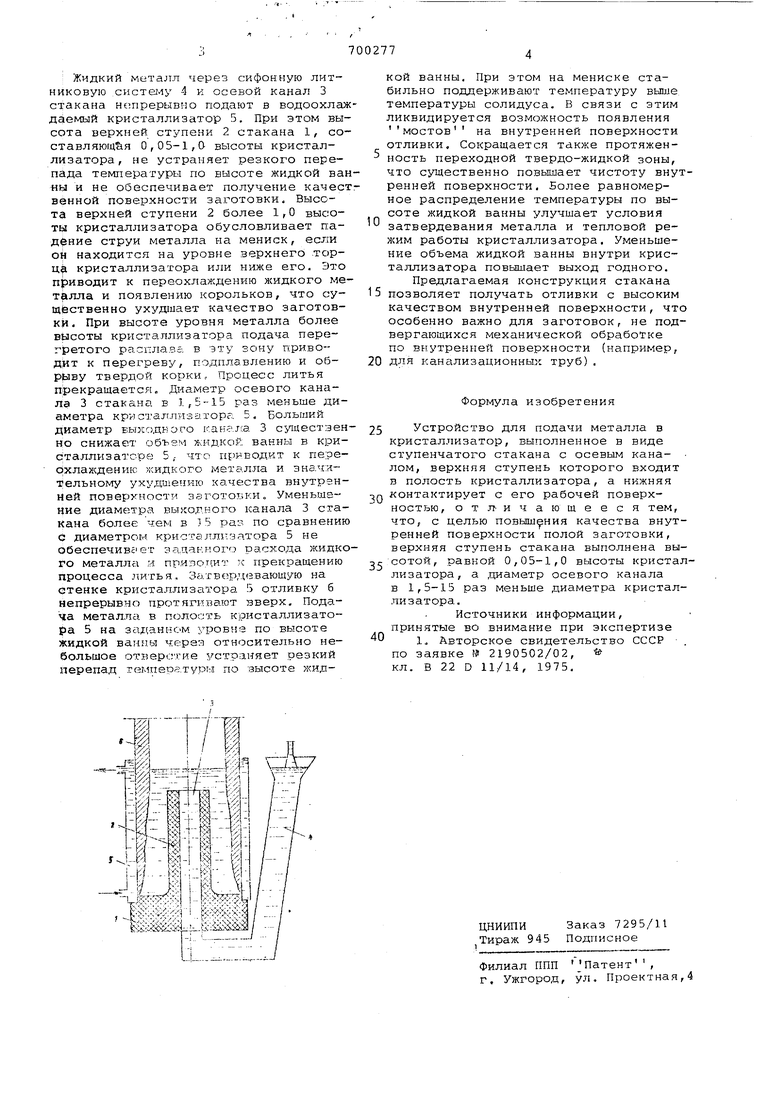
Изобретение относится к области металлургии, конкретнее к непрерывному литью ПО.ПЫХ заготовок. Известно устройство для подачи мета.пла в кристаллизатор, выполненное в виде ступенчатого стакана с осевым каналом, верхняя ступень которого входит в полость кристаллизатора, а нижняя контактирует с его рабочей поверхностью (1 . Недостатком известной конструкции является невозможность получения качественной внутренней поверхности рез ким перепадом температуры по высоте жидкой ванны. В нижней ее части метал имеет максимальную температуру, так . как постоянно освежается перегретым расплавом из литниковой системы, а в верхней зоне, на мениске, переохлажда ется иногда до температуры затвердева ния. в этом случае затвердевающий на мениске металл периодически уносится движущейся отливкой и образует на ее внутренней поверхр ости ко.пьцевые приливы, так называемые мосты, что существенно ухудшает качество этой поверхности, а для заготовок, не подвергающихся механической обработке по внутренней поверхности, является браком (например, для канализационных труб). Пониженная температура металла в верхней части жидкой ванны приводит к значительному увеличению твердо-жидкой зоны у фронта затвердевания отливки, что обусловливает большую шероховатость и низкое качество внутренней поверхности Кроме того, повышенный объем жидкой ванны в кристаллизаторе за счет соединительного стакана и большой перегрев металла в зоне формирования начальной корки снижают скорость затвердевания металла, а следовательно, и производительность процесса литья. С целью повышения качества внутренней поверхности полой заготовки верхняя ступень стакана выполнена высотой, равной 0,05-1,0 высоты кристаллизатора, а диаметр осевого канала в 1,5-15 раз меньше диаметра кристаллизатора. На чертеже изображено предлагаемое устройство, общий вид. Устройство содержит ступенчатый стакан 1 с верхней ступенью 2 и осевым каналом 3, сифонную литниковую систему 4 и кристаллизатор 5. Подачу металла осуществляют следуюищ;-1 образом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья полых чугунных заготовок и устройство для его осуществления | 1975 |
|
SU772011A1 |
| Устройство для подачи металлаВ КРиСТАллизАТОР | 1979 |
|
SU816678A2 |
| Способ отливки крупных слитков и устройство для его осуществления | 1981 |
|
SU1011330A1 |
| УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ НАМОРАЖИВАНИЕМ ТОНКОСТЕННЫХ ТРУБ | 1997 |
|
RU2133171C1 |
| Способ непрерывного литья металлов | 1980 |
|
SU921669A1 |
| КРИСТАЛЛИЗАТОР НЕПРЕРЫВНОЙ ОТЛИВКИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ И СООТВЕТСТВУЮЩИЙ СПОСОБ ОТЛИВКИ | 2020 |
|
RU2800555C1 |
| Способ непрерывной разливки металла и устройство для его реализации | 1981 |
|
SU1016051A1 |
| Способ литья чугунных полых заготовок | 1986 |
|
SU1764783A1 |
| Способ полунепрерывного литья заготовок | 1981 |
|
SU1066728A1 |
| СПОСОБ ВЕРТИКАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ, ИСПОЛЬЗУЮЩИЙ ЭЛЕКТРОМАГНИТНЫЕ ПОЛЯ, И ЛИТЕЙНАЯ УСТАНОВКА ДЛЯ ЕГО ПРИМЕНЕНИЯ | 2000 |
|
RU2247003C2 |
