Изобретение относится к прокатному производству и может быть использовано при прокате полосовых асимметричных профилей с клиновидными утолщениями в виде периодических выступов типа периодической лемешной полосы 142Д, преимущественно для изготовления долотообразных лемехов сельскохозяйственного назначения.
Известны способы прокатки асимметричных профилей с клиновидными утолщениями типа 149Д для долотообразных лемехов на линейном четырехвалковом стане «500» Днепропетровского металлургического комбината [1, стр.150, рис.II.85.] и 149Д для лемехов на линейном четырехвалковом стане «450» Новокузнецкого металлургического комбината [1, стр.155, рис.II.91.].
Недостатки данных способов состоят в следующем:
1. Схема калибровок этих профилей имеет большое количество закрытых фасонных калибров (в первой схеме (7), во второй (6)), что приводит к усложнению настройки профиля, увеличению количества привалковой арматуры и, как следствие этого, к снижению производительности стана;
2. Ручьи, образующие закрытые калибры, имеют большую глубину врезов, вследствие этого увеличивается расход активного слоя валков и повышенный износ калибров;
3. В данных схемах прокатки отсутствует калибр для оперативной регулировки ширины готового профиля.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ прокатки полосовых асимметричных профилей с клиновидными утолщениями типа периодической лемешной полосы 125Д на линейном четырехвалковом стане «450» Новокузнецкого металлургического комбината [1, стр.146, рис.II.80.].
К недостаткам этого способа относятся следующие технологические факторы:
1. Малое количество фасонных калибров и отсутствие резервирования металла в первом фасоном калибре против клиновидного утолщения для обеспечения его стабильного заполнения;
2. Прокатка полосы из ребрового калибра в первом фасоном калибре из-за значительной неравномерности деформации по крайним элементам калибра приводит к существенной серповидности полосы на выходе из калибра и дестабилизации дальнейшего процесса прокатки, а также большой выработке и уменьшению стойкости валков.
Техническая задача, решаемая изобретением, состоит в улучшении качества прокатываемого профиля за счет точного выполнения его геометрии, увеличения производительности стана и эксплуатационной стойкости валков.
Технический результат достигается тем, что в способе прокатки полосовых асимметричных профилей с клиновидными выступами типа 142Д, включающем многопроходное обжатие заготовки в валках с калибрами, начальное формирование профиля начинают в системе овал - ребровой овал - овал и продолжают прокатку в пяти фасонных закрытых калибрах с чередованием их разъемов по верхней и нижней граням полосы с примерно равными коэффициентами высотной деформации по сечению полосы в первых четырех фасонных калибрах с окончательным оформлением периодического профиля в чистовом калибре при обеспечении отношения коэффициента высотной деформации в месте максимального клиновидного утолщения к коэффициентам деформации по крайним элементам полосы на участках между окончанием предыдущего и началом последующего клиновидного утолщения в пределах 1,55÷1,65.
Известное и предложенное технические решения имеют следующие общие признаки: оба они являются способами прокатки полосовых асимметричных профилей с клиновидными утолщениями в виде периодических выступов, оба включают многопроходное обжатие заготовки в валках с калибрами.
Отличия предложенного способа состоят в том, что в нем предусматривается первоначальное формирование профиля в системе калибров овал - ребровой овал - овал и продолжают прокатку в пяти фасонных закрытых калибрах с чередованием их разъемов по верхней и нижней граням полосы с примерно равными коэффициентами высотной деформации по сечению полосы в первых четырех фасонных калибрах с окончательным оформлением периодического профиля в чистовом калибре при обеспечении отношения коэффициента высотной деформации в месте максимального клиновидного утолщения к коэффициентам деформации по крайним элементам полосы на участках между окончанием предыдущего и началом последующего клиновидного утолщения в пределах 1,55÷1,65.
Указанные отличительные признаки проявляют во всей совокупности новые свойства, не присущие им в известных совокупностях признаков и заключающиеся в повышении точности выполнения геометрии профиля, увеличении производительности стана и эксплуатационной стойкости валков.
Это свидетельствует о соответствии предложенного технического решения критерию изобретения «новизна».
При изучении других известных технических решений в данной области техники признаки, отличающие заявленное решение от прототипа, не были выявлены, и поэтому они обеспечивают заявленному техническому решению соответствие критерию «изобретательский уровень».
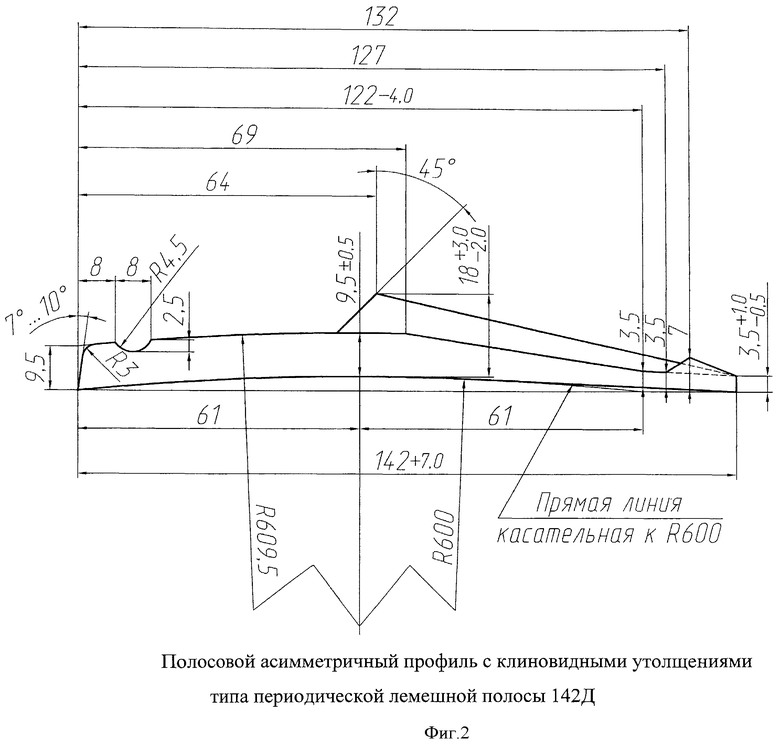
На фиг.1 представлен предлагаемый способ прокатки полосовых асимметричных профилей с клиновидными утолщениями в виде периодических выступов типа периодической лемешной полосы 142Д (фиг.2) преимущественно для изготовления долотообразных лемехов сельскохозяйственного назначения.
По этому способу первоначально прокатку квадратной заготовки осуществляют в системе калибров овал - ребровой овал - овал и дальнейшую прокатку продолжают в пяти фасонных закрытых калибрах с чередованием их разъемов по верхней и нижней граням полосы с примерно равными коэффициентами высотной деформации по сечению полосы в первых четырех фасонных калибрах с окончательным оформлением периодического профиля в чистовом калибре при обеспечении отношения коэффициента высотной деформации в месте максимального клиновидного утолщения к коэффициентам деформации по крайним элементам полосы на участках между окончанием предыдущего и началом последующего клиновидного утолщения в пределах 1,55÷1,65.
Заявленный способ опробован при прокатке периодической лемешной полосы 142Д на стане «450» ОАО «Новокузнецкий металлургический комбинат».
Исходную заготовку из стали Л53 сечением 120×120 мм нагревают до температуры 1230°С и прокатывают в системе калибров овал - ребровой овал - овал. Затем прокатку продолжают в пяти фасонных закрытых калибрах с чередованием их разъемов по верхней и нижней граням полосы с примерно равными коэффициентами высотной деформации по сечению полосы в первых четырех фасонных калибрах.
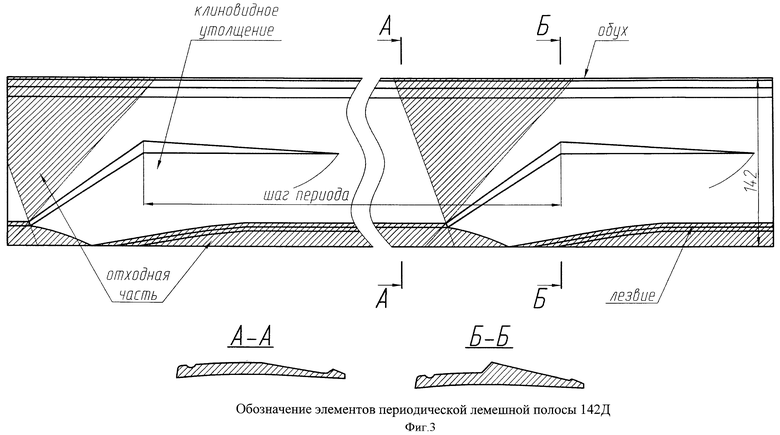
Коэффициенты высотной деформации в фасонных калибрах по элементам сечения (фиг.3) имеют следующие значения:
Окончательное оформление периодического профиля осуществляется в чистовом калибре с коэффициентами деформации, по сечению полосы имеющими следующие значения на участках между окончанием предыдущего и началом последующего клиновидного утолщения (фиг.3, сечение А-А) по: обуху ηобух.=1,26, клиновидному утолщению ηкл.ут=2,0, лезвию ηлезв.=1,25.
При этих значениях коэффициентов отношения коэффициента высотной деформации в месте максимального клиновидного утолщения (фиг.3, сечение Б-Б) к коэффициенту деформации по обуху составляет  и по лезвию
и по лезвию  .
.
Использование в схеме прокатки системы калибров овал - ребровой овал - овал позволяет стабилизировать получение ширины готового профиля, а окончательное оформление профиля в чистовом калибре при обеспечении отношения коэффициента высотной деформации в месте максимального клиновидного утолщения к коэффициентам деформации по крайним элементам полосы на участках между окончанием предыдущего и началом последующего клиновидного утолщения в пределах 1,55÷1,65 повышает точность выполнения всех элементов периодического профиля с минимальными ударными динамическими нагрузками на детали линии стана.
При величине отношения высотной деформации в месте максимального клиновидного утолщения к коэффициентам деформации по крайним участкам полосы в чистовом калибре менее 1,55 возможна вероятность незаполнения металлом максимального размера клиновидного утолщения.
При величине отношения коэффициента высотной деформации в месте максимального клиновидного утолщения к коэффициентам деформации по крайним участкам полосы в чистовом калибре более 1,65 значительно увеличиваются ударные динамические нагрузки на детали линии стана и ухудшается настройка стана.
Технико-экономические преимущества предложенного способа состоят в том, что в схеме калибровки первоначальное формирование профиля предусматривается в системе овал - ребровой овал - овал с дальнейшей прокаткой в пяти фасонных калибрах с примерно равномерной деформацией по сечению полосы в первых четырех фасонных калибрах и с окончательным оформлением периодического профиля в чистовом калибре при обеспечении отношения коэффициента высотной деформации в месте максимального клиновидного утолщения к коэффициентам деформации по крайним элементам полосы на участках между периодическими выступами на валках в пределах 1,55÷1,65, что позволяет четко выполнить геометрию профиля на протяжении всего периода, уменьшить динамические нагрузки на детали линии стана при прокатке полосы в чистовом калибре, повысить устойчивость прокатки и уменьшить расход прокатных валков.
Источники информации
1. Прокатка и калибровка. Том II (Доработанный). Б.М.Илюкович. - Днепропетровск: РИА «Днепр-ВАЛ», 2003. - 569 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления лемешной полосы | 2023 |
|
RU2822901C1 |
| СИСТЕМА КАЛИБРОВ НЕПРЕРЫВНОГО СТАНА | 1999 |
|
RU2157282C1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2288047C1 |
| НОВЫЙ СПОСОБ ПРОКАТКИ УГЛОВЫХ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2288048C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ | 2005 |
|
RU2288046C9 |
| Система калибров для прокатки шестигранной стали крупных сечений | 1989 |
|
SU1712012A1 |
| Способ прокатки углового асимметричного профиля | 2022 |
|
RU2785426C1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2284872C1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
Изобретение предназначено для улучшения качества изделий при прокате полосовых асимметричных профилей с клиновидными утолщениями в виде периодических выступов типа периодической лемешной полосы 142Д, преимущественно для изготовления долотообразных лемехов сельскохозяйственного назначения. Способ включает многопроходное обжатие заготовки в валках с калибрами. Точное выполнение геометрии профиля, увеличение производительности обеспечивается за счет того, что начальное формирование профиля производят в системе калибров овал - ребровой овал - овал, дальнейшую прокатку - в пяти фасонных закрытых калибрах с чередованием их разъемов по верхней и нижней граням полосы с примерно равными коэффициентами высотной деформации по сечению полосы в первых четырех фасонных калибрах, а окончательное оформление периодического профиля в чистовом калибре - при обеспечении отношения коэффициента высотной деформации в месте максимального клиновидного утолщения к коэффициентам деформации по крайним элементам полосы на участках между окончанием предыдущего и началом последующего клиновидного утолщения в пределах 1,55÷1,65. 3 ил., 1 табл.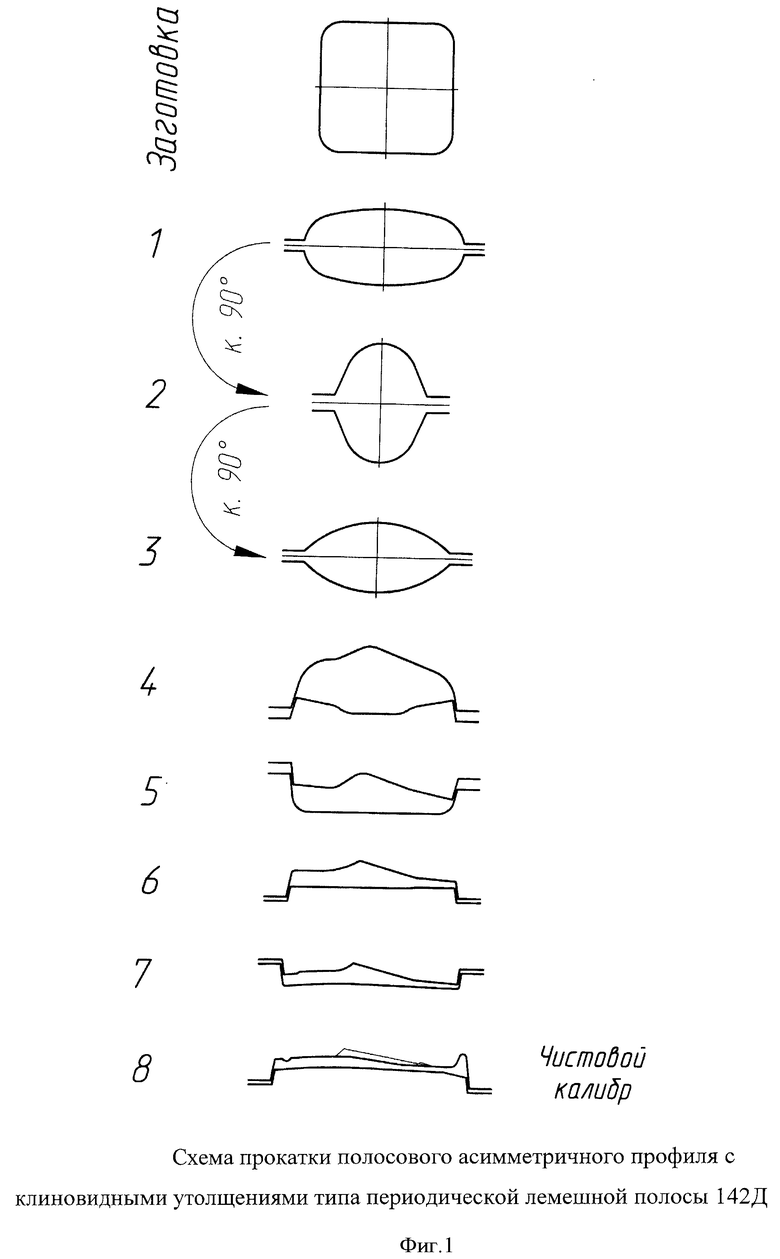
Способ прокатки полосовых асимметричных профилей с клиновидными утолщениями в виде периодических выступов преимущественно для изготовления долотообразных лемехов, включающий многопроходное обжатие заготовки в валках с калибрами, отличающийся тем, что первоначальное формирование профиля начинают в системе калибров овал - ребровой овал - овал, продолжают прокатку в пяти фасонных закрытых калибрах с чередованием их разъемов по верхней и нижней граням полосы с примерно равными коэффициентами высотной деформации по сечению полосы в первых четырех калибрах, а окончательное формирование периодического профиля осуществляют в чистовом калибре при обеспечении отношения коэффициента высотной деформации в месте максимального клиновидного утолщения к коэффициентам деформации по крайним элементам полосы на участках между окончанием предыдущего и началом последующего клиновидного утолщения в пределах 1,55-1,65.
| ИЛЮКОВИЧ Б.М | |||
| Прокатка и калибровка, РИА «ДНЕПР-ВАЛ» | |||
| - Днепропетровск, 2003, с.569, т.2 | |||
| СПОСОБ ПРОКАТКИ ЛЕМЕШНОЙ ПОЛОСЫ | 1997 |
|
RU2106919C1 |
| Горячекатаный профиль для бичей молотилок | 1991 |
|
SU1810138A1 |
| СИСТЕМА КАЛИБРОВ НЕПРЕРЫВНОГО СТАНА | 1999 |
|
RU2157282C1 |
| ЛЕМЕХ ПОЧВОРЕЖУЩЕГО ИНСТРУМЕНТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2131651C1 |
| УСТРОЙСТВО УДАРНОГО ДЕЙСТВИЯ | 1990 |
|
RU2018654C1 |

