Предлагаемое изобретение относится к области металлургии; в частности, к термической обработке деталей из никелевых сплавов, например, дисков и лопаток авиационных двигателей.
Известные способы упрочнения изделий на никелевой основе в процессе термической обработки предусматривают проведение закалки и старения в несколько стадий.
К недостатку указанных способов относится непостоянство проявления эффекта упрочнения.
Целью предлагаемого изобретения является повышение жаропрочности и пластичности.
Предлагаемый способ изготовления деталей приведен в принципиальных схемах на фиг. 1, 2 и 3.
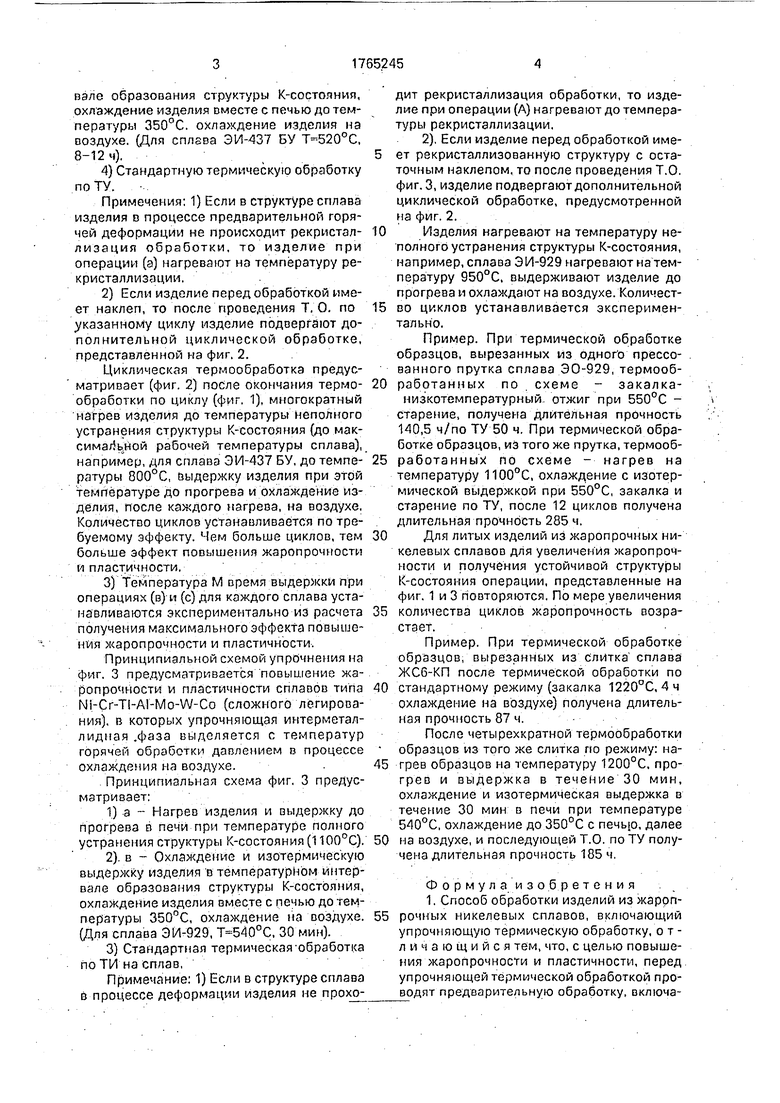
Принципиальной схемой упрочнения рис. 1 предусматривается упрочнение изделия за счет структуры К-состоянич перед термической обработкой из сплавов типа NI-Cr-TI-AI, в которых упрочняющая интер- металлидная фаза NisfTIAI) выделяется в структуре сплава в процессе старения
Принципиальная схема (рис. 1) предусматривает:
1)а - Нагрев изделия и выдержку до прогрева в печи при температуре полного устарения структуры К-состояния (1100°С).
2)в - Охлаждение и изотермическую выдержку в печи при температуре максимального выделения интерметаллидной фазы (Для сплава ЭМ-437 БУ Т 760°С, 8- -12ч.
3)с - Охлаждение и изотермическую выдержку изделия в температурном интервале образования структуры К-состолния, охлаждение изделия вместе с печью до температуры 350°С. охлаждение изделия на воздухе. (Для сплава ЭИ-437 БУ Т -520°С, 8-12 ч).
4) Стандартную термическую обработку по ТУ.
Примечания: 1) Если в структуре сплава изделия в процессе предварительной горячей деформации не происходит рекристаллизация обработки, то изделие при операции (а) нагревают на температуру рекристаллизации.
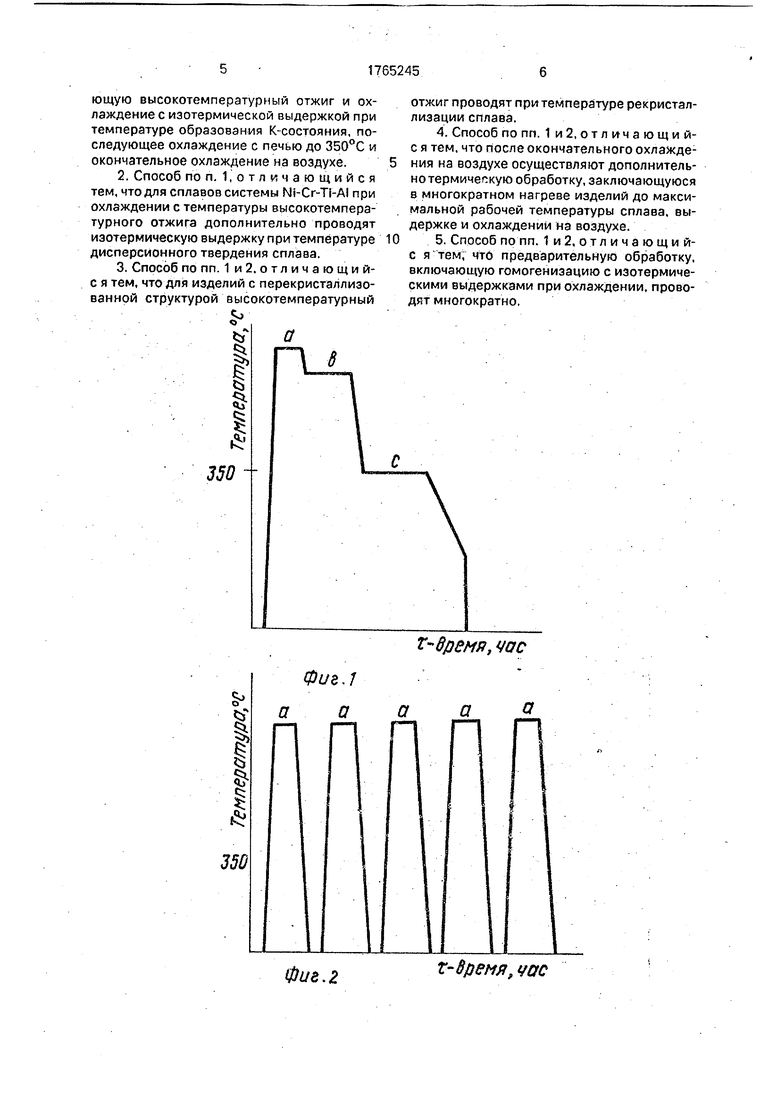
2)Если изделие перед обработкой имеет наклеп, то после проведения Т. О. по указанному циклу изделие подвергают дополнительной циклической обработке, представленной на фиг. 2.
Циклическая термообработка предусматривает (фиг. 2) после окончания термообработки по циклу (фиг. 1), многократный нагрев изделия до температуры неполного устранения структуры К-состояния (до мак- рабочей температуры сплава), например, для сплава 314-437 БУ, до температуры 800°С, выдержку изделия при этой температуре до прогрева и охлаждение изделия, после каждого нагрева, на воздухе, Количество циклов устанавливается по требуемому эффекту. Чем больше циклов, тем больше эффект повышения жаропрочности и пластичности.
3)Температура М время выдержки при операциях (в) и (с) для каждого сплава устанавливаются экспериментально из расчета получения максимального эффекта повышения хоропрочности и пластичности.
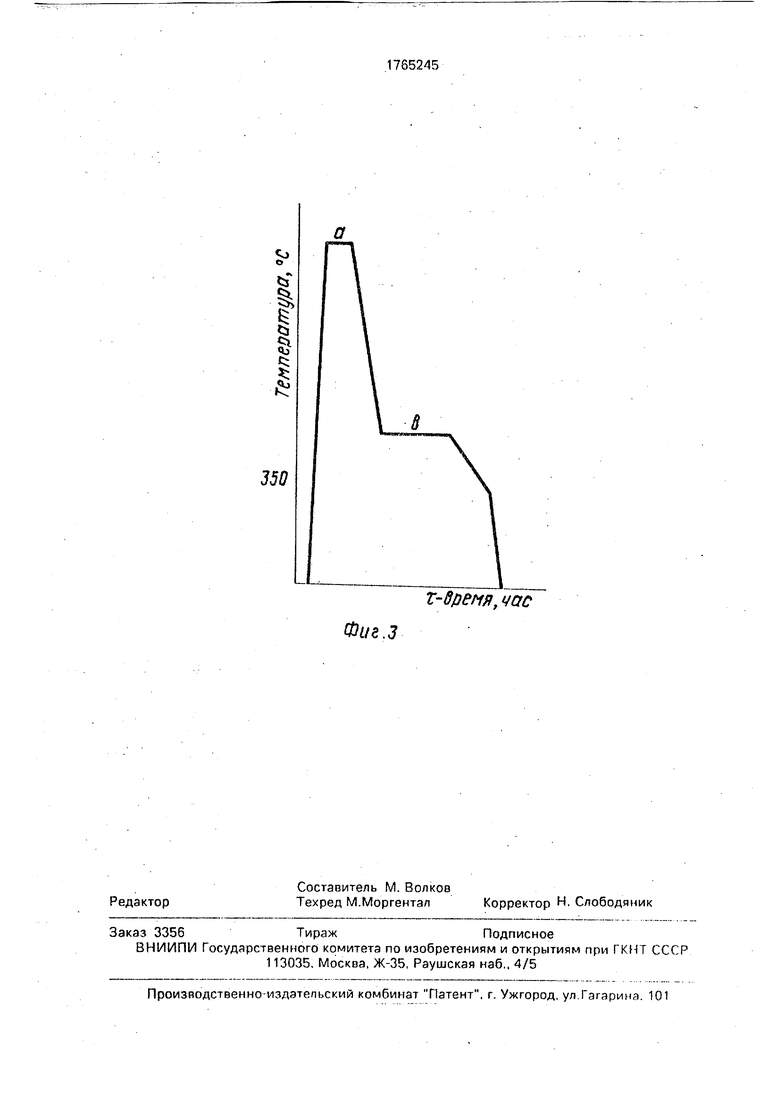
Принципиальной схемой упрочнения на фиг. 3 предусматривается повышение жаропрочности и пластичности сплавов типа Ni-Cr-Ti-A -Mo-W-Co (сложного легирования), в которых упрочняющая интерметал- лидная .фаза выделяется с температур горячей обработки давлением в процессе охлаждений на воздухе.
Принципиальная схема фиг. 3 предусматривает1
1)а - Нагрев изделия и выдержку до прогрева в печи при температуре полного устранения структуры К-состояния (1100°С).
2)в - Охлаждение и изотермическую выдержку изделия в температурном интервале образования структуры К-состояния, охлаждение изделия вместе с печью до температуры 350°С, охлаждение на воздухе. (Для сплава ЭИ-929, Т 540°С, 30 мин).
3)Стандартная термическая обработка по ТИ на сппав,
Примечание: 1) Если в структуре сплава в процессе деформации изделия не прохр -
дит рекристаллизация обработки, то изделие при операции (А) нагревают до температуры рекристаллизации,
2) Если изделие перед обработкой имеет рекристаллизованную структуру с остаточным наклепом, то после проведения Т.О. фиг. 3, изделие подвергают дополнительной циклической обработке, предусмотренной на фиг. 2.
Изделия нагревают на температуру неполного устранения структуры К-состояния, например, сплава ЭИ-929 нагревают на температуру 950°С, выдерживают изделие до прогрева и охлаждают на воздухе. Коли ество циклов устанавливается экспериментально.
Пример. При термической обработке образцов, вырезанных из одного прессованного прутка сплава ЭО-929, термообработанных по схеме - закалка- низкотемпературный отжиг при 550°С - старение, получена длительная прочность 140,5 ч/по ТУ 50 ч. При термической обработке образцов, из того же прутка, термообработанных по схеме - нагрев на температуру 1100°С, охлаждение с изотермической выдержкой при 550°С, закалка и старение по ТУ, после 12 циклов получена длительная прочность 285 ч,
Для литых изделий из жаропрочных никелевых сплавов для увеличения жаропрочности и получения устойчивой структуры К-состояния операции, представленные на фиг. 1 и 3 повторяются. По мере увеличения
количества циклов жаропрочность возрастает.
Пример. При термической обработке образцов, вырезанных из слитка сплава ЖС6-КП после термической обработки по
стандартному режиму (закалка 1220°С, 4 ч охлаждение на воздухе) получена длительная прочность 87 ч.
После четырехкратной термообработки образцов из того же слитка по режиму: нагрев образцов на температуру 1200°С, прогрев и выдержка в течение 30 мин, охлаждение и изотермическая выдержка в течение 30 мин в печи при температуре 540°С, охлаждение до 350°С с печью, далее
на воздухе, и последующей Т.О. по ТУ получена длительная прочность 185 ч
Формула изобретения 1. Способ обработки изделий из жароп- рочных никелевых сплавов, включающий упрочняющую термическую обработку, о т - л и ч а ю щ и и с я тем, что, с целью повышения жаропрочности и пластичности, перед упрочняющей термической обработкой проводят предварительную обработку, включающую высокотемпературный отжиг и охлаждение с изотермической выдержкой при температуре образования К-состояния, последующее охлаждение с печью до 350°С и окончательное охлаждение на воздухе.
2.Способ по п. 1,отличающийся тем, что для сплавов системы Ni-Cr-Ti-AI при охлаждении с температуры высокотемпературного отжига дополнительно проводят изотермическую выдержку при температуре дисперсионного твердения сплава.
3.Способ по пп. 1 и 2. о т л и ч а ю щ и й- с я тем, что для изделий с перекристаллизованной структурой высокотемпературный
0
отжиг проводят при температуре рекристаллизации сплава.
4.Способ по пп. 1 и2,отличающий- с я тем, что после окончательного охлаждения на воздухе осуществляют дополнительно термическую обработку, заключающуюся в многократном нагреве изделий до максимальной рабочей температуры сплава, выдержке и охлаждении на воздухе.
5.Способ по пп. 1 и 2, о т л и ч а ю щ и й- с я тем; что предварительную обработку, включающую гомогенизацию с изотермическими выдержками при охлаждении, проводят многократно.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий из жаропрочных никелевых сплавов | 1969 |
|
SU1765246A1 |
| Способ изготовления изделий из жапропрочных никелевых сплавов | 1969 |
|
SU1765248A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ МОНОКРИСТАЛЛИЧЕСКИХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2007 |
|
RU2353701C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2004 |
|
RU2256722C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЖАРОПРОЧНЫХ, ДЕФОРМИРУЕМЫХ, ДИСПЕРСИОННО-ТВЕРДЕЮЩИХ СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ | 2004 |
|
RU2256723C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА ИЗ ВЫСОКОЛЕГИРОВАННОГО ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2004 |
|
RU2256721C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ОТЛИВКИ ИЗ ЖАРОПРОЧНОГО МОНОКРИСТАЛЛИЧЕСКОГО НИКЕЛЕВОГО СПЛАВА | 2003 |
|
RU2230821C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ДЕТАЛЕЙ, ВЫПОЛНЕННЫХ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ, ПЕРЕД ИХ СОЕДИНЕНИЕМ В ПАЯНО-СВАРНУЮ КОНСТРУКЦИЮ | 2011 |
|
RU2464142C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2008 |
|
RU2371512C1 |
| Способ обработки изделий из жапрочных никелевых сплавов | 1969 |
|
SU1765247A1 |
Изобретение относится к металлургии. Изделия подвергают высокотемпературному отжигу и охлаждению с изотермической выдержкой при температуре образования К-состояния, последующее охлаждение с печыо до 350°С и окончательное охлаждение на воздухе, после чего проводят упрочняющую термическую обработку. Для сплавов системы -C-T-AI при охлаждении с температуры высокотемпературного отжига дополнительно проводят изотермическую выдержку при температуре дисперсионного твердения сплава. Для изделий с перекристаллизованной структурой из сплавов данной системы высокотемпературный отжиг ведут при температуре кристаллизации сплава; после окончательного охлаждения на воздухе может быть проведена дополнительно термообработка, заключающаяся в многократном нагреве изделий до максимальной рабочей температуры сплава, выдержке и охлаждении на воздухе, а предварительную обработку, заключающуюся в гомогенизации с изотермическими выдержками при охлаждении, проводят многократно. Способ позволяет повысить жаропрочность и пластичность сплава. 3 ил. С/ С
а Vl
Фиг.
Фиг. 2
-время, час
-8реня, час
I
I
350
Фиг.з
т-дреня, час
| Химушин Ф | |||
| Ф | |||
| Жаропрочные стали и сплавы, М., Металлургия, 1969, с | |||
| Ветроэлектрическая силовая установка | 1921 |
|
SU378A1 |
