Изобретение относится к литейному производству, в частности к непрерывному литью полых заготовок.
Известен способ непрерывного литья полых заготовок, включающий заливку расплава в кристаллизатор, затвердевание движущейся заготовки, образование в заготовке полости посредством формообразующего песчаного элемента путем изготовления его выдавливанием в расплав через перфорированный мундштук и отсасывание газов из формообразующего песчаного элемента.
Однако в этом способе не предусмотрено получение полых заготовок с использованием песчаного стержня, уплотненного вакуумированием, например, по способу вакуумно-пленочной формовки (ВПФ).
Технический результат, который может быть получен при использовании изобретения, заключается в экономии материалов и повышение качества отливок за счет дегазации металла.
Указанная цель достигается тем, что полость заготовки, получаемой в кристаллизаторе, выполняют стержнем из сыпучего наполнителя (песка) путем выдавливания его через мундштук с перфорированным соплом в расплав, залитый в кристаллизатор, с одновременным вакуумированием песка.
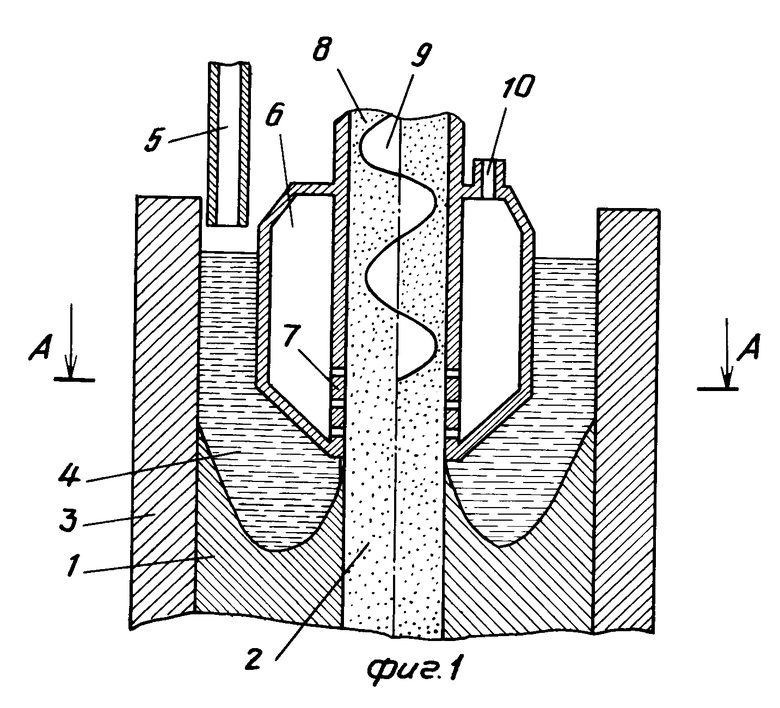
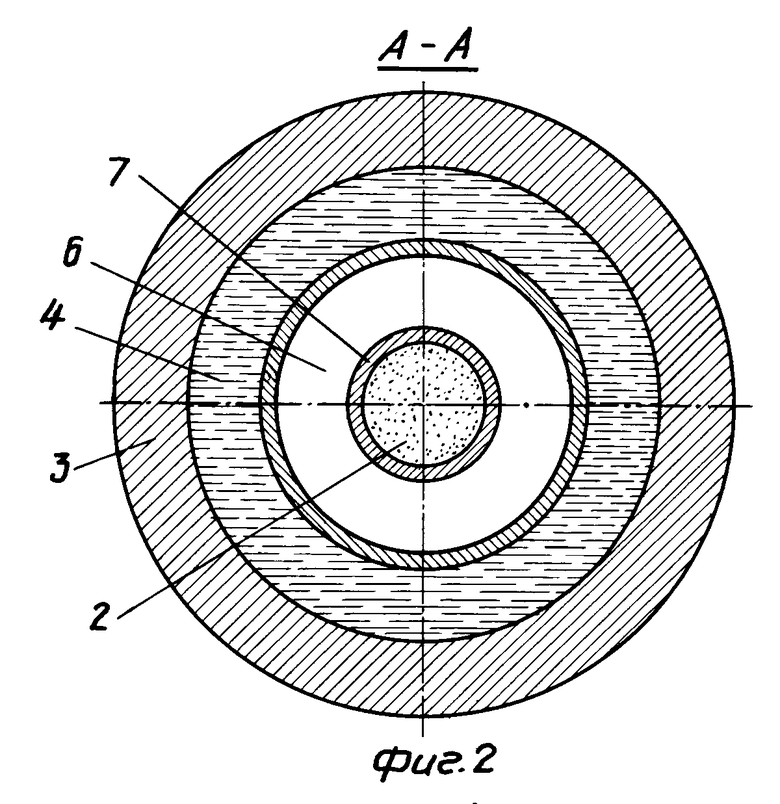
На фиг. 1 представлена схема кристаллизатора в продольном разрезе; на фиг.2 - разрез А-А на фиг.1.
Установка для непрерывного получения отливки 1 трубы с полостью, выполняемой стержнем 2, имеет кристаллизатор 3, в который заливается металл 4 через металлопровод или желоб 5. Внутри кристаллизатора 3 установлен мундштук 6 с перфорированным соплом 7, в верхнюю часть которого подают песок 8 и уплотняют, например, шнеком 9. Мундштук 6 имеет кольцевую полость, сообщаемую через клапан 10 с источником вакуума.
Способ осуществляют следующим образом.
Отливку 1 (трубу) с полостью, выполняемой стержнем 2, получают в кристаллизаторе 3, для чего заливают в кристаллизатор жидкий металл 4 по металлопроводу 5 (желобу). Стержень 2 выполняют выдавливанием через мундштук 6 с перфорированным соплом 7 песка 8, уплотняя его, например, с помощью вращающегося шнека 9. Мундштук 6 имеет полость, которую сообщают через клапан 10 с источником разрежения величиной порядка 60-40 кПа, обычно применяемого для ВПФ.
При изготовлении отливки 1 в кристаллизатор постоянно заливают металл 4, поддерживая выходное отверстие сопла мундштука 6 ниже зеркала металла 4. Отливка 1 постоянно движется сверху вниз (по фиг.1), причем обеспечивают равные скорости движения отливки 1 и стержня 2; при выходе стержня 2 из перфорированного сопла, через отверстия которого он вакуумируется, поверхность стержня 2 соприкасается жидким металлом, который герметизирует стержень аналогично пленке при ВПФ. Прочность на сжатие уплотненного вакуумированием песка стержня составляет 0,3-0,4 МПа, что обеспечивает формирование высококачественной поверхности полости отливки.
Распространение разрежения в толще песка 8 стержня 2 эффективно осуществляется на расстоянии 0,3-0,4 м. При этом слой песка в мундштуке выше перфорированного сопла и в стержне ниже сопла поддерживают высотой не ниже 1,3-1,5 м, чтобы такой слой песка служил герметизатором, создавая значительное сопротивление для подсасываемого в стержень атмосферного воздуха. В другом варианте возможна герметизация расходного бункера для подачи песка в мундштук 6, а длина стержня 2 ниже сопла 7 весьма велика, что препятствует падению разрежения в зоне сопла.
Для получения внутренней поверхности отливки 1 без дефектов поддерживают скорость движения отливки 1 и стержня 2 такой, чтобы зона контакта жидкого металла со стержнем ниже сопла не превышала 0,3-0,4 м. Ниже этой зоны на стержне образуется корка, которая способна удерживать форму отливки.
Кристаллизатор 3 может быть как подвижным, так и кристаллизатором скольжения.
Вакуумирование стержня способствует эффективной дегазации отливки, предотвращающей ее газовые дефекты, отсутствие синтетической пленки при литье значительно улучшает экологичность производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2027537C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1992 |
|
RU2022681C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ТОНКОСТЕННЫХ ОТЛИВОК | 1991 |
|
RU2015793C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1991 |
|
RU2014939C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОГО ЛИТЬЯ НАМОРАЖИВАНИЕМ | 1991 |
|
RU2017560C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1992 |
|
RU2026767C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК В ВАКУУМИРУЕМЫХ ФОРМАХ | 1992 |
|
RU2014940C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2029652C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2029653C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ДЛЯ КРУПНЫХ ОТЛИВОК В ЯМЕ ПО МОДЕЛИ | 1991 |
|
RU2026126C1 |
Изобретение относится к литейному производству, в частности к неприрывному литью полых заготовок. Способ непрерывного литья полой заготовки включает заливку расплава в кристаллизатор и затвердевание движущейся заготовки. Полость заготовки выполняют стержнем из сыпучего огнеупорного наполнителя путем выдавливания его через мундштук. Одновременно вакуумируется сыпучий огнеупорный наполнитель. 2 з.п. ф-лы, 2 ил.
| Установка непрерывного горизонтального литья полых заготовок | 1983 |
|
SU1138234A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
