Область применения
Изобретение относится к области машиностроения, и, в частности, может быть использовано при обработке крепежных отверстий корпусных деталей, например, в автомобильной промышленности, позволяет вести обработку нескольких отверстий, а следовательно, может быть отнесено к категории многоинструментальной обработки.
Уровень техники
Известно устройство для обработки отверстия комбинированным инструментом, защищенное охранным документом US 005429459 A и отнесенное к классам В 13 С 3/00, В 23 G 5/20. Оно позволяет сверлить и нарезать резьбу в отверстии комбинированным инструментом.
Однако это устройство является одноинструментальным, а следовательно, может вестись обработка только одного отверстия, что не дает высокой производительности.
Известны многоинструментальные головки, защищенные авторскими свидетельствами SU 205496, SU 359106, SU 1168364 A и др. и отнесенные к классу В 23 G 5/00. Они обеспечивают сверление отверстий, либо нарезание резьбы в уже готовых отверстиях.
Однако они не позволяют сверлить и нарезать резьбу в отверстиях комбинированными инструментами, что также не дает высокой производительности.
В предлагаемом устройстве помимо использования известного комбинированного инструмента, повышающего производительность обработки, используется многоинструментальная обработка, что еще больше повышает производительность.
Самым ближайшим по конструктивному выполнению является устройство для резьбонарезания по охранному документу US 005429459 A. Возьмем его в качестве аналога.
Это устройство содержит неподвижный корпус, подвижный корпус, установленный в отверстии неподвижного корпуса с возможностью поворота в нем, поворотный стакан, установленный в отверстии подвижного корпуса с возможностью поворота в нем, шпиндель, установленный в поворотном стакане с эксцентриситетом, винт, закрепленный в неподвижном корпусе, взаимодействующий с резьбовой частью на шпинделе.
С целью повышения производительности обработки предлагаемое устройство оснащено связанным с поворотным стаканом посредством вала и установленным во взаимно перпендикулярных направляющих с возможностью перемещения по трем осям координат (вдоль оси устройства и перпендикулярно к ней) четырехгранным корпусом с несколькими инструментами.
Описание устройства
Сущность предлагаемого резьбонарезного устройства иллюстрируется на фиг. 1, где показан разрез по оси устройства.
Резьбонарезное устройство устанавливается на шпиндельной бабке (ШБ) станка (ШБ не показана) и вращение от шпинделя станка передается на вал 1 резьбонарезного устройства. Далее вращение передается зубчатому колесу 2 с наружными зубьями, зубчатому колесу 3 с внутренними зубьями и от него - зубчатому колесу 4 с наружными зубьями, закрепленному на валу 5. Вал 5 передает вращение на сопряженные с ним зубчатые колеса 6, 7, 8 и 9. Зубчатые колеса 6, 7, 8 и 9 закреплены соответственно на валах 10, 11, 12 и 13, на конце которых в цанговых патронах закреплены комбинированные инструменты.
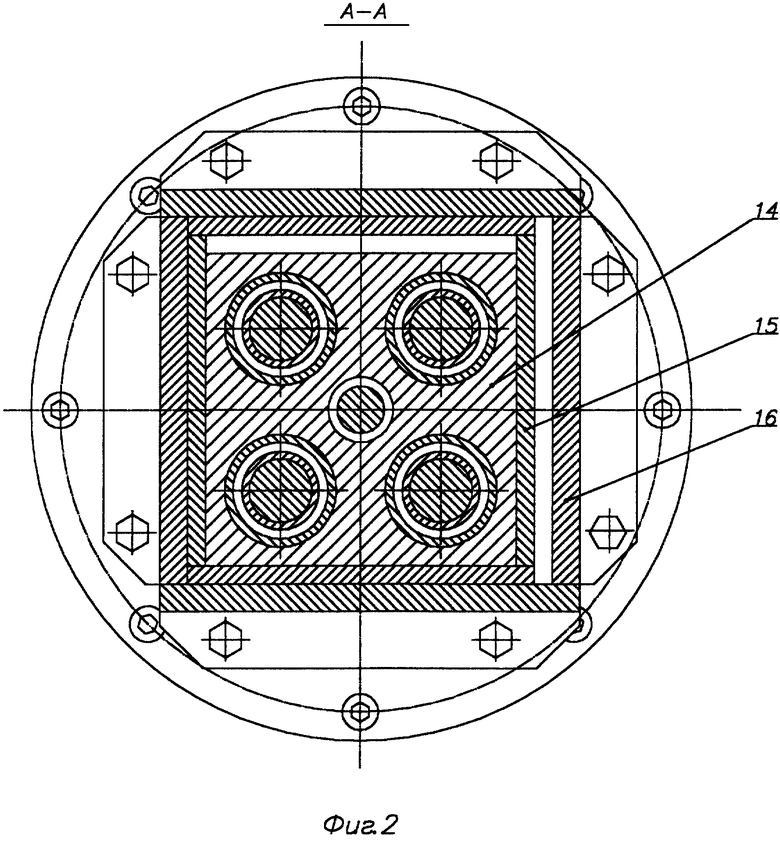
Валы 10, 11, 12 и 13 с комбинированными инструментами смонтированы в четырехгранном корпусе 14, установленном с возможностью перемещения по оси координат, перпендикулярной к оси устройства, в вертикальном направлении в малой рамке 15 (см. фиг.2), которая, в свою очередь, имеет возможность перемещения по оси координат вдоль оси устройства и по оси координат, перпендикулярной к ней, по горизонтали в большой рамке 16.
Вал 5 смонтирован с эксцентриситетом в поворотном стакане 17, в котором также установлено зубчатое колесо 3. Поворотный стакан 17, в свою очередь, установлен с эксцентриситетом в отверстии подвижного стакана 18 с возможностью поворота. Поворот поворотного стакана 17 в подвижном стакане 18 с помощью двух гидроцилиндров 19 или 20 при подаче масла или воздуха в соответствующие полости происходит путем воздействия торцов плунжеров гидроцилиндров на упор 21, жестко закрепленный в поворотном стакане 17.
При повороте поворотного стакана 17 вследствие наличия эксцентриситета установки вала 5 в поворотном стакане 17 происходит смещение вала 5, связанного с четырехгранным корпусом 14 при помощи подшипника 22 и зубчатого зацепления колес 6, 7, 8 и 9 с валом 5, в сторону. Четырехгранный корпус 14 совершает плоскопараллельное движение по взаимно перпендикулярным направляющим, закрепленным на неподвижном корпусе 25, которыми служат малая рамка 15 и большая рамка 16, что обеспечивает смещение комбинированных инструментов от осей отверстий на одинаковое расстояние. Чтобы в любом положении поворотного стакана 17 (при его повороте) вращение от шпинделя передавалось на вал 5, предусмотрены зубчатые колеса 2, 3 и 4. Команда на поворот поворотного стакана 17 производится от электроавтоматики станка и осуществляется от его гидропривода. Поворот поворотного стакана 17 ограничен регулировочными упорами 23 и 24, выполненными в виде винтов. При повороте поворотного стакана 17 от упора в один регулировочный винт до упора в другой - происходит радиальное врезание или установка комбинированных инструментов на оси отверстий. Установленный в отверстии неподвижного корпуса 25 подвижный стакан 18, в котором установлен поворотный стакан 17, связанный через вал 5 с четырехгранным корпусом 14 с комбинированными инструментами, в свою очередь, может поворачиваться (немногим больше одного оборота) и перемещаться в осевом направлении (на величину, немного больше шага резьбы) относительно неподвижного корпуса 25, закрепленного на торце шпиндельной бабки станка. Поворот подвижного стакана 18 происходит от поворотного гидроцилиндра 26, в одну из полостей которого подается масло или воздух под давлением. При повороте зубчатого колеса 27 с внутренними зубьями от поворотного гидроцилиндра 26 происходит поворот зубчатого колеса 28 и подвижного стакана 18, жестко связанного с зубчатым колесом 28.
На цилиндрической части подвижного стакана 18 выполнена резьбовая часть 29, с которой взаимодействует закрепленная в неподвижном корпусе 25 ходовая гайка 30 с шагом, равным шагу нарезаемой резьбы, осуществляющая взаимосвязь поворота подвижного стакана 18 и его осевого перемещения. Как только подвижный стакан 18 начинает поворачиваться зубчатыми колесами 27 и 28, происходит также его осевое перемещение благодаря взаимодействию подвижного стакана 18 с ходовой гайкой 30. Таким образом реализуется движение формообразования при обработке резьбы, т.е. планетарное вращение при резьбонарезании строго согласовано с осевым перемещением.
Работа устройства
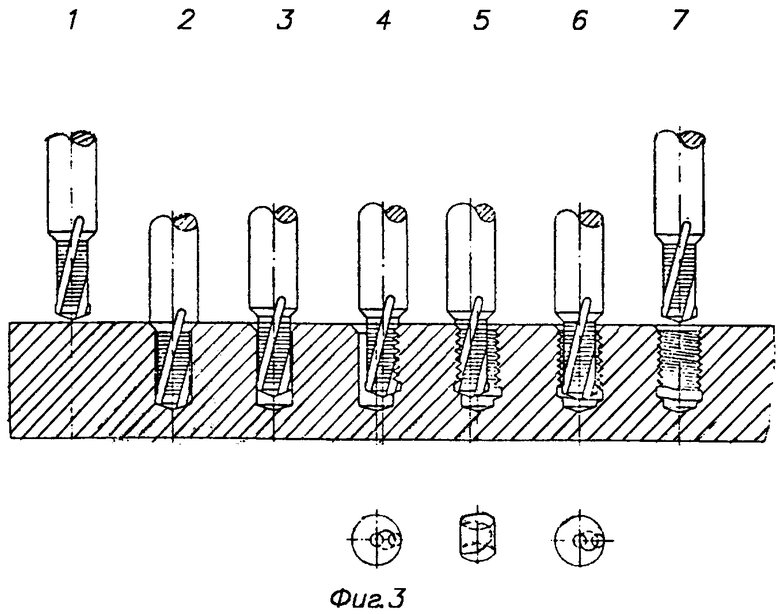
Технологический процесс обработки отверстий предлагаемым устройством на примере одного комбинированного инструмента изображен на фиг.3. Остальные комбинированные инструменты ведут обработку точно так же.
Работа резьбонарезного устройства происходит следующим образом. После включения шпинделя станка вращение передается через вал 1, зубчатые колеса 2, 3 и 4, вал 5 на зубчатые колеса 6, 7, 8 и 9 и далее комбинированным инструментам, находящимся на осях будущих отверстий (см. фиг.3.1). От механизма подачи станка шпиндельная бабка с закрепленным на ней резьбонарезным устройством перемещается в осевом направлении и происходит сверление отверстий (см. фиг.3.2).
Глубина сверления устанавливается механизмами станка.
Затем от механизма подачи станка комбинированные инструменты немного поднимаются в отверстиях (см. фиг.3.3). Далее происходит подача масла в гидроцилиндры 19 или 20 и благодаря воздействию торцов плунжеров гидроцилиндров на упор 21 осуществляется поворот поворотного стакана 17, смещение четырехгранного корпуса 14 по направляющим, которыми служат малая рамка 15 и большая рамка 16, и радиальное смещение комбинированных инструментов на величину врезания (см. фиг.3.4). Далее масло под давлением подается в полость поворотного гидроцилиндра 26, который поворачивает зубчатое колесо 27, а также через зубчатое колесо 28 осуществляет поворот подвижного стакана 18. Происходит планетарное вращение комбинированных инструментов (вращение с эксцентриситетом, равным величине врезания). Одновременно с вращением подвижного стакана 18 происходит его осевое перемещение благодаря взаимодействию с ходовой гайкой 30, имеющей тот же шаг, что и шаг нарезаемой резьбы. Благодаря взаимосвязанному перемещению и вращению осуществляется нарезание резьбы (см. фиг. 3.5). После упора кругового гидроцилиндра 26 в неподвижный корпус 25 цикл поворота заканчивается и заканчивается нарезание резьбы. Масло от насосной установки подается в полость гидроцилиндра 20 или 19, вследствие чего поворотный стакан 17 поворачивается, и оси комбинированных инструментов совмещаются с осями отверстий (см. фиг.3.6). Далее с помощью привода станка происходит вывод комбинированных инструментов из отработанных отверстий (см. фиг. 3.7). Цикл работы завершен. Для продолжения обработки следующих отверстий все механизмы станка и резьбонарезного устройства устанавливаются в исходное положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ И НАРЕЗАНИЯ РЕЗЬБЫ КОМБИНИРОВАННЫМ ИНСТРУМЕНТОМ | 1999 |
|
RU2168401C2 |
| ТОКАРНЫЙ СТАНОК | 1995 |
|
RU2087263C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1986 |
|
SU1823295A1 |
| Металлорежущий станок с устройством для автоматической смены инструмента | 1978 |
|
SU763067A1 |
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 1998 |
|
RU2146592C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ | 1992 |
|
RU2021092C1 |
| ПЛАНЕТАРНАЯ ГОЛОВКА ДЛЯ ПЕРЕКАТКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ПРУТКОВ | 1995 |
|
RU2100125C1 |
| РАДИАЛЬНО-ШАРНИРНО-СВЕРЛИЛЬНЫЙ СТАНОК | 2006 |
|
RU2336976C2 |
| УСТРОЙСТВО ДЛЯ ШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2176178C2 |
Изобретение относится к области машиностроения, обработке крепежных отверстий корпусных деталей. Устройство содержит неподвижный корпус, предназначенный для установки на шпиндельной бабке станка, подвижный стакан, установленный в отверстии неподвижного корпуса с возможностью поворота и осевого перемещения и имеющий резьбовую часть для взаимодействия с ходовой гайкой, и поворотный стакан, установленный с эксцентриситетом в отверстии подвижного стакана. Для повышения производительности обработки устройство снабжено связанным с поворотным стаканом посредством вала и установленным во взаимно перпендикулярных направляющих с возможностью перемещения по трем осям координат, расположенным вдоль оси устройства и перпендикулярно к ней четырехгранным корпусом с несколькими инструментами. 3 ил.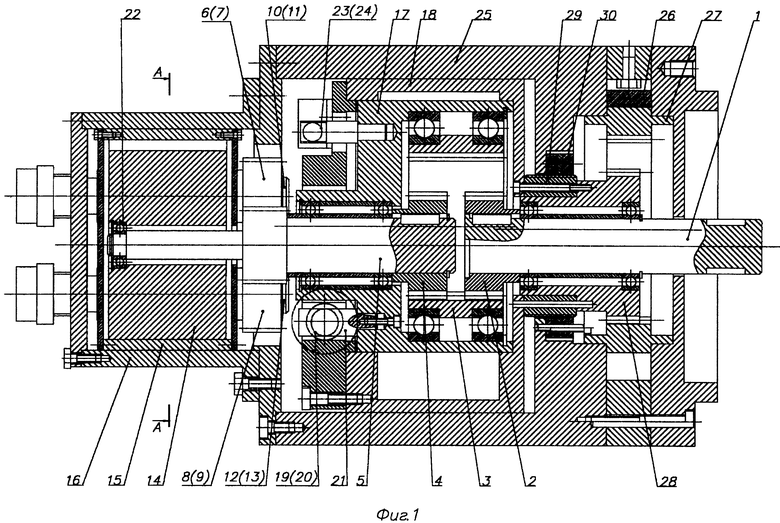
Устройство для многоинструментальной обработки отверстий комбинированным инструментом, отличающееся тем, что оно содержит неподвижный корпус, предназначенный для установки на шпиндельной бабке станка, подвижный стакан, установленный в отверстии неподвижного корпуса с возможностью поворота и осевого перемещения и имеющий резьбовую часть, предназначенную для взаимодействия с ходовой гайкой, закрепленной в неподвижном корпусе и имеющей шаг, равный шагу нарезаемой резьбы, поворотный стакан, установленный с эксцентриситетом в отверстии подвижного стакана с возможностью поворота и связанный посредством вала с четырехгранным корпусом, в котором размещены комбинированные инструменты, установленным с возможностью перемещения по трем осям координат, одна из которых расположена вдоль оси устройства, а две других - перпендикулярно к ней, по взаимно перпендикулярным направляющим, закрепленным на неподвижном корпусе.
| Ближайший аналог не обнаружен | |||
| US 5429459, 04.07.1995 | |||
| МНОГОШПИНДЕЛЬНАЯ РЕЗЬБОНАРЕЗНАЯ ГОЛОВКА | 0 |
|
SU205496A1 |
| 0 |
|
SU296626A1 | |
| ВСЕОСКХ----. .пм|ппш-'и;.;':^=;-:^-'-^:bS'ibJUiO': -J-'A_,_i | 0 |
|
SU359106A1 |
| Многошпиндельная резьбонарезная головка | 1984 |
|
SU1168364A1 |
| Устройство для фрезерования внутренней резьбы | 1985 |
|
SU1454590A1 |
| МНОГОШПИНДЕЛЬНАЯ ГОЛОВКА | 1991 |
|
RU2011480C1 |

