1
(21)4807841/08
(22)29.03.90
(46) 30.09.92. Бюл. № 36
(71)Пермский машиностроительный завод им. В.И.Ленина
(72)А.П.Щербинин, Д.Д.Блинов и Ю.Р.Мень
(56)Авторское свидетельство СССР Ms 1523710, кл. В 23 F21/04, 1988.
(54) СПОСОБ НАРЕЗАНИЯ НАРУЖНЫХ ШЛИЦЕВ
(57)Использование: область машиностроения, в частности при серийном произведетТ
ве наружных шлицев, выполненных на концах вала. Сущность изобретения: вал устанавливают упруго-подвижно вдоль его геометрической оси. Нарезание шлицев на его концах осуществляют двумя инструментами, охватывающими все зубья обрабатываемого вала. Инструментам сообщают поступательное перемещение от середины вала к его концам. Каждый из режущих элементов инструментов имеет возможность одновременного радиального перемещения на величину подачи 0,08-0,1 мм на каждый двойной ход. 1 ил.
Изобретение относится к машиностроению и может быть использовано в серийном производстве зубчатых изделий при строгании многорезцовым инструментом в виде кольца.
Известен способ нарезания наружных шлицев инструментом, при котором вал устанавливают в центрах делительной головки и бабки, смонтированных на столе фрезерного станка, Шлицы получают фрезерованием инструментом в виде кольца осевым перемещением детали относительно вращающегося инструмента, После выполнения одного шлица деталь поворачивают на соответствующий угол и фрезеруют следующий шлиц,
Недостатком этого способа является недостаточная производительность и точность.
Известен также способ нарезания наружных шлицев инструментом, включающий строгание наружных шлицев на одном
конце вала многорезцовым инструментом в виде кольца, охватывающего все зубья на конце вала.
Этот способ имеет недостаточные производительность и качество обработки шлицев.
Цель изобретения - повышение производительности и качества обработки вала со шлицами на его концах.
Предлагаемый способ поясняется чертежом,
Способ нарезания наружных шлицев инструментом, охватывающим все зубья обрабатываемого вала в условиях относительного поступательного перемещения, осуществляется следующим образом.
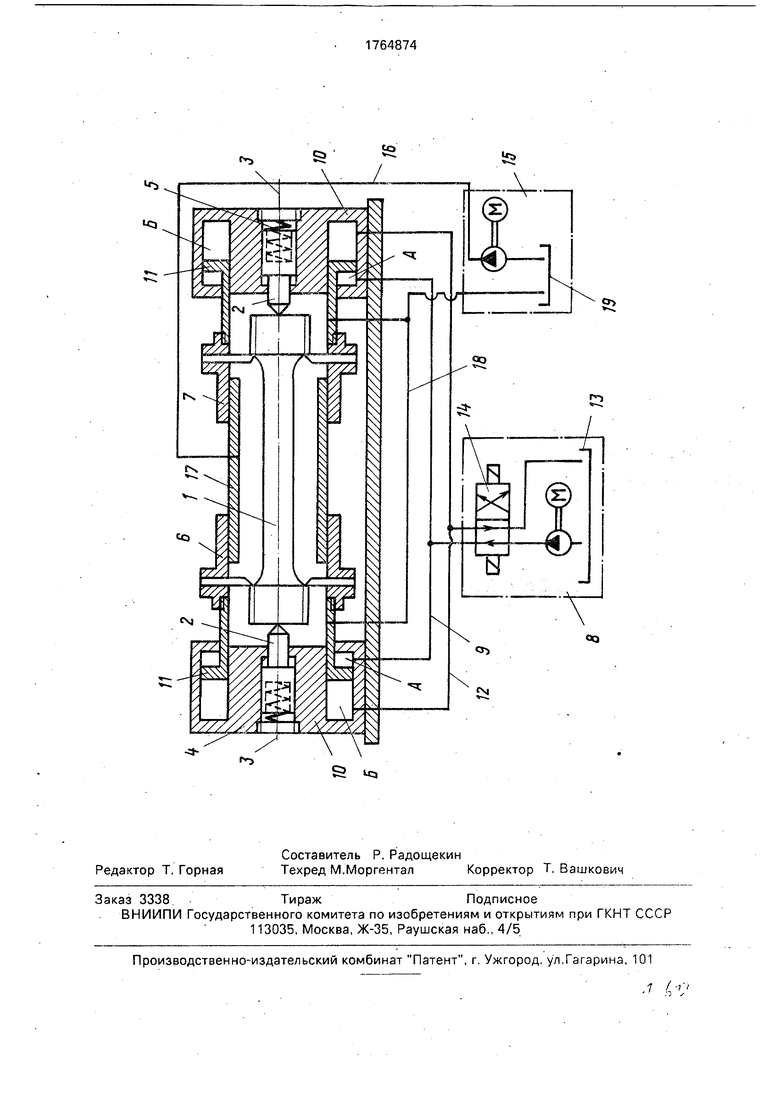
Вал 1 устанавливают упруго-подвижно вдоль его геометрической оси 2 в центрах 3, подпружиненных вдоль оси 2 пружинами 4 и 5, Нарезание шлицев ведут двумя инструментами 6 и 7, которым сообщают перемещение от середины вала 1 к его концам при
сл С
х| JO 4 ,00
Ј
помощи силовой насосной установки 8 с трубопроводом 9, соединенным с полостями А гидроцилиндров 10, с поршнями 11, соединенными с инструментами 6 и 7.
Каждый из режущих элементов инстру- ментов 6 и 7 имеет форму нарезаемой канавки и имеет возможность одновременного радиального перемеще- . ния на величину подачи 0,08-0,1 мм на каждый двойной ход.
Гидроцилиндры 10 имеют полости Б, соединенные трубопроводами 12 с баком 13 насосной установки 8. Насосная установка имеет распределительный золотник 14, слу- жающий для изменения направления пото- ка масла от насосной установки 8 к полости цилиндра 10.
Устройство имеет насосную установку 15 для подачи охлаждающей жидкости в зону резания, соединенную трубопроводом 16 с трубой 17, охватывающей вал 1, и трубопровод 18 для стекания жидкости в бак 19.
При работе насосная установка 8 по трубопроводу 9 подает масло в полости А гидроцилиндров 10. Поршни 11 вместе с инструментами 6 и 7 одновременно перемещаются вдоль оси 2 от середины вала 1 к его концам, производят строгание шлицев, При каждом ходе инструментов 6 и 7 режущие элементы, управляемые механизмом под- ачи, перемещаются к оси 2 вала 1 на величину подачи.
При движении поршней 11 масло из полостей Б гидроцилиндров 10 вытесняется по трубопроводу 12 в бак 13 насосной уста-
новки 8. При переключении золотника 14 масло идет в полости Б и вытесняется из полости А на слив в бак 13. От насосной установки 15 по трубопроводу 16 масло поступает в трубу 17, далее в зону резания инструментов 6 и 7 и вытекает из поршней 11 по трубопроводу 18 в бак 19 насосной установки 15.
Для снятия готовой детали цилиндры 10 с инструментальными головками отодвигаются в стороны, сохраняя их соосность.
Поскольку строгание ведут одновре менно двумя инструментами в направлении от середины валг к его концам, а вал в центрах установлен с возможностью осевого перемещения (плавания), то продольный изгиб вала под действием зажимных цилиндров исключается.
Предложенный способ повышает точность выполнения шлицев при одновременном нарезании на двух концах вала за счет исключения продольного изгибз при строгании шлицев.
Формула изобретения
Способ нарезания наружных шлицев инструментом, охватывающим все зубья обрабатываемого вала, в условиях относительного поступательного перемещения, о г л и- чающийся тем что, с целью повышения производительности и качества обработки вала со шлицами на его концах, используют два инструмента, которым сообщают перемещение от серединь- вала к его концам, а вал при этом устанавливают упруго-подвижно вдоль его геометрической оси
fr
I
OQ
