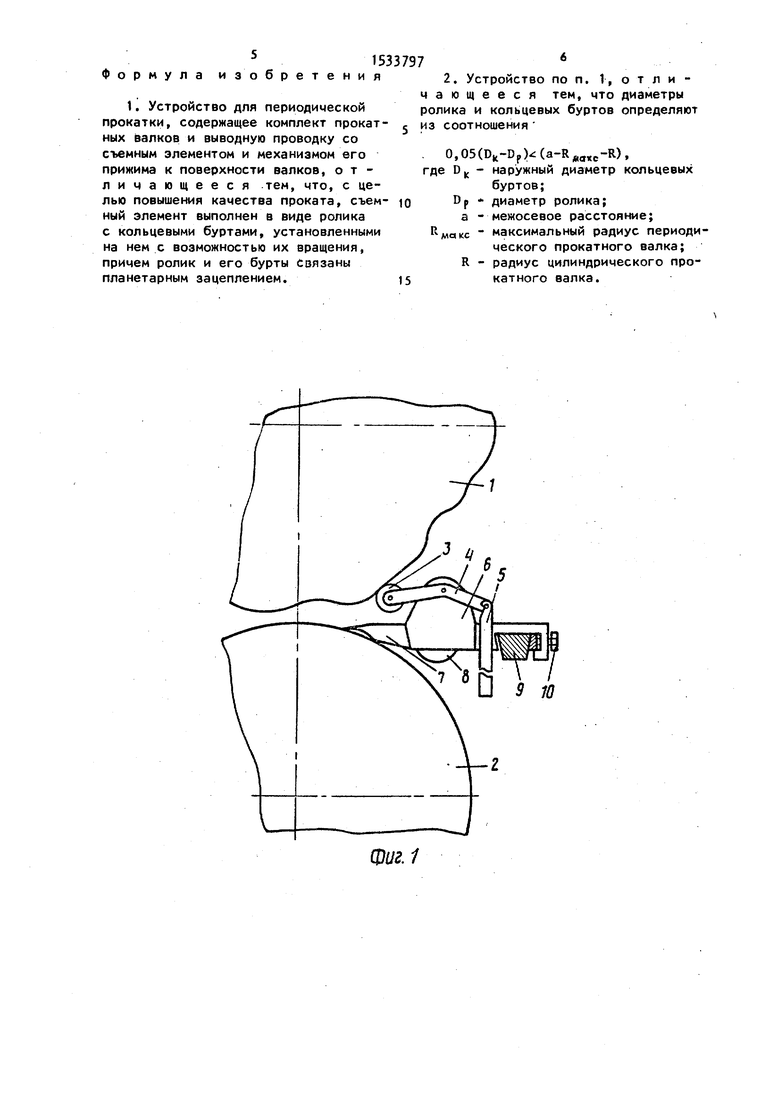
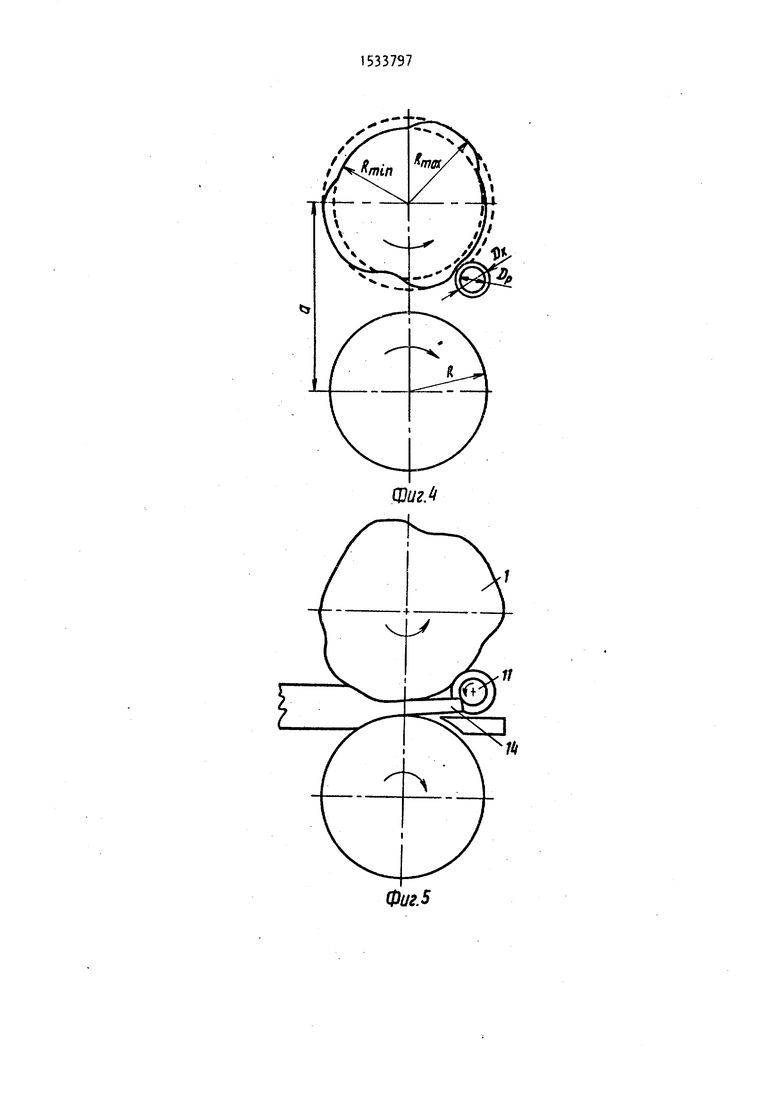
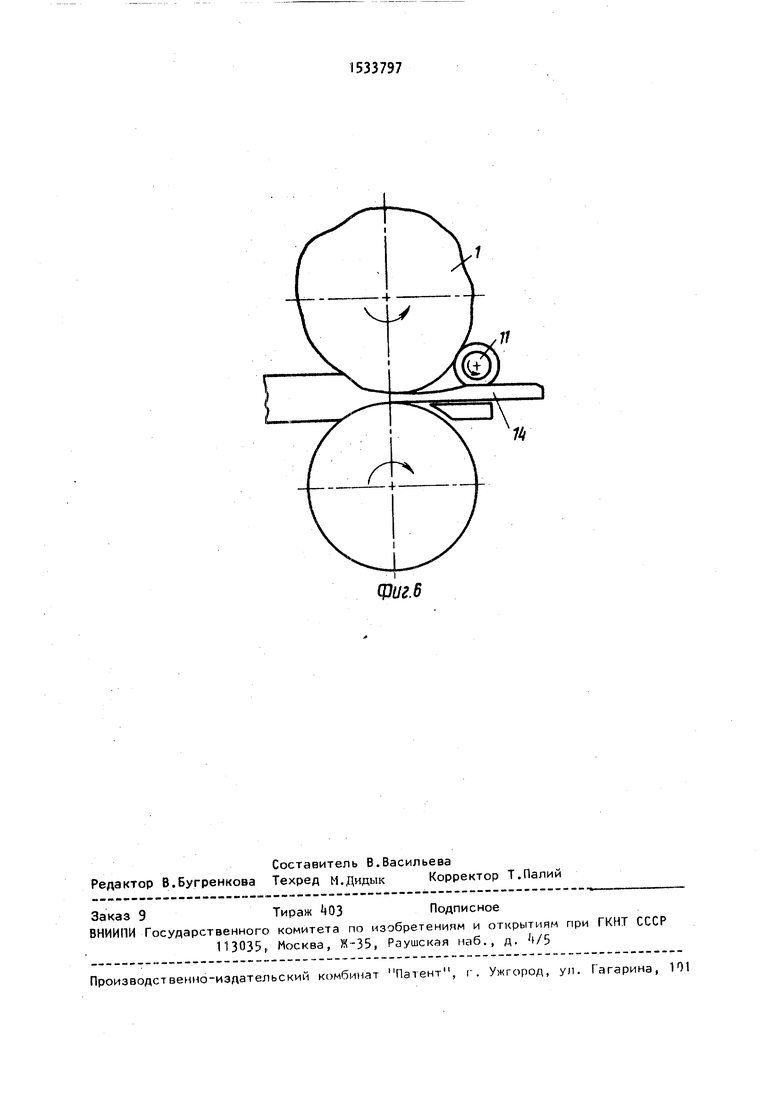
вид; на фиг. 2 - то же, разрез; на фиг. 3 - схема передачи вращательного движения в элементе для съема металла с поверхности валка; на фиг. 4 - схематическое расположение съемного элемента относительно прокатных валков; на фиг. 5 и 6 - схема работы предлагаемого устройства.
Устройство для периодической прокатки (фиг. 1) содержит верхний прокатный валок 1 переменного радиуса (фиг. 2) и нижний прокатный валок 2 постоянного радиуса. С валком-1 контактирует элемент 3 для съема металла с поверхности валка, который соединен рычагами 4 и 5 с прижимным механизмом (не показан). Причем рычаг Ц закреплен на корпусе проводки 6. С поверхностью нижнего прокатного валка 2
постоянного радиуса контактирует съемный нож 7 с нижним роликом 8, который закреплен в проводке 6, установленной на брусу 9 прокатной клети. Фиксация ножа 7 на брусу 9 осуществляется болтом 10. Элемент 3 (фиг.2) состоит из ролика 11 (фиг. 3) и соединенных с ним при помощи зацепления 12 боковых кольцевых элементов 13.
щаются, постоянно контактируя своими наружными диаметрами с поверхностью валка 1.
Так, при прокатке периодического профиля почвозацепа на мелкосортном стане 260, в чистовой клети стана - (межосевое расстояние мм) использовался верхний периодический
валок с максимальным радиусом RMaKC 130 мм, минимальным радиусом RMM(I 122 мм и нижний цилиндрический валок мм. Диаметр ролика устройства выбран конструктивно исходя из
5 массы периода профиля и равен D. 38 мм. Наружный диаметр кольцевых боковых элементов определяется в соответствии с приведенной зависимостью и минимальным значением соотношения
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ УГЛОВЫХ ПРОФИЛЕЙ НА НЕПРЕРЫВНЫХ СТАНАХ | 1992 |
|
RU2048224C1 |
| ПРОКАТНАЯ КЛЕТЬ С ПЕРЕКОСОМ ВАЛКОВ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1994 |
|
RU2077399C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2015 |
|
RU2595082C1 |
| ВАЛКОВЫЙ КОМПЛЕКТ ДЛЯ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 2001 |
|
RU2192320C1 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253524C1 |
| Способ прокатки профилей | 1989 |
|
SU1750826A1 |
| Прокатная клеть | 1983 |
|
SU1115818A1 |
| Способ асимметричной листовой прокатки | 2023 |
|
RU2811630C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОФИЛИРОВАННЫХ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2325449C2 |
| Прокатный стан | 1983 |
|
SU1117096A1 |
Изобретение относится к прокатному производству и наиболее эффективно может быть использовано при производстве периодических профилей. Цель изобретения - повышение качества проката. В устройстве для периодической прокатки элемент для съема металла с поверхности валка с переменным радиусом выполнен в виде ролика с кольцевыми боковыми элементами, которые расположены на общей оси, соединенной с прижимным механизмом. Кольцевые боковые элементы постоянно контактируют с поверхностью валка и соединены зацеплением с роликом, которому передают вращательное движение по направлению прокатки. Параметры элемента для съема металла с поверхности валка выбираются в соответствии с величиной межосевого расстояния и радиусов валков. В процессе работы устройства передний конец прокатываемого металла выходит из очага деформации, взаимодействует с вращающимся роликом, который предотвращает его дальнейший изгиб, заклинивание между поверхностью валка и проводкой и направляет его на проводке. 1 з.п.ф-лы, 6 ил.
Определение соотношения диаметров
ролика Dp (фиг.) и кольцевых боковы элементов DK производится в соответствии с величиной межосевого расстояния а (фиг. k) прокатных валков и знчениями их радиусов R Макс ,КМИН ,R та-
ним образом, чтобы расстояние между поверхностью валка и роликом было меньше чем минимально возможная толщина переднего конца прокатываемой полосы. Расстояние между поверхность валка и роликом определяется исходя из разности диаметров боковых кольцевых элементов D. и ролика 0„.
Эффект от работы предлагаемого усройства достигается при выполнении соотношения радиусов валков, ролика и боковых кольцевых элементов, представленного в формуле изобретения, что обеспечивает его работоспособность и позволяет полностью исключит возможность заклинивания переднего конца проката между валком и проводкой.
Устройство для периодической прокатки работает следующим образом.
При производстве периодических профилей с перепадом высот сечений профиля, в момент выхода прокатываемого металла из очага деформации, происходит подгиб переднего конца проката. В предлагаемом устройстве, выходя из очага деформации, передний конец 14 (фиг, 5 и 6) прокатываемого металла взаимодействует с вращающимся роликом 11 элемента для съема металла с поверхности валка и направляется по проводке. Ролик 11 приводися во вращение зацеплением от кольцевых боковых элементов 13, которые вр
()
лице.
Минимальное значение (нижний предел) соотношения между D и Dр определяется исходя из технологических условий процесса периодической прокатки в зависимости от минимально возможной толщины профиля, которая соответствует отношению массы периода профиля к длине периода. Минимальное значение соотношения приведено в таб5
0
5
Для примера конкретного выполнения минимальное значение отношения массы периода к длине периода находится в интервале от 2 до 5 и минимальное значение соотношения (DK-Dp) равно 6 мм. Максимальное значение соотношения определено по приведенным данным и равно 12 мм. Таким образом, наружный диаметр кольцевых боковых элементов равен мм.
Экономическая эффективность предлагаемого устройства достигается за счет повышения стабильности процесса прокатки, повышения качества проката и увеличения срока службы валков.
Формула иэобрете
1533797 я
тми
to
15
0,05(Dk-Dp)(a-R#exc-R), где Dк - наружный диаметр кольцевых буртов;
диаметр ролика; межосевое расстояние; максимальный радиус периодического прокатного валка; радиус цилиндрического прокатного валка.
Dp - а
1 макс
R фиг. 1
12
щи.i
фиг.З
®иг.4
Фиг. 5
Фиг. 6
| Патент ФРГ Г , кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| ВЫВОДНАЯ АРМАТУРА ЗАГОТОВОЧНОГО СТАНА | 0 |
|
SU335026A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Выводная проводка сортового прокатного стана | 1975 |
|
SU561582A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Патент Великобритании № 1572557, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Авторское свидетельство СССР ,№ 10 45973, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Патент Великобритании № , кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Лаврухин Г.С., Дурнев В.Д | |||
| Труды межвузовской научно-технической конференции | |||
| - Л.: ЛПИ, 1958, с.103-108. | |||
