Изобретение относится к области металлургии, конкретнее к конструкции зонда для измерения давления газа в рабочем объеме металлургической печи.
Целью изобретения является повышение надежности работы зонда.
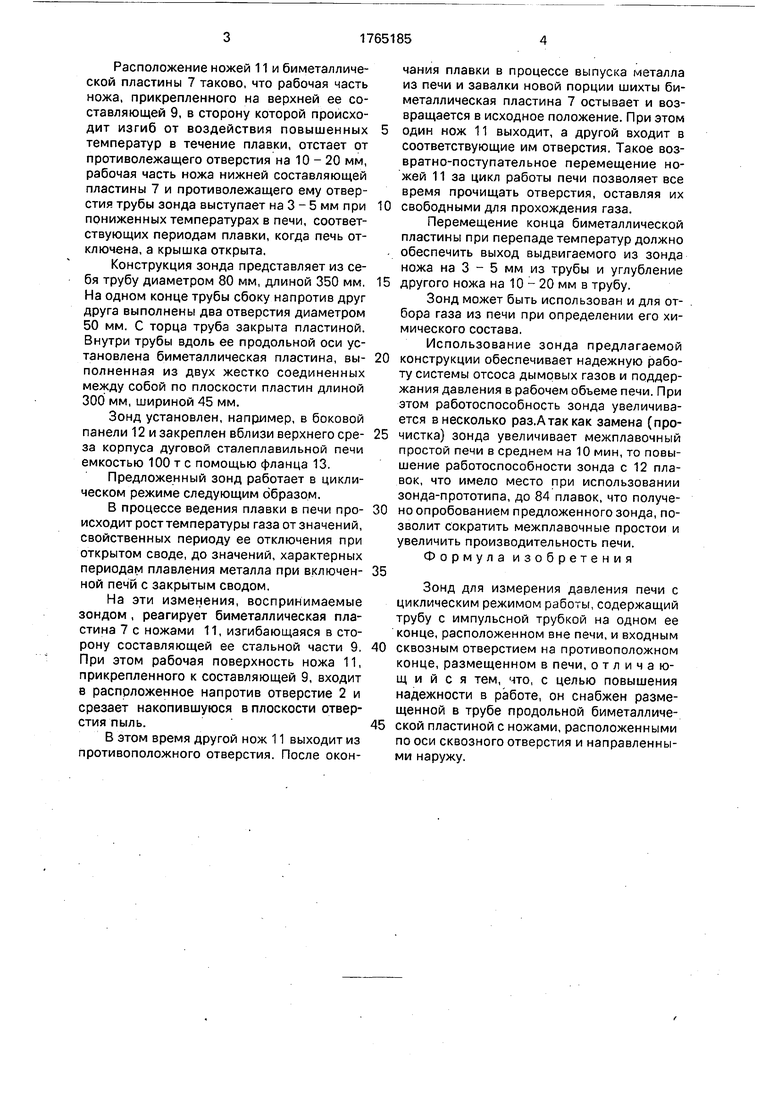
На фиг.1 представлен вертикальный разрез зонда, установленного в стеновой панели печи; на фиг.2 - вид на зонд сверху.
Зонд для измерения давления в печи с циклическим режимом работы содержит трубу 1 с входными отверстиями 2, выполненными на одном ее конце 3, располагаемом в рабочем объеме печи. На другом конце трубы 1, расположенном вне объема печи, имеется штуцер 5, соединяемый импульсной трубкой 6 со вторичным измерительным прибором, например типа Сапфир-22ДД (на фиг. 1 не показан). Труба
1 может быть выполнена как целиковой, так и составной, что позволяет при выходе рабочего конца 3 из строя быстро и без больших затрат привести зонд в работоспособное состояние. Внутри трубы 1 вдоль ее продольной оси расположена биметаллическая пластина 7, выполненная из двух слоев жестко соединенных между собой материалов с различным коэффициентом линейного расширения, например один слой 8 выполнен из меди, а другой слой 9 - из стали. Один конец пластины 7 жестко закреплен в обойме 10, установленной на конце 4 трубы 1 со стороны штуцера 5 с помощью установочной втулки и гайки.
На свободном конце пластины 7 закреплены ножи 11, выполненные в виде пластины с заточенными рабочими концами, обращенными к сквозным отверстиям 2, 4, расположенные по оси этих отверстий.
X
О
сг
«i 00 СП
Расположение ножей 11 и биметаллической пластины 7 таково, что рабочая часть ножа, прикрепленного на верхней ее составляющей 9, в сторону которой происходит изгиб от воздействия повышенных температур в течение плавки, отстает от противолежащего отверстия на 10-20 мм, рабочая часть ножа нижней составляющей пластины 7 и противолежащего ему отверстия трубы зонда выступает на 3 - 5 мм при пониженных температурах в печи, соответствующих периодам плавки, когда печь отключена, а крышка открыта.
Конструкция зонда представляет из себя трубу диаметром 80 мм, длиной 350 мм, На одном конце трубы сбоку напротив друг друга выполнены два отверстия диаметром 50 мм. С торца труба закрыта пластиной. Внутри трубы вдоль ее продольной оси установлена биметаллическая пластина, вы- полненная из двух жестко соединенных между собой по плоскости пластин длиной 300 мм, шириной 45 мм.
Зонд установлен, например, в боковой панели 12 и закреплен вблизи верхнего ере- за корпуса дуговой сталеплавильной печи емкостью 100 т с помощью фланца 13.
Предложенный зонд работает в циклическом режиме следующим образом.
В процессе ведения плавки в печи про- исходит рост температуры газа от значений, свойственных периоду ее отключения при открытом своде, до значений, характерных периодам плавления металла при включен- ной печи с закрытым сводом.
На эти изменения, воспринимаемые зондом, реагирует биметаллическая пластина 7 с ножами 11, изгибающаяся в сторону составляющей ее стальной части 9. При этом рабочая поверхность ножа 11, прикрепленного к составляющей 9, входит в расположенное напротив отверстие 2 и срезает накопившуюся в плоскости отверстия пыль.
В этом время другой нож 11 выходит из противоположного отверстия. После окончания плавки в процессе выпуска металла из печи и завалки новой порции шихты биметаллическая пластина 7 остывает и возвращается в исходное положение. При этом один нож 11 выходит, а другой входит в соответствующие им отверстия. Такое возвратно-поступательное перемещение ножей 11 за цикл работы печи позволяет все время прочищать отверстия, оставляя их свободными для прохождения газа.
Перемещение конца биметаллической пластины при перепаде температур должно обеспечить выход выдвигаемого из зонда ножа на 3 - 5 мм из трубы и углубление другого ножа на 10 - 20 мм в трубу.
Зонд может быть использован и для отбора газа из печи при определении его химического состава.
Использование зонда предлагаемой конструкции обеспечивает надежную работу системы отсоса дымовых газов и поддержания давления в рабочем объеме печи. При этом работоспособность зонда увеличивается в несколько раз.Атаккак замена (прочистка) зонда увеличивает межплавочный простой печи в среднем на 10 мин, то повышение работоспособности зонда с 12 плавок, что имело место при использовании зонда-прототипа, до 84 плавок, что получено опробованием предложенного зонда, позволит сократить межплавочные простои и увеличить производительность печи.
Формула изобретения
Зонд для измерения давления печи с циклическим режимом работы, содержащий трубу с импульсной трубкой на одном ее конце, расположенном вне печи, и входным сквозным отверстием на противоположном конце, размещенном в печи, отличающийся тем, что, с целью повышения надежности в работе, он снабжен размещенной в трубе продольной биметаллической пластиной с ножами, расположенными по оси сквозного отверстия и направленными наружу.
фцг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ И СПЛАВОВ | 1989 |
|
RU1716790C |
| Способ защиты электрода электродуговой печи от окисления | 1989 |
|
SU1700776A1 |
| СПОСОБ ЗАПУСКА ПРОЦЕССА ОЧИСТИТЕЛЬНОГО ВЫДЕЛЕНИЯ КРИСТАЛЛОВ АКРИЛОВОЙ КИСЛОТЫ ИЗ СУСПЕНЗИИ S ЕЕ КРИСТАЛЛОВ В МАТОЧНИКЕ | 2010 |
|
RU2551854C2 |
| СПОСОБ ЗАПУСКА ПРОЦЕССА ОЧИСТИТЕЛЬНОГО ВЫДЕЛЕНИЯ КРИСТАЛЛОВ АКРИЛОВОЙ КИСЛОТЫ ИЗ СУСПЕНЗИИ S ЕЕ КРИСТАЛЛОВ В МАТОЧНИКЕ | 2010 |
|
RU2655384C2 |
| Плавильная ванная печь | 1981 |
|
SU1013422A1 |
| Металлопровод | 1980 |
|
SU929314A2 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛУРГИЧЕСКИХ ЗАГОТОВОК, ФАСОННОГО ЛИТЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2573283C1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ ЖИДКОГО МЕТАЛЛА ГАЗОМ В КОВШЕ | 2023 |
|
RU2816707C1 |
| СПОСОБ ОБРАБОТКИ СВАРНЫХ ШВОВ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2005 |
|
RU2302929C2 |
| ГАЗОРАЗРЯДНАЯ ЛАМПА | 1991 |
|
RU2018185C1 |
Использование: измерение давления газа в рабочем объеме металлургической печи. Сущность изобретения: зонд содержит трубу 1 с импульсной трубкой 6 на одном конце, расположенном вне печи, и входным сквозным отверстием 2 на противоположном конце, размещенном в печи. Внутри трубы размещена биметаллическая пластина 7 из двух частей 8, 9, преобразующих тепловую энергию в механическую, перемещающую ножи 11, расположенные по оси сквозного отверстия, с направленными наружу заточенными концами. 2 ил.
Фиг. 2
| Сидоренко М,Ф, и Косырев А.И | |||
| Автоматизация и механизация электростола плавильного и ферросплавного производства | |||
| - М.: Металлургия, 1975, с.74 -75 | |||
| Каплан В.Г | |||
| и Спивак Э.И | |||
| Методика испытания нагревательных печей в черной металлургии.-М.: Металлургия, 1970, с,30-35. |
