со
00
ю
ел
а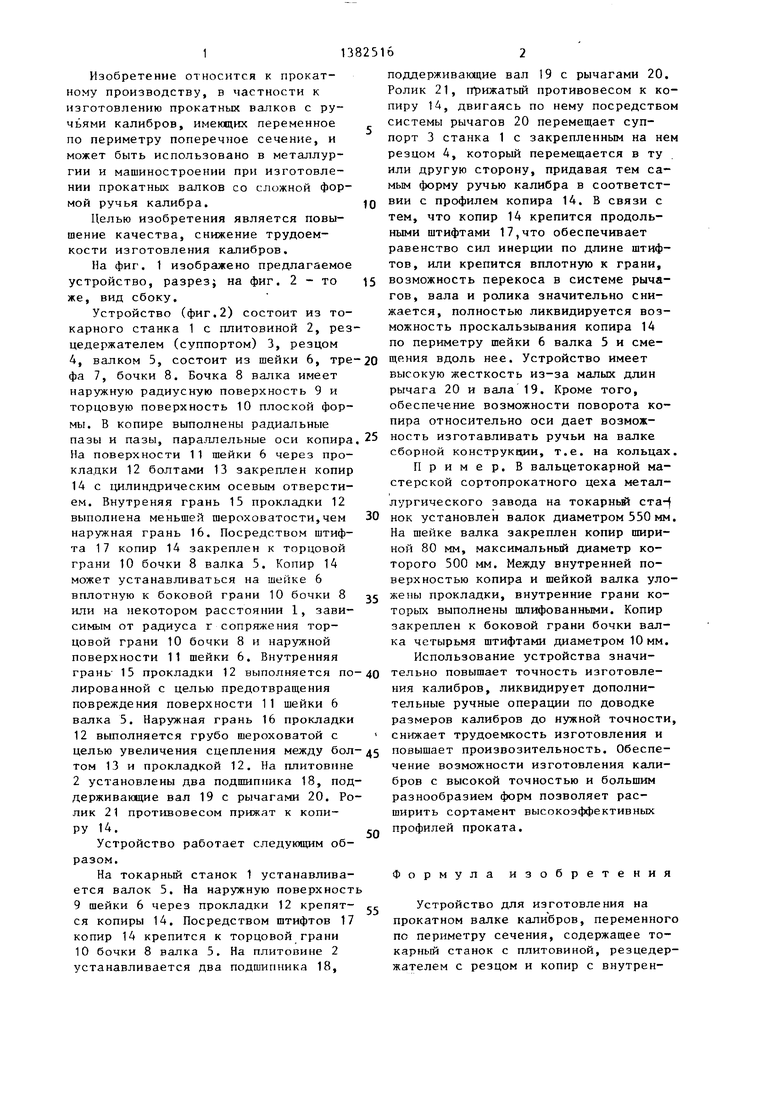
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления калибров прокатных валков | 1987 |
|
SU1579634A1 |
| Валок для периодической прокатки | 1981 |
|
SU984521A1 |
| Прокатный валок | 1987 |
|
SU1544513A1 |
| Универсальная клеть бесстанинного типа | 1990 |
|
SU1722630A1 |
| Подшипник жидкостного трения прокатного валка | 1977 |
|
SU677784A1 |
| Станок для обработки ручьев переменного профиля прокатных валков | 1982 |
|
SU1060316A1 |
| Прокатная клеть | 1975 |
|
SU601862A1 |
| Клеть для продольной прокатки | 1990 |
|
SU1745381A1 |
| Валок | 1988 |
|
SU1547897A1 |
| Способ обжатия в валках | 1983 |
|
SU1135501A1 |
Изобретение относится к прокатному производству и может быть использовано при изготовлении прокатных валков со сложной формой ручья калибра. Целью изобретения является повышение качества и снижение трудоемкости изготовления калибров. Устройство состоит из токарного станка 1 с плитовиной 2, резцедержателем 3, резцом 4, копира 14 с цилиндрическим осевым отверстием, в котором дополнительно выполнены радиальные пазы и пазы, параллельные его оси.На поверхности 11 шейки 6 через прокладки 12 болтами 13 закреплен копир 14. Внутреняя грань прокладки 12 выполнена меньшей шероховатости, чем наружная грань. Посредством штифта 17 копир 14 прикреплен к боковой грани 10 бочки 8 валка 5. На плитовине 2 установлены два подщипника 18, под- держивароцие вал 19 с рычагами 20. Ролик 21 противовесом прижат к копиру 14. 2 ил. с б сл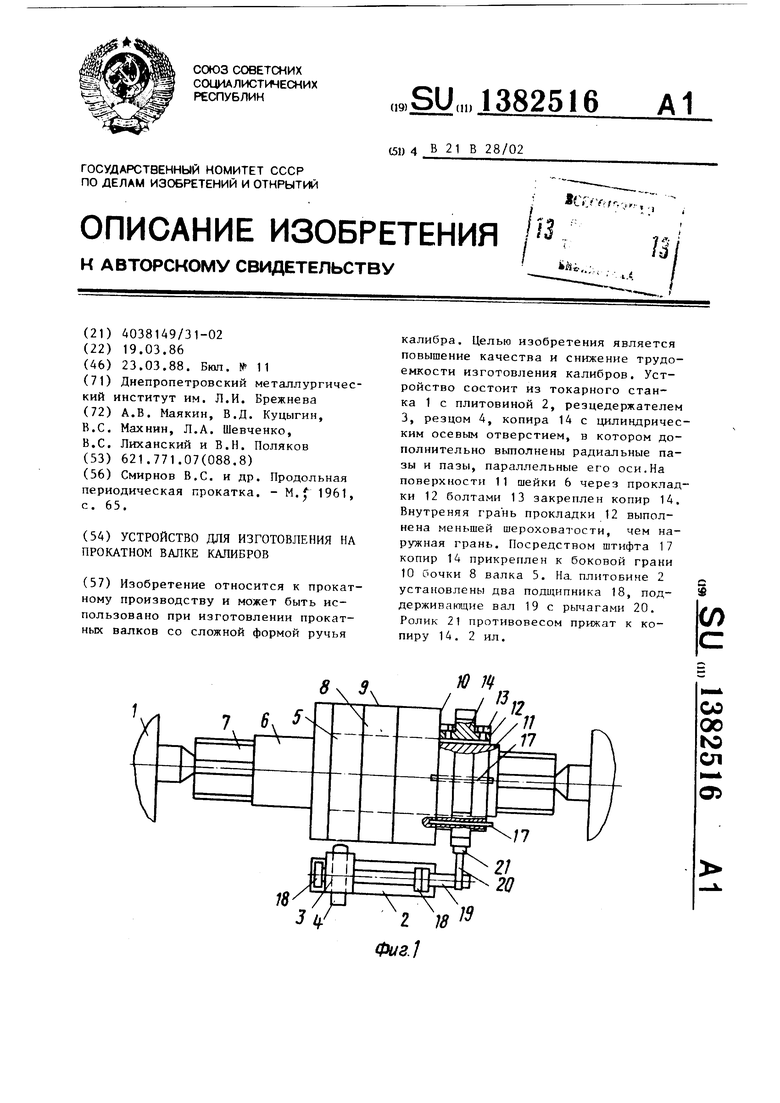
ФигЛ
Изобретение относится к прокатному производству, в частности к изготовлению прокатных валков с ручьями калибров, имеющих переменное по периметру поперечтюе сечение, и может быть использовано в металлургии и машиностроении при изготовлении прокатных валков со сложной формой ручья калибра.
Целью изобретения является повышение качества, снижение трудоемкости изготовления калибров.
На фиг. 1 изображено предлагаемое устройство, разрез; на фиг. 2 - то же, вид сбоку.
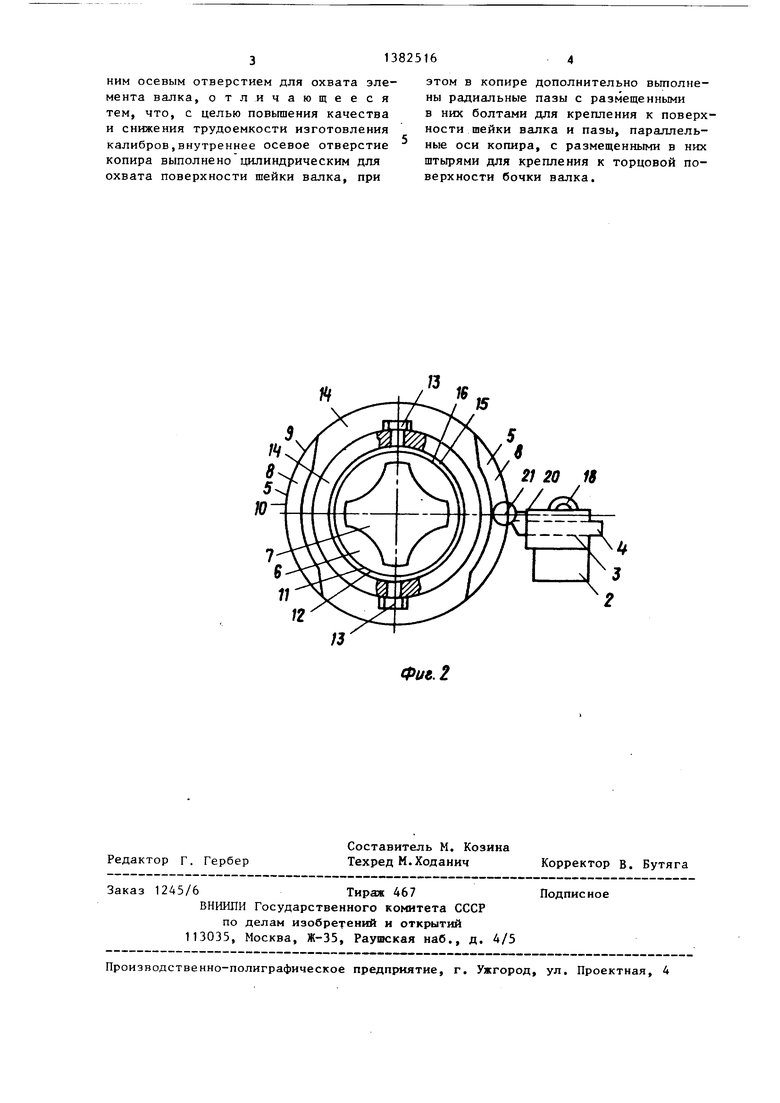
Устройство (фиг.2) состоит из токарного станка 1 с плитовиной 2, резцедержателем (суппортом) 3, резцом 4, валком 5, состоит из шейки 6, тре фа 7, бочки 8. Бочка 8 валка имеет наружную радиусную поверхность 9 и торцовую поверхность 10 плоской формы. В копире выполнены радиальные пазы и пазы, параллельные оси копира На поверхности 11 шейки 6 через прокладки 12 болтами 13 закреплен копир 14 с цилиндрическим осевым отверстием. Внутреняя грань 15 прокладки 12 выполнена меньшей шероховатости,чем наружная грань 16. Посредством штифта 17 копир 14 закреплен к торцовой грани 10 бочки 8 валка 5. Копир 14 может устанавливаться на шейке 6 вплотную к боковой грани 10 бочки В или на некотором расстоянии 1, зависимым от радиуса г сопряжения торцовой грани 10 бочки 8 и наружной поверхности 11 шейки 6. Внутренняя грань- 15 прокладки 12 выполняется по лированной с целью предотвращения повреждения поверхности 11 шейки 6 валка 5. Наружная грань 16 прокладки 12 выполняется грубо шероховатой с целью увеличения сцепления между бол том 13 и прокладкой 12. На плитовине 2 установлены два подшипника 18, поддерживающие вал 19 с рычагами 20. Ролик 21 противовесом прижат к копи- РУ 14.
Устройство работает следующим образом.
На токарный станок 1 устанавливается валок 5. На наружную поверхност
9шейки 6 через прокладки 12 крепят- ся копиры 14. Посредством штифтов 17 копир 14 крепится к торцовой грани
10бочки 8 валка 3. На плитовине 2 устанавливается два подшипника 18,
0 5 0 5 0 5
0
поддерживающие вал 19 с рычагами 20. Ролик 21, прижатый противовесом к копиру 14, двигаясь по нему посредством системы рычагов 20 перемещает суппорт 3 станка 1 с закрепленным на нем резцом 4, который перемещается в ту или другую сторону, придавая тем самым форму ручью калибра в соответствии с профилем копира 14. В связи с тем, что копир 14 крепится продольными штифтами 17,что обеспечивает равенство сил инерции по длине штифтов, или крепится вплотную к грани, возможность перекоса в системе рычагов, вала и ролика значительно снижается, полностью ликвидируется возможность проскальзывания копира 14 по периметру шейки 6 валка 5 и смещения вдоль нее. Устройство имеет высокую жесткость из-за малых длин рычага 20 и вала 19. Кроме того, обеспечение возможности поворота копира относительно оси дает возможность изготавливать ручьи на валке сборной конструкции, т.е. на кольцах.
Пример. В вальцетокарной мастерской сортопрокатного цеха металлургического завода на токарньй ста-f нок установлен валок диаметром 550 мм. На шейке валка закреплен копир шириной 80 мм, максимальный диаметр которого 500 мм. Между внутренней поверхностью копира и шейкой валка уложены прокладки, внутренние грани которых выполнены шлифованными. Копир закреплен к боковой грани бочки валка четырьмя штифтами диаметром 10 мм.
Использование устройства значительно повышает точность изготовления калибров, ликвидирует дополнительные ручные операции по доводке размеров калибров до нужной точности, снижает трудоемкость изготовления и повышает произвозительность. Обеспечение возможности изготовления калибров с высокой точностью и большим разнообразием форм позволяет расширить сортамент высокоэффективных профилей проката.
Формула изобретения
Устройство для изготовления на прокатном валке калибров, переменного по периметру сечения, содержащее токарный станок с плитовиной, резцедержателем с резцом и копир с внутренним осевым отверстием для охвата элемента валка, отличающееся тем, что, с целью повышения качества и снижения трудоемкости изготовления калибров.внутреннее осевое отверстие копира выполнено цилиндрическим для охвата поверхности шейки валка, при
12
этом в копире дополнительно вьтолне- ны радиальные пазы с размещенными в них болтами для крепления к поверхности шейки валка и пазы, параллельные оси копира, с размещенными в них штьфями для крепления к торцовой поверхности бочки валка.
21 20 18
/
Фиг. 2
| Смирнов B.C | |||
| и др | |||
| Продольная периодическая прокатка | |||
| - М | |||
| Судно | 1925 |
|
SU1961A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
