Изобретение относится к машиностроению и может быть использовано при обработке эксцентрических валов и винтовых поверхностей точных винтов, например, винтов винтовых насосов, шариковых винтовых передач, преимущественно с большим углом подъема резьбы.
Известно, что винтовые поверхности винтов шлифуют одно- и многопрофильными кругами по предварительно изготовленному профилю или на полную высоту профиля без предварительной обработки [1]. Однопрофильные круги правят соответственно профилю винтовой поверхности и наклоняют на делительный угол подъема. Обработку профиля витка осуществляют на специальных резьбошлифовальных станках; оба профиля шлифовального круга правят алмазами по шаблону, которые изготовляют по заданным координатам на профильно- шлифовальных станках. Профиль шлифовального круга соответствует шлифуемому профилю винтовой поверхности в осевом сечении. Абразивную обработку многониточными шлифовальными кругами осуществляют на резьбошлифовальных станках (например, мод. 5Д822В, MB-140 и др.).
Недостаток однопрофильных кругов заключается в большой трудоемкости процесса абразивной обработки, который требует специального оборудования, и низкой производительности, которая связана с невысокой размерной стойкостью кругов, ведущей к снижению точности и быстрой потере режущих свойств.
Недостатком многониточных шлифовальных кругов является невысокая точность, позволяющая использовать этот высокопроизводительный способ только на предварительных финишных операциях.
Задачей изобретения является повышение качества и производительности обработки за счет увеличения числа режущих абразивных брусков и обеспечения необходимой и равномерной силы прижима их к обрабатываемой эксцентрической поверхности.
Поставленная задача решается предлагаемой головкой для охватывающей абразивной обработки винтовых поверхностей, которая содержит корпус и расположенный в нем с возможностью вращения охватывающий инструмент с абразивными брусками, при этом она дополнительно содержит установленные в охватывающем инструменте сообщающиеся между собой посредством трубопроводов гидроцилиндры с установленными в них с возможностью радиального перемещения плунжерами, кроме того абразивные бруски выполнены с шаровой рабочей поверхностью и установлены на плунжерах.
Сущность способа поясняется чертежами.
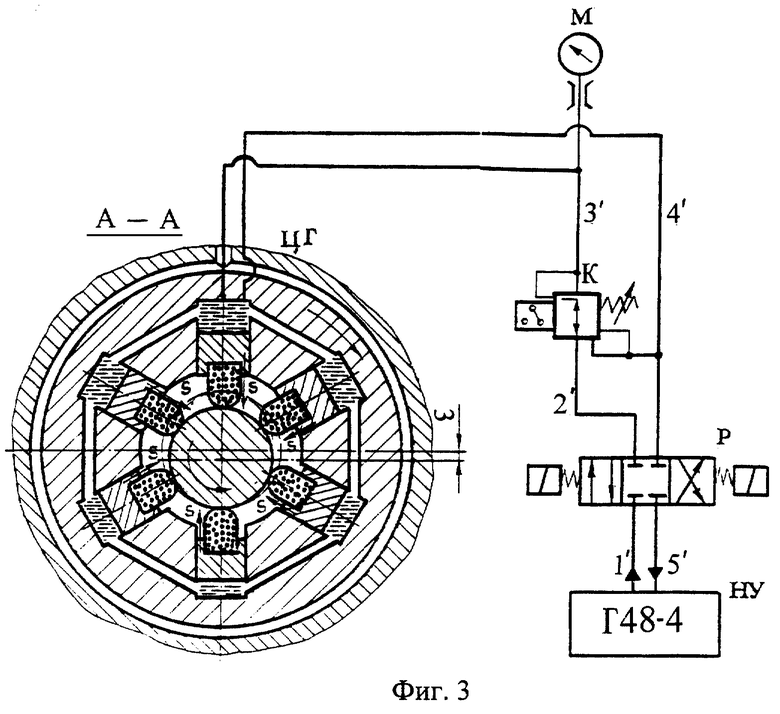
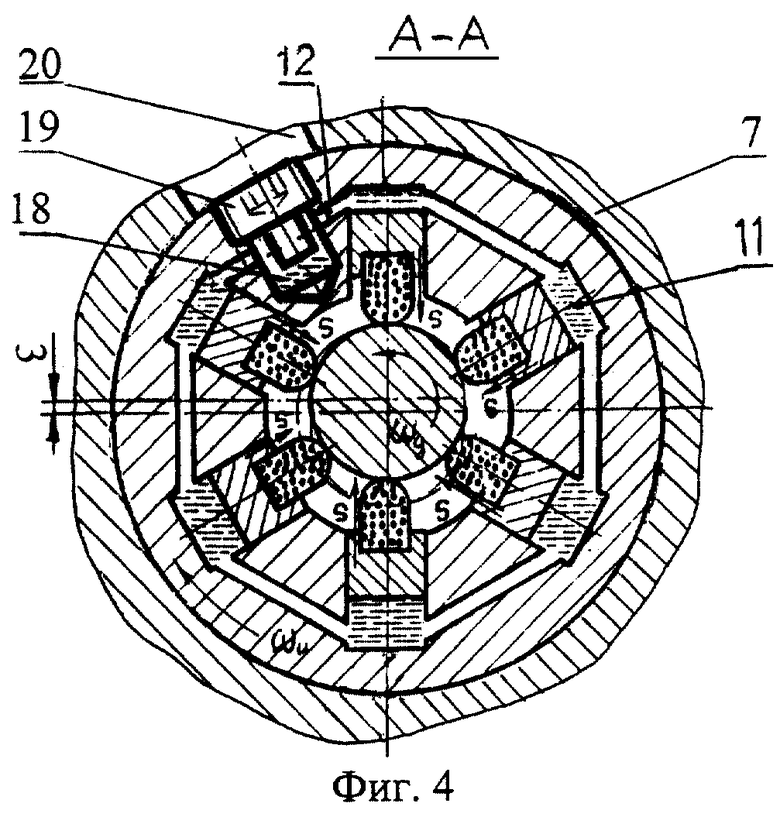
На фиг. 1 показана предлагаемая головка для охватывающей абразивной обработки эксцентрических валов и винтовых поверхностей винтов, поперечный разрез по А-А на фиг. 2; на фиг. 2 - схема наладки для охватывающей абразивной обработки эксцентрических валов и винтовых поверхностей винтов предлагаемой головкой с установкой детали - винт винтового насоса в патроне и на заднем центре; на фиг. 3 - гидросхема гидропривода головки, поперечный разрез по А-А на фиг. 2, деталь повернута на 180o относительно положения на фиг. 1; на фиг. 4 - второй, упрощенный вариант конструкции головки с ручным зажимом брусков.
Головка предназначена для охватывающей абразивной обработки эксцентрических валов и винтовых поверхностей винтов 1. Она состоит из охватывающего инструмента 2 с абразивными брусками 3, закрепленных известными способами на плунжерах 4. Для подачи масла под плунжеры используется эжекторная насадка 5, которая соединена с масляным каналом 6 неподвижного корпуса 7 головки 8 кольцевым каналом 9. Масло через эжекторную насадку 5 заполняет полость гидроцилиндра 10, а другие гидроцилиндры 11 заполняются через сообщающиеся каналы 12.
Обработку эксцентрических валов и винтовых поверхностей винтов с помощью предлагаемой охватывающей головки можно вести, например, на токарно-винторезных станках. Деталь - винт 1 закрепляют в патроне 13 и поджимают центром 14 задней бабки, предварительно введя в головку 8. Расположенную на суппорте 15 головку 8 выставляют относительно линии центров за счет перемещения по направляющим 16. Для абразивной обработки по всей длине детали - винта 1 головке 8 с охватывающим инструментом 2, расположенной на суппорте 15, задают продольное поступательное движение Sпр по направляющим 17, кинематически ни с каким движением не связанное. Скорость этого движения определяется экспериментально для конкретных условий и влияет на шероховатость обрабатываемой поверхности и производительность процесса.
Детали - винту 1 и охватывающему инструменту 2 на начальной стадии обработки сообщают вращение со скоростями ωд и ωи соответственно, предварительно создав в гидросистеме необходимое давление.
Поперечная подача S определяется силой прижима абразивных брусков к обрабатываемой поверхности детали, которая будет одинакова, как бы не изменялось местоположение этой поверхности относительно оси вращения детали. Гидропривод зажима брусков может быть, например, осуществлен от НУ - насосной установки Г48-4, через Р - гидрораспределитель с электрическим управлением, через К - клапан ЭПГ57-72, М - манометр. После закрепления детали в патроне 13 (фиг. 2) при зажиме брусков гидроцилиндрами головки ЦТ включается левый электромагнит распределителя Р (фиг. 3):
Благодаря перекачиванию жидкости из одного гидроцилиндра в другой исключаются ударные нагрузки и высокочастотные колебания, что повышает качество и точность обработанной поверхности.
На завершающей стадии - выхаживании можно изменить режимы абразивной обработки или обрабатывать при заторможенном инструменте.
Таким образом с одной установки непрерывно и последовательно осуществляется размерная абразивная обработка и доводка эксцентрического вала или винтовой поверхности, например, винта винтового насоса.
С целью удешевления изготовления головки разработан второй вариант конструкции без использования насосной установки НУ (фиг. 4).
Охватывающий инструмент 2 снабжен дополнительным гидроцилиндром 18 с поршнем 19, который ввертывается по резьбе в гидроцилиндр 18. Дополнительный гидроцилиндр 18 соединен каналами 12 со всеми гидроцилиндрами 11.
При работе при зажиме и разжиме брусков совмещают поршень 19 с отверстием 20 неподвижного корпуса 7 и вручную ключом, вставленным в шестигранное отверстие поршня 19, соответственно ввертывают или вывертывают последний.
Благодаря применению предлагаемой головки для охватывающей абразивной обработки эксцентрических валов и винтовых поверхностей винтов улучшается качество и повышается производительности обработки за счет увеличения числа режущих абразивных брусков и обеспечения необходимой и равномерной силы прижима их к обрабатываемой поверхности и расширяются технологические возможности инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВЫХ ПОВЕРХНОСТЕЙ ВИНТОВ | 1999 |
|
RU2164843C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ВИНТОВ | 1999 |
|
RU2167748C1 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ МНОГОНИТОЧНЫМ КРУГОМ | 1999 |
|
RU2165340C1 |
| СБОРНЫЙ МНОГОНИТОЧНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2167759C1 |
| ДИСКОВЫЙ ОДНОНИТОЧНЫЙ КРУГ ДЛЯ ШЛИФОВАНИЯ ВИНТОВ | 1999 |
|
RU2170655C1 |
| ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211133C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2001 |
|
RU2203798C2 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ ДИСКОВЫМ ОДНОНИТОЧНЫМ ШЛИФОВАЛЬНЫМ КРУГОМ | 1999 |
|
RU2176179C2 |
| САМОЦЕНТРИРУЮЩАЯ ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211134C1 |
| ГОЛОВКА ДЛЯ ОХВАТЫВАЮЩЕГО ШЛИФОВАНИЯ ВИНТОВ | 1999 |
|
RU2169644C2 |

Изобретение относится к машиностроению. Головка содержит корпус и расположенный в нем с возможностью вращения охватывающий инструмент с абразивными брусками. В охватывающем инструменте установлены сообщающиеся между собой посредством трубопроводов гидроцилиндры с радиально перемещающимися плунжерами. Абразивные бруски выполнены с шаровой рабочей поверхностью и установлены на плунжерах. Изобретение позволяет повысить качество изделий и производительность обработки. 4 ил.
Головка для охватывающей абразивной обработки винтовых поверхностей, содержащая корпус и расположенный в нем с возможностью вращения охватывающий инструмент с абразивными брусками, отличающаяся тем, что она дополнительно содержит установленные в охватывающем инструменте и сообщающиеся между собой посредством трубопроводов гидроцилиндры с установленными в них с возможностью радиального перемещения плунжерами, при этом абразивные бруски выполнены с шаровой рабочей поверхностью и установлены на плунжерах.
| КАЩУК В.А | |||
| и др | |||
| Справочник шлифовщика | |||
| - М.: Машиностроение, 1988, с.312-327 | |||
| Синтетические алмазы в промышленности | |||
| - Киев: Наукова думка, 1974, с.172 и 173 | |||
| КАЗАКОВ В.Ф | |||
| Шлифование при повышенных скоростях резания | |||
| - Киев: Технiка, 1971, с.9-11, рис.1. |
