Предлагаемое изобретение относится к области металлургии, в частности, к обработке давлением жаропрочных никелевых сплавов.
Известный способ изготовления деталей из никелевых сплавов предусматривает нагрев заготовки до температуры наилучшей пластичности, деформацию заготовки до заданной формы и размеров (напри- мерО ковкой, штамповкой, прессованием, прокаткой), охлаждение изделия после деформации на воздухе и последующую термическую обработку.
Характерной особенностью деформирования сплавов на никелевой основе является их низкая технологическая пластичность и образование в процессе деформации на поверхности деформированных изделий трещин.
Целью изобретения является снижение брака при деформации за счет повышения технологической пластичности.
Предлагаемый способ изготовления деталей из сплавов на никелевой основе приведен в принципиальных схемах на фиг.1, 2 иЗ.
Принципиальной схемой (фиг.1) предусматривается обработка сплавов системы Ni- Cr-Ti-AI перед деформированием. В этих сплавах упрочняющая интерметаллидная фаза выделяется в процессе старения, Схема предусматривает:
1. а) - нагрев заготовки и выдержку до прогрева при температуре 1100-1150°С,
1
О
ел го
-N
00
2.b) - перенос изделия и выдержку в печи в температурном интервале максимального дисперсионного твердения. Время выдержки устанавливается из расчета получения максимальной плотности и твер- дости матрицы,
3.с) - перенос изделия в печь и изотермическую выдержку в температурном интервале образования структуры «-состояния (Т 450-550°С, г 8-12ч),охлажде- ние с печью до 350°С, далее на воздухе.
4.Повторные нагревы по указанному циклу.
5.Пластическую деформацию и упрочняющую термическую обработку.
Примечание. Количество циклов устанавливается экспериментально.
Принципиальной схемой упрочнения (фиг.2) предусматривается обработка перед деформированием деталей из сплавов сие- темы Ni-Cr-TI-AI-Mo-W-Co, в которых упроч- няющая интерметаллидная фаза выделяется в процессе охлаждения на воздухе.
Принципиальная схема фиг.2 предус- матривает:
1.а) - нагрев заготовки и выдержку при 1100-11500C,
2.b) - перенос изделия в печь и изотермическую выдержку в температурном интервале образования структуры К-состо- яния, (Т 500-550°С, г 1-3 ч), охлаждение
с печью до 350°С, далее на воздухе.
3.Повторные нагревы по указанному циклу.
4.Пластическую деформацию и упрочняющую термообработку.
Примечания: 1) количество циклов устанавливается экспериментально.
2)Разрешается после нагрева загото- вок и выдержки при 1100-1150°С охлаждения заготовки проводить на воздухе.
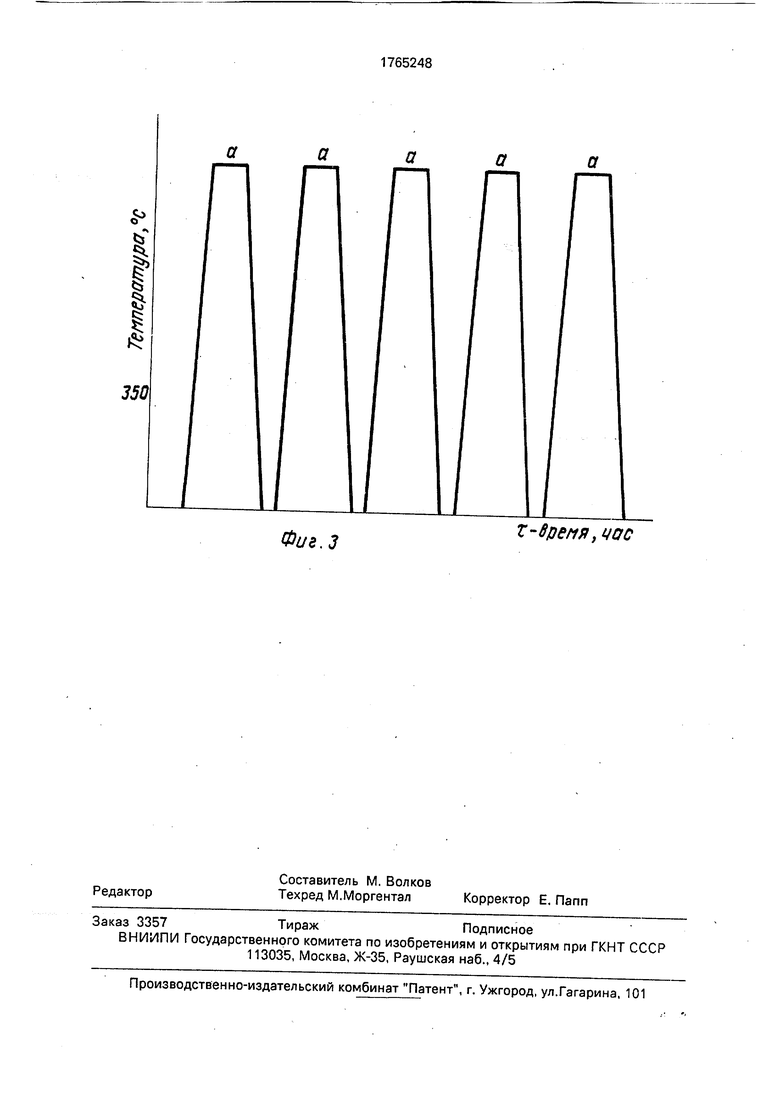
3)Допускается также производить повторные нагревы (после первого цикла) по
принципиальной схеме фиг.З, предусматривающей многократный нагрев заготовки до температуры неполного устранения «-состояния (800-1000°С), выдержку и охлаждение на воздухе.
П р и м е р. В процессе прессования прутков из сплава Ж С 6-КП,0 20-2 5 мм с контейнера ,0т 75 мм из литых заготовок имел место высокий процент брака, прутки в процессе прессования разваливались на части.
После проведения предварительной дополнительной термоциклической обработки по схеме фиг.2 с пятикратным нагревом на температуру 1100°С все заготовки прессовались без брака, причем разнозернистость исчезла.
Формула изобретения
1.Способ изготовления изделий из жаропрочных никелевых сплавов, включающий горячую пластическую деформацию литой заготовки и упрочняющую термическую обработку, отличающийся тем, что, с целью снижения брака при деформации за счет повышения технологической пластичности, перед деформацией проводят дополнительную термоциклическую обработку с циклом, включающим высокотемпературный отжиг при 1100-1150°С, последующее охлаждение с изотермической выдержкой в температурном интервале образования структуры К-состояния, дальнейшее охлаждение с печью до 350°С, далее на воздухе.
2.Способ по п. 1,отличающийся тем, что для сплавов системы Ni-Cr-Ti-AI цикл дополнительно включает при охлаждении после высокотемпературного отжига изотермическую выдержку при температуре дисперсионного твердения сплава.
3.Способ по пп.1 и 2, о т л и ч а ю щ и й- с я тем, что цикл дополнительно включает после окончательного охлаждения на воздухе многократный нагрев до 800-1000°С, выдержку и охлаждение на воздухе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий из жаропрочных никелевых сплавов | 1969 |
|
SU1765246A1 |
| Способ обработки изделий из жаропрочных никелевых сплавов | 1969 |
|
SU1765245A1 |
| СПОСОБ УПРОЧНЕНИЯ ДИСПЕРСИОННО-ТВЕРДЕЮЩИХ СПЛАВОВ | 2008 |
|
RU2399684C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ВЫСОКОЛЕГИРОВАННЫХ СПЛАВОВ | 1993 |
|
RU2088363C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2004 |
|
RU2256722C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ДЕТАЛЕЙ, ВЫПОЛНЕННЫХ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ, ПЕРЕД ИХ СОЕДИНЕНИЕМ В ПАЯНО-СВАРНУЮ КОНСТРУКЦИЮ | 2011 |
|
RU2464142C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ВЫСОКОЛЕГИРОВАННОГО ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2008 |
|
RU2368695C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2008 |
|
RU2371512C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА ИЗ ВЫСОКОЛЕГИРОВАННОГО ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2004 |
|
RU2256721C1 |
| Способ получения сложнопрофильных изделий из высоколегированных жаропрочных никелевых сплавов, содержащих более 30% упрочняющей γ'-фазы | 2021 |
|
RU2753103C1 |

Изобретение относится к металлургии, в частности к обработке давлением жаропрочных никелевых сплавов. Литую заготовку подвергают термоциклической обработке с циклом, включающим высокотемпературный отжиг при 1100-1150°С, последующее охлаждение с изотермической выдержкой в температурном интервале образования структуры К-состояния, дальнейшее охлаждение с печью до 350°С, далее на воздухе. Затем проводят горячую пластическую деформацию заготовки и последующую упрочняющую термообработку. Для сплавов системы - С - Т - AI цикл дополнительно включает при охлаждении после высокотермического отжига изотермическую выдержку при температуре дисперсионного твердения сплава. Цикл дополнительно для сплавов указанной системы может включать после окончательного охлаждения на воздухе многократный нагрев до 800-1000°С, выдержку и охлаждение на воздухе. Способ позволяет снизить брак при деформировании за счет повышения технологической пластичности.3 ил. Ё
Фиг.З.
о
о
I
I
350т-Время, час
Фиг. 2
т-8репя,чс1С
Фиг.З
т-#реня, цос
| Химушин Ф.Ф | |||
| Жаропрочные стали и сплавы | |||
| М.: Металлургия, 1969, с.129. |
