Изобретение относится к обработк металлов давлением и может быть использовано при прокатке односторонних профилей переменного сечения. Известен способ прокатки периоди ческих профилей с односторонним рас положением периодического контура в вгшках, один из которых (обычно ниж ний) делают глгщким, а другой - с периодическим контуром по длине окружности рабочей поверхности. Заготовку обжимают в валках, нанося при этом соответствукяций периодический контур на ее поверхность со стороны калиброванного 1вё1лка fl . Недостатком известного способа является его невысокая производительность, а также нгшичие периодичности на готовом изделии со стороны гладкого валка, что приводит в отдельных случаях к браку готрвого изделия. Известен способ прокатки односторонних периодических профилей кл невидной формы, при котором осущест ляют деформацию пакета, состо вцего из двух заготовок, во врсщакяцихся в валках с переменными по длине окРУЖНОСТ.И радиусгийи Г2 . Недостатком данного способа является необходимость изготовления литых полузаготовок с последующей механической обработкой сопрягаемых поверхностей, что приводит к расходу металла в стружку, а-также слипание или сваривание полос в процессе деформации при прокатке, что в свою очередь затрудняет в дальнейшем их разделение и тем самым снижает качество готового изделия. Цель изобретения - повьлиение качества готового изделия путем предотвращения сваривания и слипания полос в процессе деформации, снижение трудоемкости разделения полос после прокатки . Поставленная цель достигается тем, что согласно способу прокатки односторонних периодических профилей клиновидной формы, при котором осуществляют деформацию пакета, состоящего из двух заготовок, во вращающихся валках -с переменными по длине окружности радиуса, начало процесса деформации одной заготовки пакета смещают относительно начала процесса деформации другой заготовки на величину 0,040,05 длины прокатываемых участков заготовок при прокатке профилей с единаковой клиновидностью и н,а величину 0,02 - 0,04 длины участков заготовок при прокатке профилей с разной клиновидностью.
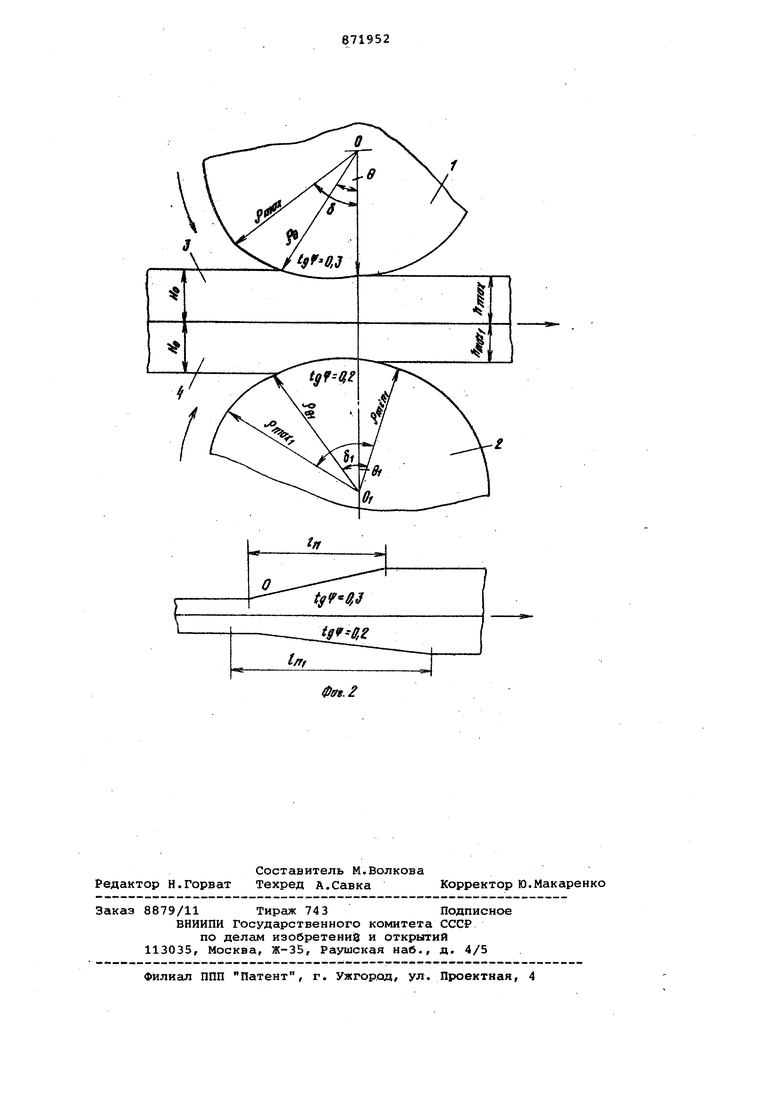
На фиг. 1 изображена схема прокатки полос с одинаковой клиновидностью формируемых переходных участков профиля; на фиг. 2 изображена схема прокатки полос с разноименной {неодинаковой) клиновидностью формируемьох переходных участков профиля.
Между верхним 1 и нижним 2 рабочими валками обжимаются две пакетно уложенные заготовки 3 и 4 (фиг. 1). При этом на верхнем 1 и нижнем 2 валках выполнены катающие участки одинаковой клиновидности (в данном случае участки с нарастанием ргщиуса). Начгш процесса формирования переходного участка на верхней полосе 3 смещено относительно начала процесса форг рования .клиновидного участка на нижней полосе 4 на величину 0,04 - 0,05 длины формируемых участков полос.
I
Между верхним 1 и нижним 2 рабочими валками обжимаются две пакетно ул женные заготовки 3 и 4 (фиг. 2). При этом на верхнем 1 валке выполнен катающий переходный клиновидный yjfacTO с нарастанием радиуса, клиновидность которого больше клиновидности переходного участка с нарастанием радиуса, выполненного на нижнем 2 рабочем валке. Начало процесса формирования на верхней заготовке 3 смещено относительно начала процесса формировани клиновидного участ а на нижней заготовке 4 на величину 0,02 - 0,04 длины формируемых участков полос. При этом формирование участка, имеющего меньшую клиновидность, происходит раньше, чем формирование участка профиля на одной из полос, имеющего большее значение клиновидности. Предлагаемый способ позволяет повысить качество готового изделия за счет предотвреицения сваривания и слипания полос в процессе деформации, снизить трудоемкость разделения полос после прокатки.
Пример. Пусть требуется прокатать пакетом (например, с нарастанием обжатия) два односторонних периодических профиля с клиновидностью to-M 0,146 и длиной м со стороны каждого валка в диапазоне деформация от 10% до Емакс° 65% из полосы с начальными геометрическими параметрами h5,b(,5 х X 38 мм, где HO - высота заготовки, Ьр - ширина заготовки. Профилировку всшков выполняегч по уравнению логарифмической спирали, принимая коэффициенты опережения Kg В + S равными 1,20 для одного валка и 1,25 для другого где S опережение металла при прокатке. Тогда с учетом опережения протяженности tn, Епа соотетствующих участков переменного раиуса валков составляет
1-Г1, Т71
9 Ehg 100 „- l-ri Т725 ° клиновидности этих участков валков, апример, при .Р„о|кс мс|ке 199,5 мм и мин Рмина 184,75 мм, ,Р1Аин оответственно максимальный и минимашьый радиусы валков равны . ш 199,5-184,75 „
t9 Т -8371
0,176,
и, JMOKcq- Рминг 199,5-184,75
t -Т--
0,184.
Таким образом, профилируя участки алков переменного радиуса по уравнению логарифмической спирали одного из них с клиновидностью taV 0,176, а ругого - с клиновидностью taM, 0,184 и, прокатывая заготовку 22,5x38 мм в этих валках в указанном вьиие диапазоне обжатия, можно получить два профиля переменного сечения с одинаковой односторонней клиновидностью со стороны каждого валка. При этом смещение начала прокатки профилей относительно друг друга составляет
(Еб, - ЕВ,) (1 + Sj (83,3-80).1,2 4,0 мм,
что составляет j- 0,4 длины прокатываемого участка каждой из полос.
Использование данного способа позволяет повысить качество готового проката, путем устранения сваривания и слипания полос при прокатке. Формула изобретения
Способ прокатки односторонних периодических профилей клиновидной формы, .при котором осуществляют деформацию пакета, состоящего из двух заготовок, во вращающихся валках с переменными по длине окружности радиусами, отличающийся тем, что, с целью повышения качества готового изделия путем предотвращения сваривания и слипания полос в процессе деформации, снижения трудоемкости разделения полос после прокатки, начало процесса деформации одной заготовки пакета смещают относительно на- чала процесса деформации другой заготовки на величину 0,04-0,05 длины прокатываемых участков заготовок при прокатке профилей с одинаковой клиновидностью на величину 0,02 - 0,04 длины участков заготовок при прокатке профилей с разной клиновидностью.
Источники информации, принятые во внимание при экспертизе
1.Воронцов Н.м. и др. Периодические профиля продольной прокатки. М., Металлургия, 1978, с. 22.
2.Авторское свидетельство СССР № 87164, кл. В 21 Н 8/00, 11.01.49.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ продольной периодической прокатки штучных заготовок | 1980 |
|
SU940980A1 |
| Способ прокатки несимметричных пе-РиОдичЕСКиХ пРОфилЕй | 1978 |
|
SU821007A1 |
| Способ прокатки односторонних периодических профилей | 1979 |
|
SU880593A1 |
| Способ прокатки периодическихпРОфилЕй | 1979 |
|
SU816641A1 |
| Способ прокатки периодических про-филЕй C ОдНОСТОРОННиМ пЕРиОдОМ | 1978 |
|
SU821012A1 |
| Способ продольной прокатки клиновидныхпОлОС | 1979 |
|
SU793689A1 |
| Способ продольной прокатки периодических профилей с заусенцами | 1979 |
|
SU863112A1 |
| Устройство для прокатки одностороннихпЕРиОдичЕСКиХ пРОфилЕй | 1979 |
|
SU845891A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ЛИСТОВ | 1993 |
|
RU2040983C1 |
| Способ прокатки клиновидных профилей | 1988 |
|
SU1616724A1 |