Изобретение относится к области металлургии, в частности к способу получения изделий из жаропрочных сплавов на никелевой основе, применяемых в авиации, ракетостроении, теплоэнергетике.
Известен способ изготовления прутков и профилей из жаропрочных труднодеформируемых сплавов на никелевой основе путем отжига литых заготовок при температуре выше точки растворимости γ'-фазы при 1200÷1230°С с выдержкой 2÷3 ч, охлаждения с печью со скоростью 0,3÷1°С/ч до температуры 950÷750°С и последующего охлаждения на воздухе до комнатной температуры, обеспечивающей дисперсное распределение γ'-фазы, нагрева заготовок до температуры 1100÷1140°С, подпрессовки их в закрытом объеме со степенью деформации 15÷20% с выдержкой под полным усилием в течение 10÷20 с и горячего прессования при температуре 1120÷1160°С через плоскую матрицу с применением пластичной шайбы, устанавливаемой на заходный торец матрицы, со скоростью 1,8÷6 м/мин (а.с. СССР №473538).
Способ не обеспечивает устранения трещин и предотвращения оплавления при нагреве слитков, полного растворения избыточных фазовых составляющих в процессе гомогенизации, снижения сопротивления деформации и усилий прессования, формирования однородного ультрамелкого зерна величиной менее 10 мкм и повышения КИМ, достижения сверхпластичности в прессованных прутках.
Известен способ изготовления изделий из жаропрочных сплавов, заключающийся в нагреве слитка до температуры выше Тпрγ', штамповки заготовки при температуре ниже Тпрγ' с суммарной степенью деформации  и скоростью деформации
и скоростью деформации  , отжига деформированной заготовки при температуре выше Тпрγ' с последующим охлаждением заготовки в интервале выделения
, отжига деформированной заготовки при температуре выше Тпрγ' с последующим охлаждением заготовки в интервале выделения  γ'-фазы со скоростью менее 56°С/ч для получения перестаренной структуры, горячей штамповки заготовки со степенью деформации
γ'-фазы со скоростью менее 56°С/ч для получения перестаренной структуры, горячей штамповки заготовки со степенью деформации  скоростью деформации
скоростью деформации  , где Тпрγ' - температура полного растворения γ'-фазы. Затем заготовку деформируют в изотермических условиях и подвергают термообработке (патент США №5693159).
, где Тпрγ' - температура полного растворения γ'-фазы. Затем заготовку деформируют в изотермических условиях и подвергают термообработке (патент США №5693159).
Недостатками этого способа являются необходимость использования для изготовления изделий, в частности диска, слитков со сравнительно мелкозернистой структурой, не обеспечивается устранение трещин и предотвращение оплавления при нагреве слитков, невозможность осадки слитка при температуре выше Тпрγ' для большинства высоколегированных труднодеформируемых никелевых сплавов, большая трудоемкость процесса, отсутствие эффекта сверхпластичности.
Наиболее близким по технической сущности и достигаемому эффекту является способ изготовления диска из высоколегированного жаропрочного никелевого сплава, включающий операции:
трехступенчатый отжиг слитка, при котором на первой ступени слиток нагревают до температуры не более 40°С выше Тпрγ', выдерживают при этой температуре не менее 6 часов и охлаждают до температуры второй ступени, которая на 20-50°С ниже Тпрγ', выдерживают при этой температуре не менее 3 часов и охлаждают до температуры третьей ступени, которая на 60-100°С ниже Тпрγ', выдерживают при этой температуре не менее 3 часов и охлаждают со скоростью 20-60°С/ч до температуры на 200-300°С ниже Тпрγ', охлаждают слиток на воздухе, осуществляют предварительную деформацию путем прессования при температуре на 70-100°С ниже Тпрγ', окончательную деформацию штамповкой со скоростью не менее 10-4c-1 при температуре на 50-120°С ниже Тпрγ' в изотермических условиях и термическую обработку (патент РФ №2256721).
К недостаткам способа прототипа следует отнести: образование трещин и оплавление структуры в слитке при нагреве до первой ступени трехступенчатого (гомогенизирующего) отжига, неполное растворение избыточных фазовых составляющих сплава в процессе отжига, низкая технологическая пластичность слитка, образование грубых трещин и высокий уровень усилий при прессовании слитка, структурная неоднородность и низкий КИМ при получении мерных заготовок из прессованного прутка в жаропрочных сплавах с содержанием упрочняющей γ'-фазы более 40%.
Технической задачей предлагаемого изобретения является разработка способа изготовления изделия из жаропрочных никелевых сплавов, обеспечивающего предотвращение образования трещин и оплавления при нагреве слитков, полное растворение избыточных фазовых составляющих в процессе гомогенизирующего отжига слитков, обеспечение прессования слитков со снижением сопротивления и усилий деформации, формирование ультрамелкого зерна величиной менее 10 мкм, достижение эффекта сверхпластичности, повышение коэффициента использования металла при изготовлении прессованного изделия.
Для достижения поставленной задачи предложен способ получения изделия из жаропрочного никелевого сплава, включающий многоступенчатый отжиг слитка, деформацию в двухфазной области и термическую обработку, отличающийся тем, что на первой ступени отжига слиток нагревают до температуры, которая на 665÷785°С ниже температуры полного растворения γ'-фазы, выдерживают при этой температуре не более 3 часов, нагревают со скоростью 60÷80°С/ч до температуры второй ступени, которая на 5÷15°С ниже температуры полного растворения γ'-фазы, выдерживают при этой температуре не более 5 часов, нагревают до температуры третьей ступени, которая на 5÷15°С выше температуры полного растворения γ'-фазы, выдерживают при этой температуре не более 2,5 часов, нагревают до температуры четвертой ступени, которая на 35÷45°С выше температуры полного растворения γ'-фазы, выдерживают при этой температуре не более 16 часов, охлаждают со скоростью 15÷30°С/ч до температуры пятой ступени, которая на 25÷45°С ниже температуры полного растворения γ'-фазы, выдерживают при этой температуре не более 5 часов, охлаждают со скоростью 15÷30°С/ч до температуры шестой ступени, которая на 55÷85°С ниже температуры полного растворения γ'-фазы, выдерживают при этой температуре не более 5 часов, охлаждают со скоростью 15÷30°С/ч до температуры седьмой ступени, которая на 165÷195°С ниже температуры полного растворения γ'-фазы, выдерживают при этой температуре не более 2 часов, охлаждают на воздухе, перед деформацией осуществляют нагрев слитка до температуры на 665÷785°С ниже температуры полного растворения γ'-фазы, выдерживают при этой температуре не более 3 часов, нагревают со скоростью 60÷80°С/ч до температуры на 45÷65°С ниже температуры полного растворения γ'-фазы и выдерживают при этой температуре не более 8 часов, а деформацию осуществляют путем прессования слитка со скоростью 50÷70 мм/с и степенью деформации 60÷70%.
Термическую обработку прессованного изделия осуществляют путем нагрева до температуры на 45÷65°С ниже температуры растворения γ'-фазы, выдержки не более 6 часов и охлаждения с печью со скоростью 30÷60°С/ч до температуры 800÷900°С и далее на воздухе.
При необходимости прессованное изделие подвергают правке путем нагрева до температуры на 45÷65°С ниже температуры полного растворения γ'-фазы, выдержки 1÷3 часа и деформации со степенью 1÷10%.
Нагрев слитка на первой ступени отжига до температуры, которая на 665÷785°С ниже Тпрγ', и время выдержки не более 3 часов обеспечивают предварительный прогрев объема слитка без образования термических трещин. Нами установлено, что нагрев слитка при температурах 600÷700°С, что на 465÷585°С ниже Тпрγ', способствует образованию в структуре сплавов, содержащих более 40% упрочняющей γ'-фазы, «К-состояния» (ближнего порядка), которое резко понижает пластичность и, в сочетании с термическими напряжениями, приводит к образованию грубых трещин, как и нагрев до более высоких температур. Последующий нагрев слитка с оптимальных, согласно данному изобретению, температур на 665÷785°С ниже Тпрγ' со скоростью 60÷80°С/ч до температуры второй ступени обеспечивает быстрое прохождение опасного интервала до температур, которые расположены выше критической температуры - температуры начала растворения γ'-фазы (на 295÷335°С ниже Тпрγ'), где повышается пластичность металла и, несмотря на термический градиент, происходит релаксация напряжений без образования трещин.
Ступенчатый нагрев слитка при температуре второй ступени на 5÷15°С ниже Тпрγ' с выдержкой не более 5 часов предотвращает оплавление при температурах в двухфазной области, а нагрев при температуре третьей ступени на 5÷15°С выше Тпрγ' с выдержкой не более 2,5 часов предотвращает оплавление при температурах в однофазной области. Отсутствие любой из этих ступеней нагрева приводит к оплавлению структуры, а длительность выдержки более 5 и 2,5 часов при каждой из ступеней соответственно являются нецелесообразными. Нагрев слитка в однофазной области до температуры четвертой ступени на 35÷45°С выше Тпрγ' и выдержка до 16 часов обеспечивают растворение избыточных фазовых составляющих и выравнивание легирующих элементов твердого раствора сплава. Превышение температуры четвертой ступени может вызвать оплавление, а более низкие температуры не обеспечивают растворения избыточных фазовых составляющих. Длительность выдержки свыше 16 часов является нецелесообразной. Трехступенчатое охлаждение (ступени пятая, шестая и седьмая) с заданной скоростью 15÷30°С/ч и длительностью выдержки позволяет получить структуру с однородными укрупненными внутри литых зерен слитка выделениями частиц γ'-фазы размером не менее 1,0 мкм как в осях, так и в межосных промежутках, способствует выделению боридной фазы по границам зерен, что значительно повышает пластичность сплава, снижает сопротивление при последующей деформации и обеспечивает формирование в прессованном изделии ультрамелкозернистой структуры с величиной зерна γ'-фазы менее 10 мкм контролируемой динамической рекристаллизацией при прессовании в двухфазной области при температурах на 45÷65°С ниже Тпрγ'. Повышение или понижение температурных ступеней в процессе охлаждения слитка, устранение любой из ступеней, как и повышение скорости охлаждения между ними, приводят к неоднородному выделению частиц γ'-фазы, сохранению мелких частиц γ'-фазы в осях дендритов, получению в прессованном изделии неоднородной структуры с нерекристаллизованными участками в зонах с мелкими частицами γ'-фазы после прессования при температурах двухфазной области и отсутствию сверхпластичности. Повышение длительности изотермической выдержки между ступенями в процессе охлаждения слитка является нецелесообразным. Прессование слитка при температурах на 35÷45°С выше Тпрγ' приводит к формированию неоднородного микрозерна величиной более 30 мкм и образованию грубых поверхностных трещин, а при прессовании слитка ниже оптимальных, согласно предлагаемому способу, температур резко возрастают усилия деформации. Прессование со скоростью менее 50 мм/с и/или со степенью деформации менее 60% приводит к понижению температуры слитка и резкому возрастанию сопротивления деформации, вплоть до невозможности получения прессованного изделия. Прессование со скоростью более 70 мм/с и/или со степенью деформации более 70% вызывают тепловой разогрев и формирование неоднородного микрозерна величиной более 30 мкм.
Применение термической обработки прессованного изделия с нагревом до температуры на 45÷65°С ниже Тпрγ', с выдержкой не более 6 часов и охлаждением с печью со скоростью 30÷60°С/ч до температур 800÷900°С и далее на воздухе обеспечивает улучшение механической обработки поверхности под ультразвуковой контроль без изменения размера ультрамелкого зерна величиной менее 10 мкм. Наличие в прессованном изделии зерна величиной менее 10 мкм обеспечивает высокую пластичность вплоть до сверхпластичности при дальнейшем изготовлении штамповок дисков и раскатанных кольцевых деталей из них.
Правка прессованного изделия в пределах требуемой незначительной (1÷10%) степени деформации необходима для устранения кривизны с целью повышения выхода годного при дальнейшей разрезке прессованного изделия на мерные заготовки. Перед деформацией осуществляют нагрев прессованного изделия до температуры на 45÷65°С ниже температуры полного растворения γ'-фазы и выдержку 1÷3 часа с целью сохранения ультрамелкого зерна и высокой технологической пластичности.
Примеры осуществления.
Предложенный способ был реализован при получении прессованных изделий (прутков) диаметром 160 мм, длиной 2600÷3100 мм и весом 350÷420 кг из слитков диаметром 320 мм вакуумно-дугового переплава (ВДП) жаропрочных никелевых сплавов ЭК151 и ВЖ175.
В выплавленных слитках количество γ'-фазы составляло 48% и 50%, температура полного растворения γ'-фазы - 1165°С и 1185°С, температура начального оплавления - 1160°С и 1180°С при температурах солидуса - 1250°С и 1275°С для сплавов ЭК151 и ВЖ175 соответственно.
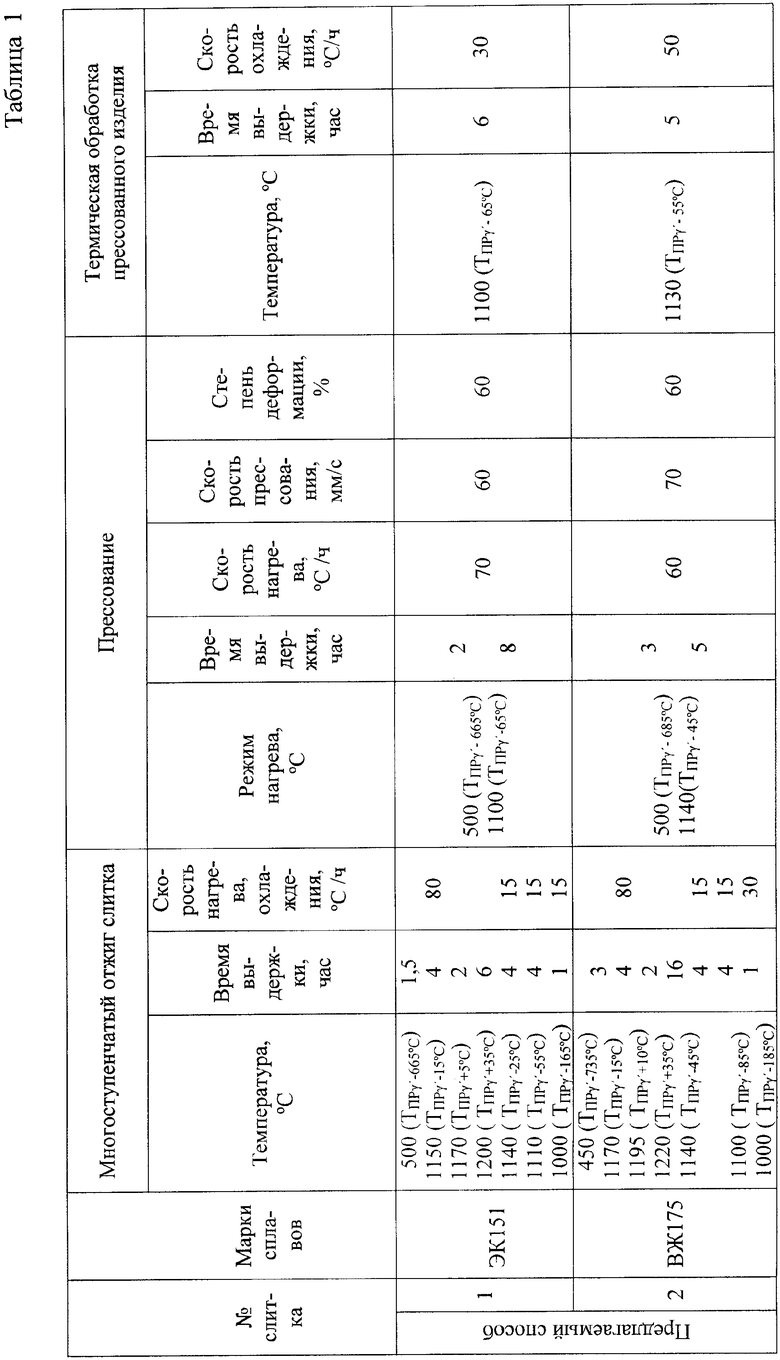
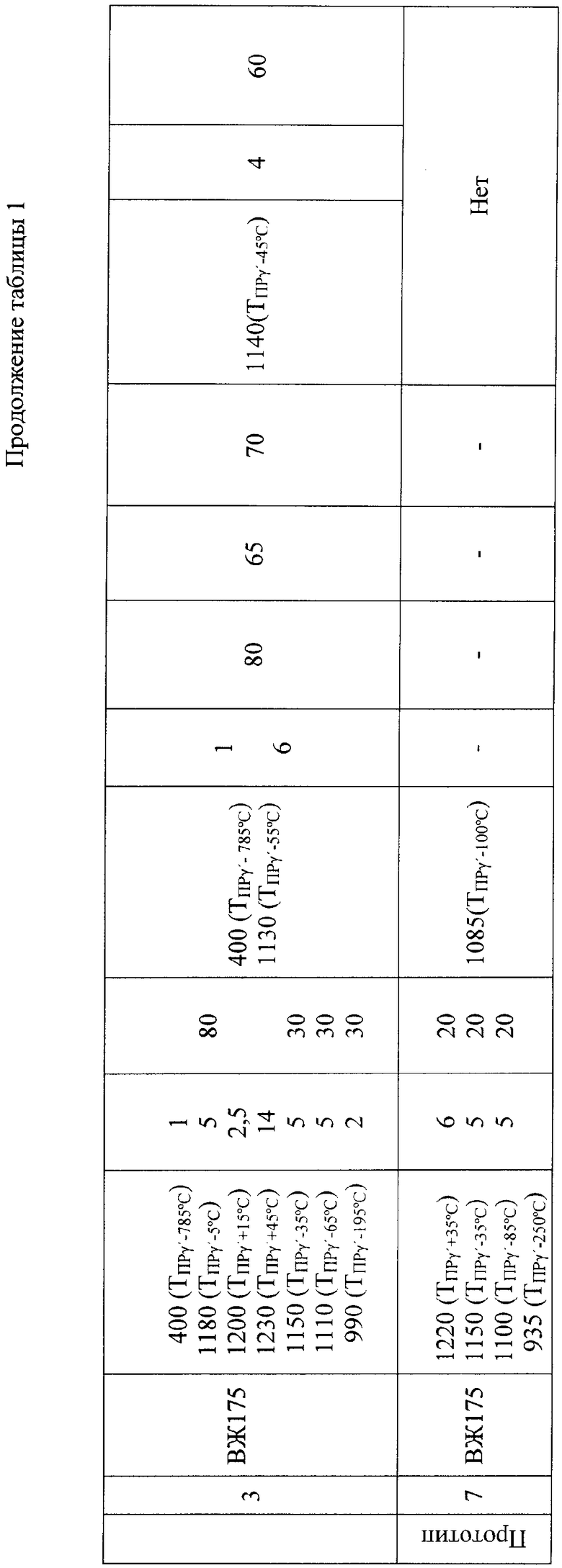
Параметры технологических процессов изготовления прессованных прутков (четырех - из сплава ЭК 151, двух - из сплава ВЖ175 и одного-прототипа - из сплава ВЖ175) из слитков диаметром 320 мм ВДП по предлагаемому способу даны в таблицах 1, 2.
В таблице 1 приведены режимы многоступенчатого (гомогенизирующего) отжига и прессования слитков (одного из сплава ЭК151 и двух из сплава ВЖ175), термической обработки прессованных прутков по предлагаемому способу, а также режимы изготовления прессованного прутка из слитка сплава ВЖ175 по прототипу. Прессование проводили на горизонтальном гидравлическом прессе усилием 6300 тс из контейнера 340 мм на прутки диаметром 160 мм с замером общих усилий прессования и расчетом удельных усилий.
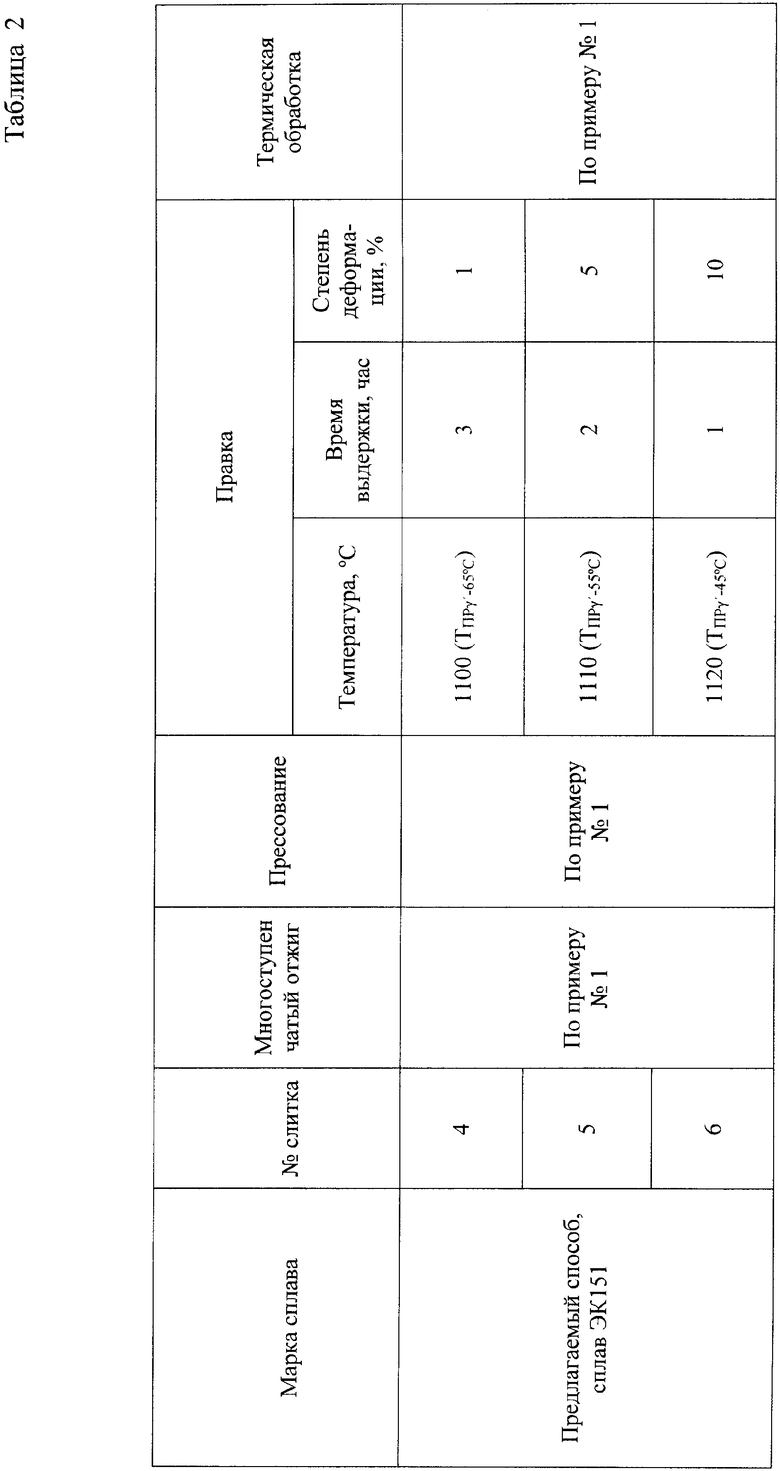
В таблице 2 приведены примеры получения трех прессованных прутков из сплава ЭК151 с использованием операции правки после прессования по предлагаемому способу. Для правки использовали вертикальный гидравлических пресс усилием 500 тс.
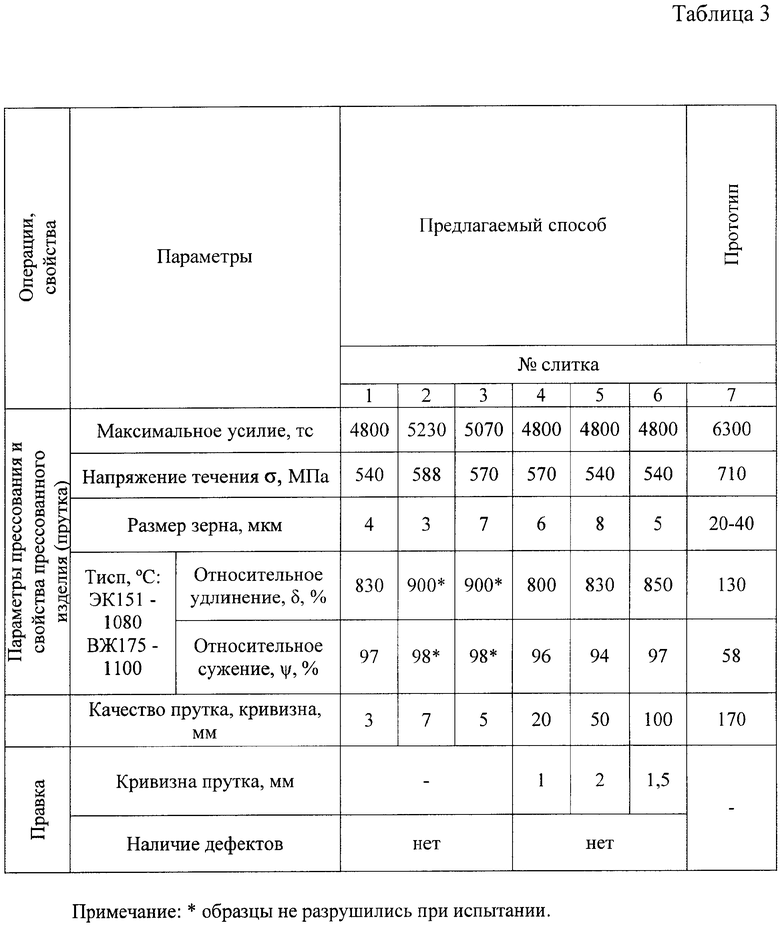
В таблице 3 даны параметры прессования и свойства прессованных прутков: четырех из сплава ЭК151 (примеры 1, 4, 5, 6) и двух из сплава ВЖ175 (примеры 2, 3) в сравнении с прототипом из сплава ВЖ175 (пример 7). Из прессованных прутков изготавливали шлифы для исследования микроструктуры и образцы для испытания на растяжение в исходном состоянии. Испытания на растяжение в исходном состоянии проводили при температуре 1080°С для сплава ЭК151 и 1100°С для сплава ВЖ175. Результаты испытаний и исследований по предлагаемому способу в сравнении с прототипом приведены в таблице 3.
Предлагаемый способ обеспечил проведение многоступенчатого гомогенизирующего отжига слитков и деформацию прессованных изделий без образования трещин, снижение общих и удельных усилий деформирования, получение изделий с качественной поверхностью - без образования трещин, с небольшим короблением (кривизной), не требующим правки, по примерам 1-3 или с короблением, требующим использования операции правки, по примерам 5-7 таблицы 3, исправляемым согласно предлагаемому способу (таблица 2). Предлагаемый способ обеспечивает формирование в прессованном изделии однородной мелкозернистой структуры с размером зерна 3-8 мкм (таблица 3), проявляющей эффект сверхпластичности, который используется при правке и при последующем изготовлении штамповок дисков, раскатных колец и т.д., обеспечивает улучшение механической обработки поверхности изделия, повышение механических свойств без изменения режима термической обработки.
Таким образом, предлагаемый способ позволяет изготавливать изделия с высоким коэффициентом использования металла, однородной мелкозернистой структурой из жаропрочных никелевых сплавов с количеством γ'-фазы свыше 40%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ВЫСОКОЛЕГИРОВАННОГО ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2008 |
|
RU2368695C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ДИСКОВ ИЗ ПРЕССОВАННЫХ ЗАГОТОВОК ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2017 |
|
RU2653386C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОЖНОКОНТУРНЫХ ДИСКОВ ИЗ ВЫСОКОЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2404282C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2004 |
|
RU2256722C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА ИЗ ВЫСОКОЛЕГИРОВАННОГО ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2004 |
|
RU2256721C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ДЕФОРМИРУЕМОГО ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2009 |
|
RU2387733C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2017 |
|
RU2661524C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ДИСКОВ ИЗ СЛИТКОВ ВЫСОКОГРАДИЕНТНОЙ КРИСТАЛЛИЗАЦИИ ИЗ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2389822C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ ДИСКОВ ИЗ ВЫСОКОЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2404283C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2005 |
|
RU2301845C1 |
Изобретение относится к области металлургии, в частности к способу получения изделия в виде мерных заготовок прессованного прутка жаропрочных сплавов на никелевой основе, содержащих свыше 40% упрочняющей γ'-фазы. Предложен способ получения изделия из жаропрочного никелевого сплава. Способ включает многоступенчатый отжиг слитка, охлаждение на воздухе, деформацию в двухфазной области с получением заготовки и термическую обработку. Перед деформацией осуществляют нагрев заготовки и ее выдержку. Деформацию ведут путем прессования слитка со скоростью 50-70 мм/сек и степенью деформации 60-70%. Термическую обработку прессованного изделия осуществляют путем нагрева, выдержки и охлаждения. При необходимости прессованное изделие подвергают правке. Технический результат - изготовление изделия с высоким коэффициентом использования металла, однородной мелкозернистой структурой из жаропрочных никелевых сплавов с количеством γ'-фазы свыше 40%. 2 з.п. ф-лы, 3 табл.
1. Способ получения изделия из жаропрочного никелевого сплава, включающий многоступенчатый отжиг слитка, деформацию в двухфазной области и термическую обработку, отличающийся тем, что на первой ступени отжига слиток нагревают до температуры, которая на 665÷785°С ниже температуры полного растворения γ'-фазы, выдерживают при этой температуре не более 3 ч, нагревают со скоростью 60÷80°С/ч до температуры второй ступени, которая на 5÷15°С ниже температуры полного растворения γ'-фазы, выдерживают при этой температуре не более 5 ч, нагревают до температуры третьей ступени, которая на 5÷15°С выше температуры полного растворения γ'-фазы, выдерживают при этой температуре не более 2,5 ч, нагревают до температуры четвертой ступени, которая на 35÷45°С выше температуры полного растворения γ'-фазы, выдерживают при этой температуре не более 16 ч, охлаждают со скоростью 15÷30°С/ч до температуры пятой ступени, которая на 25÷45°С ниже температуры полного растворения γ'-фазы, выдерживают при этой температуре не более 5 ч, охлаждают со скоростью 15÷30°С/ч до температуры шестой ступени, которая на 55÷85°С ниже температуры полного растворения γ'-фазы, выдерживают при этой температуре не более 5 ч, охлаждают со скоростью 15÷30°С/ч до температуры седьмой ступени, которая на 165-195°С ниже температуры полного растворения γ'-фазы, выдерживают при этой температуре не более 2 ч, охлаждают на воздухе, перед деформацией осуществляют нагрев слитка до температуры на 665÷785°С ниже температуры полного растворения γ'-фазы, выдерживают при этой температуре не более 3 ч, нагревают со скоростью 60÷80°С/ч до температуры на 45÷65°С ниже температуры полного растворения γ'-фазы и выдерживают при этой температуре не более 8 ч, а деформацию осуществляют путем прессования слитка со скоростью 50÷70 мм/с и степенью деформации 60÷70%.
2. Способ по п.1, отличающийся тем, что термическую обработку осуществляют путем нагрева прессованного изделия до температуры на 45÷65°С ниже температуры полного растворения γ'-фазы, выдержки не более 6 ч и охлаждения с печью со скоростью 30÷60°С/ч до температуры 800÷900°С и далее на воздухе.
3. Способ по п.1, отличающийся тем, что после деформации осуществляют правку прессованного изделия путем нагрева до температуры на 45÷65°С ниже температуры полного растворения γ'-фазы, выдержки 1÷3 ч и деформации со степенью 1÷10%.
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА ИЗ ВЫСОКОЛЕГИРОВАННОГО ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2004 |
|
RU2256721C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ ИЗ ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 1989 |
|
SU1637360A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2005 |
|
RU2301845C1 |
| СПОСОБ ТЕРМООБРАБОТКИ ДИСКОВ ИЗ СЛОЖНОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 1986 |
|
RU1360232C |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2004 |
|
RU2256722C1 |
| DE 4412031 A1, 13.10.1994 | |||
| US 6328827 В1, 11.12.2001. | |||

