со
с
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ СТЕКЛОКРИСТАЛЛИЧЕСКИХ МАТЕРИАЛОВ ПУТЕМ ИОННОГО ОБМЕНА | 2006 |
|
RU2305078C1 |
| Способ обработки карданных колец игольчатых подшипников из стали | 2022 |
|
RU2830082C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ МЕТАЛЛОФТОРОПЛАСТОВОЙ ЛЕНТЫ | 2002 |
|
RU2286231C2 |
| Многозонная печь для термообработки | 1978 |
|
SU851061A1 |
| Электропечь для нагрева | 1990 |
|
SU1797534A3 |
| Конвейерная электропечь для термообработки ферритовых сердечников | 1990 |
|
SU1753223A1 |
| ТЕРМОВАКУУМНАЯ УСТАНОВКА ДЛЯ ОБРАБОТКИ ИЗДЕЛИЯ(ИЙ) | 2010 |
|
RU2439455C1 |
| Многозонная установка для термообработки изделий | 1980 |
|
SU951040A1 |
| Автоматическая линия для изготовления колец | 1977 |
|
SU737084A1 |
| Поточная линия механообработки и термообработки деталей | 1980 |
|
SU861010A1 |
Сущность изобретения: установка содержит камеру предварительного нагрева, соединенное с ней устройством (У) перемещения клапанов (К) У упрочнения, У охлаждения (О). УО выполнено в виде многозоннрй конвейерной камеры со сводовыми вентиляторами, нагревателями, установленными в первой зоне. Первые зоны камеры выполнены теплоизолированными. Нагретые в камере К поступают в У упрочнения,- где производится наплавка износостойкого покрытия, затем К подвергаются режимному охлаждению до заданной температуры. Данная конструкция позволяет повысить качество обработки за счет уменьшения перепада температур в К и уменьшения времени передачи К из У упрочнения в УО. 3 ил.
Изобретение относится к термическому оборудованию, в частности к установкам для термообработки изделий типа клапанов.
Известна установка для термообработки, включающая установку для нагрева изделий, закалочную ванну и туннельную печь для отпуска изделий 1.
Недостатком указанного комплекса является низкое качество изделий вследствие резкого перепада температур при передаче изделий от одного агрегата к другому.
Наиболее близкой по технической сущности и достигаемому эффекту к изобрете- нию является установка для термообработки клапанов, содержащая расположенные в технологической последовательности камеру предварительного нагрева, установки для упрочнения клапанов,
средства межоперационного перемещения клапанов и камеру охлаждения 2.
Недостатком указан ной установки является недостаточное высокое качество продукции, поскольку при передаче клапанов из установки упрочнения в камеру охлаждения происходит резкое охлаждение, что приводит к возникновению термических микротрещин на поверхности клапанов и. следовательно, к снижению качества изделий.
Целью изобретения является повышение качества обработки клапанов путем уменьшения подстуживания при передаче из устройства упрочнения в устройство охлаждения.
Поставленная цель достигается тем, что в установке для термообработки клапанов, содержащей камеру предварительного
С СП ON СЛ 0
грева, устройство для упрочнения клапанов и устройство охлаждения, последнее выполнено в виде многозонной конвейерной камеры с вентиляторами, расположенными в сводах каждой зоны, и с нагревательными элементами, размещенными в первой зоне, при этом первые зоны камеры выполнены теплоизолированными.
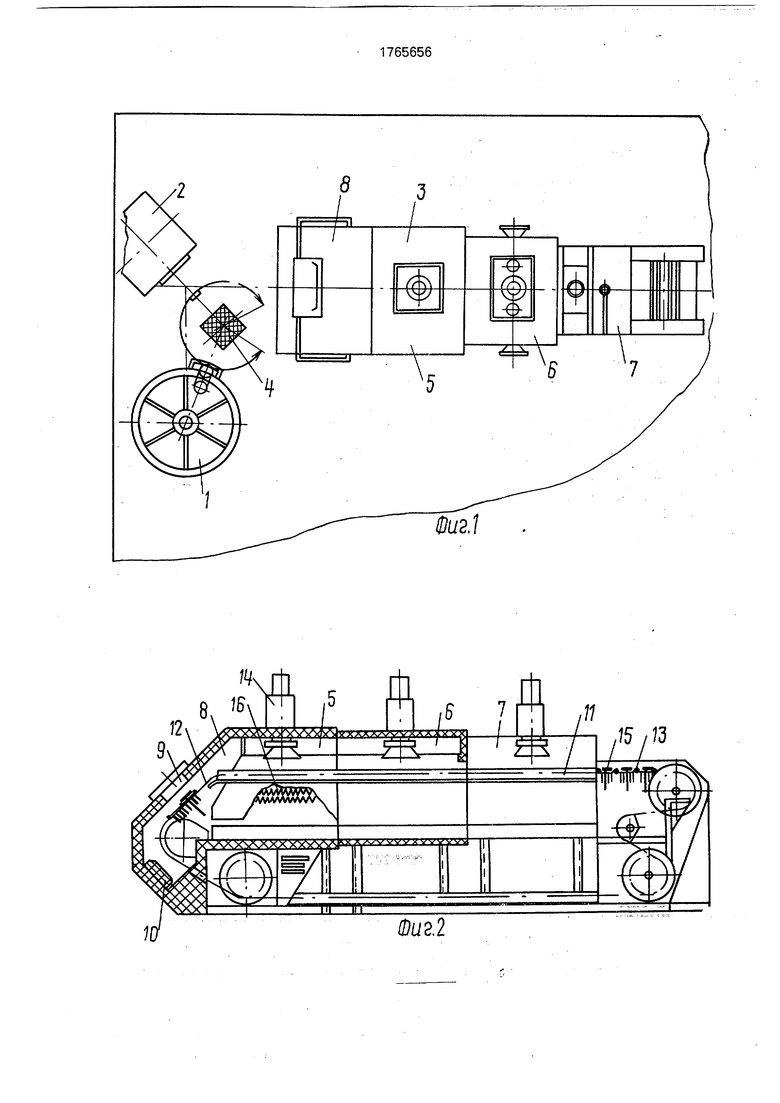
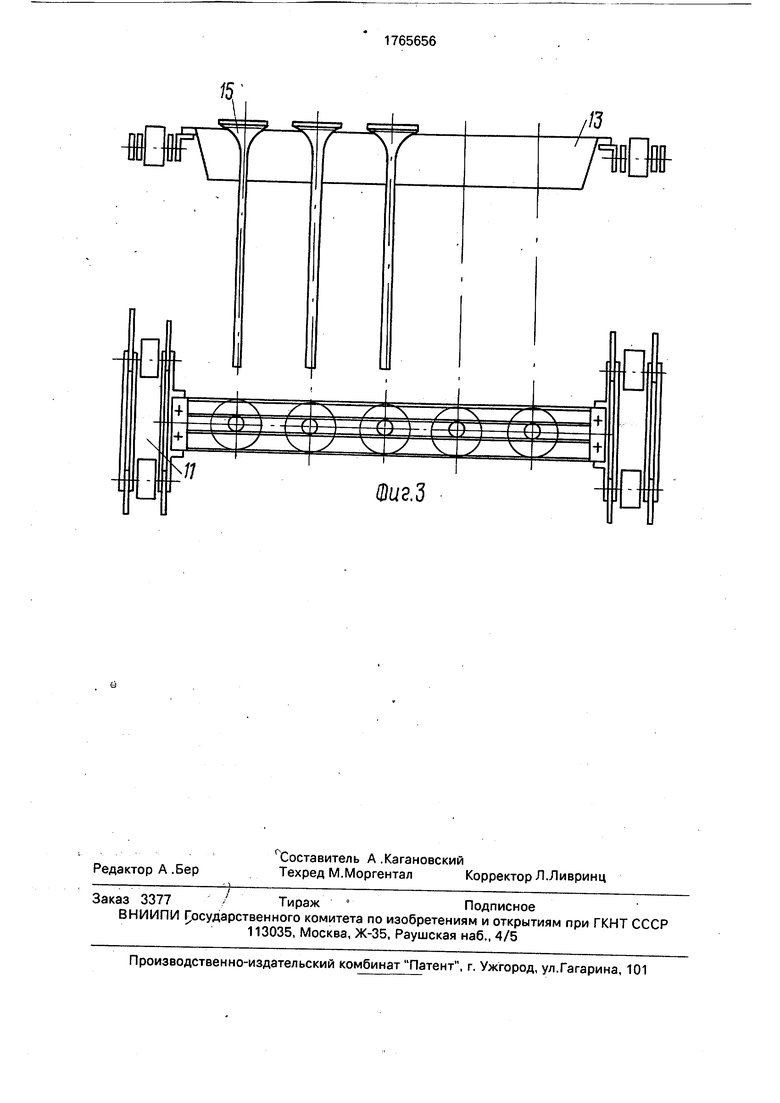
Изобретение поясняется чертежами, где на фиг. 1 показан общий вид установки в плане; на фиг. 2 - устройство охлаждения, продольный разрез; на фиг. 3 - кассета устройства охлаждения.
Установка для термообработки клапанов содержит камеру предварительного на- грева 1, устройство 2 для упрочнения клапанов, например для наплавки износостойкого покрытия, устройство охлаждения 3 и средство 4 межоперационного перемещения изделий, например манипулятор.
Устройство охлаждения 3 выполнено в виде многозвенной конвейерной камеры с зонами термообработки 5, 6 и 7, а также зоной загрузки 8. Зоны 5, 6 и 8 камеры выполнены теплоизолированными. Зона 8 снабжена загрузочным окном 9 и расположенными в ее подовой части нагревателями 10. Устройство охлаждения 3 снабжено конвейером 11с загрузочным участком 12, расположенным под углом к рабочей ветви, причем кожух зоны 8 с загрузочным окном 9 расположен параллельно участку 12. Конвейер 11 снабжен кассетами 13, выполненными в виде аэродинамических решеток. В свободных частях зоны 5, 6, 7 и 8 имеются вентиляторы 14. Зона 5 снабжена нагревателями 16.
Установка для термообработки клапанов работает следующим образом.
В камеру 1 предварительного нагрева загружают клапаны 15 и нагревают до тре- буемой температуры. После этого их извлекают манипулятором и подают в устройство для упрочнения 2, в котором производят наплавку износостойкого покрытия по изве- стной технологии. Затем осуществляют загрузку клапанов 15 в устройство охлаждения 3. Клапаны 15 через загрузочное окно 9 устанавливают в нагретые кассеты 13 и закрывают окно 9, предврительно включив вентилятор 14 зоны 8. При этом происходит струйный обдув клапанов 15 нагретым до заданной температуры теплоносителем через открытые кассеты 13. Далее конвейер 11 перемещается на один шаг и подает загруженную кассету в зону 5, где температура ниже, чем в зоне 8. После этого осуществляют загрузку клапанов 15 в следующую кассету 13.
Таким образом, кассеты 13 с клапанами 15 последовательно проходят все зоны термообработки 5, 6 и 7 и постепенно охлаждаются, т.к. температура в каждой последующей зоне ниже, чем в предыдущей, т.е. осуществляется режимное охлаждение клапанов до заданной температуры.
Конструкция установки охлаждения позволяет уменьшить время нахождения кла- панов на воздухе при передаче из устройства упрочнения с 3 мин до 40 сек. За это время они охлаждаются от 450 до 400°С, тогда как в известных решениях их температура снижается до 250°С. За счет уменьшения перепада температур в поверхностном слое не успевают образоваться микротрещины, что позволяет повысить качество термообработки. Клапаны попадают сразу в теплоизолированную загрузочную камеру, снабженную нагревателями и вентилятором, что также благоприятно сказывается на качестве клапанов.
Формула изобретения Установка для термообработки клапанов, содержащая камеру предварительного нагрева и устройство для упрочнения клапанов, устройство охлаждения, отличающаяся тем, что, с целью повышения качества обработки клапанов путем уменьшения подстуживания при передаче из устройства упрочнения в устройство охлаждения, устройство охлаждения выполнено в виде многозонной конвейерной камеры с вентиляторами, расположенными в сводах каждой зоны, и с нагревательными элементами, размещенными в первой зоне, при этом первые зоны камеры выполнены теплоизолированными.
ZWQ
I WQl
9S999AL
ШЧ
л
Г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Козырев Ю.Г | |||
| Промышленные роботы | |||
| М.: Машиностроение, 1984, с | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕРТЕЖЕЙ ДЛЯ ОДНООБРАЗНОЙ РАСКРОЙКИ ПРЕДМЕТОВ ОДЕЖДЫ | 1919 |
|
SU287A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Каталог фирмы Ebher, Австрия, Промышленные печи, 1974, с | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
