1
Изобретение относится к обработке металлов давлением н может быть, использовано при изготовлении колец повышенной точности/ типа поршневых.
Известна автоматическая линия для изготовления поршневых колец, содержащая установленные по ходу технологического процесса станки черновой обработки, станки чистовой обработки,станки для расточки заготовок колец, станки для расточки канавок, станки для калибровки замка 1
Указанная линия, предназначенная для изготовления поршневых колец механической обработкой, не обеспечивает высокой производительности и имеет высокую себестоимость изготовления колец из-за большого расхода металла, уходящего в стружку.
Известна также автоматическая линия для изготовления колец, содержащая установленные по ходу TexHOJtoгичбского процесса и связанные между собой межоперационными транспортными средствами, устройство для разрезки заготовки, устройство для обеспечения осевого размера заготовки, раскатной стан, устройство для снятия заусенцев и установку для термообработки 2 .
,/,и,,-..-Известная линия не обеспечивает высокой точности изготовляемых колец по геометрическим параметрам, кроме tcffoона не обеспечивает воз5 можнрсти изготовления поршневых колец из-за отсутствия оборудования для разйерно-чистовой обработки с ТОЧНЫМвесом заготовок, поступающих нгайойъца в раскатной стан.
10
Цель изобретения - повыиение точности колец, повышение производительностги и снижение себестоимости изготовления.
15 Поставленная цель достигается тем, что автоматическая линия для изготовления колец снабжена машиной для пакетной механической обработки ди айетров колец, установленной перед
20 кольцераскатным станом, и машиной у17лбвой вырезки замка, имеющей силовой механизм для снятия колец с оправ ки, установленной за установкой для термообработки, устройство для обес25 печения осевого размера заготовки
выполнено в виде автомата размерног - чистовЖо раВЪткй Тортюв роликами, расположёйТПайи в не вращающихся сепараторах, а установка для термообра30 ботки выполнена в виде агрегата профильной термофиксации поршневых колец..
Агрегат профильной термофиксащии поршневых колец выполнен в виде последовательно связанных между собой нагревательной печи для предварительного нагрева колец, устройства для напрёссовки нагретых колец на профильную оправку, печи для термофиксации профиля колец и камеры охлаждени колец совместно с профильной оправко
С целью обеспечения возможности изготовления малосьемных поршневых колец линия снабжена машиной для обработки дренажных окон, установленной перед агрегатом профильной термофиксации.
Линия также снабжена машиной для; нанесения износостойкого покрытия, установленной перед машиной для углЬвой вырезки замка.
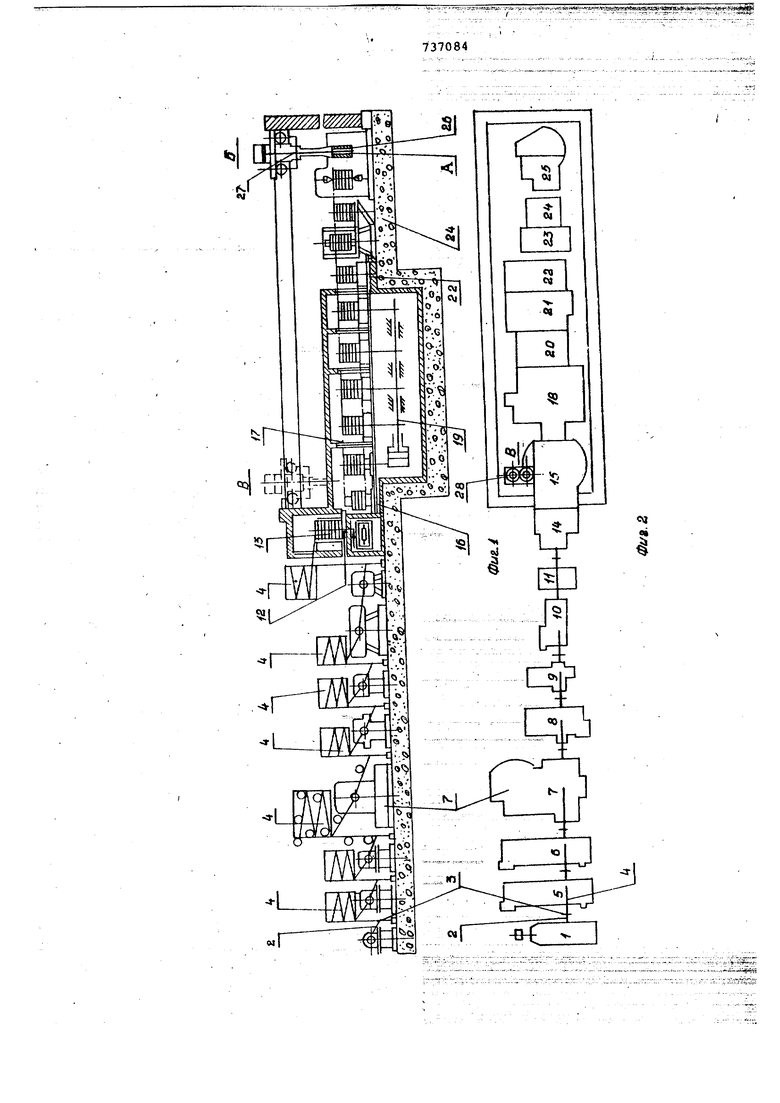
На фиг.1 схематически изображено оборудование линии, расположенное По ходу технологического процесса и взаимосвязанное между собой транспортирующими средствами, вид сбоку; на фиг.2 - то же, вид в плане; на фиг.З - транспортирующие средства.
Автоматическая линия состоит из автомата 1 отрезки замкнутых кольцеобразных заготовок из трубы наклонного лотка 2 дли загрузки и выгрузки колец из машины и накопителя, подъемника 3,накопителей 4, автомата 5 для размерно-чистовой обработки торцов обкаткой противостоящими ро лйКаМи, расположенными в невращающихся сепараторах, машины 6 для размерно-чистовой пакетной одновременной механической обработки диаметров колец, раскатного стана 7, машины
получения дренажных окон у малось емных поршневых колец, машины
9для удаления заусенцев, машины 10 для виброгалтовки колец, установки 11 для мойки колец , подающего шибера 12, взаимодействующего с йксцентриковым механизмом, стопочного накопителя 13 для расположения пакеТа колец в печи предварительного нагрева, нагревательной печи 14 для предварительного нагрева колец, , машины,15 напрёссовки нагретых колец на профильные оправки, транспортера 16, камерной двери 17 автоматического действияj печи 18 для термофиксации профиля колец, транспортера 19 промежуточной камеры 20, Камеры 21 для охлаждения колец с оправкой, открытой платформы для остывших оправок с кольцами 22, машины 23 для нанесения износостойкого покрытия, платформы 24 для оправок с кольцами с износостойким покрытием)машины 25 для угловой вырезки замка, включающей силовой механизм снятия
колец с оправки профильной -оправки 26, освобожденной от колец; автооператора 27 вертикального и горизонтального действия со специальным цанговым механизмом, обеспечивающим передачу оправок с машины на машину путем ввода цангового механизма в технологическое отверстие А профильной оправки 26, а также загрузочных позиций 28, расположенных на входе конвейера 16 в машину 15 напрёссовки колец на профильные оправки.
Линия работает следующим образом.
Труба загружается в автомат, в котором цангой она подается на мерную длину, и блоком режущих инструментов отрезаются замкнутые кольцеобразные заготовки-. Причем схема установки режущего инструмента выполнена так, что сначала отрезают крайнее кольцо, а затем последующее. После отрезки кольцо транспортирующими средствами подается в межроликовое пространство автомата размерно-чистовой обработки торцов колец обкаткой роликами,в котором обеспечивают осевой размер кольца путем обкатки роликами до жесткого упора. После обкатки торцов кольца подаются в стопочный накопитель, откуда специальной механическо рукой вычесывается пакет колец, устанавливается в рабочую зону автомата И зажимается по торцам чашами,после чего осуществляется одновременная обточка-расточка пакета колец.
Кольца, прошедшие операцию обточки-расточки, перемещаются к раскатному стану 7, откуда рукой-манипулятором загружаются в рабочую зону и раскатываются до достижения заданного, профиля и геометрических размеров кольца, предусмотренных рабочими чертежами поршневого кольца. Для повьшения производительности в автоматическую линию устанавливают два или три раскатных стана.
При необходимости у малосьемных поршневых колец на машине 8 получают дренажные окна. Затем кольца поступают на машину 9 для снятия заусенцев одновременно с двух сторон с последующей галтовкой в виброггштовочной..машине 10-и мойкой на установке И. После мойки кольца по наклонному лотку скатываются в стопочный накопитель 13, расположенный в нагревательной печи 14.Высота стопки расчитана так, чтобы обеспечить необходимый нагрев кольца за время его перемещения с верха до низа стопки, .так как нижнее кольцо вычесывается шибером 12 и передается в машину для напрёссовки 15 на профильную оправку 26. Профильные оправки 26, в позицию напрёссовки подаются загрузочным конвейером 16 периодического действия, расположенным в машине 15 и действующим по кругу (на чертеже не показан). Позиция 28 загрузки оправок 26 на конвейер 16 находится на его входе в машину 15 напрессовки, а позиция передачи оправок с загрузочного конвейера 16 на конвейер 19 толкательного типа осуществляется в зоне камерной двери 17, печи 18 для профильной термофиксации .
Во всех случаях при загрузке г транспортировке и передаче профильных оправок 26 с конвейера 16 на конвейер 19 используется технологическое отверстие А в оправке, образом; после напрессовки колец на профильные оправки, они перемещаются по машине 15 загрузочным транспортером 16 до двери 17 печи 18 профильной термофиксации, куда оправки с кольцами транспортируются конвейером 19 толкательного типа, где кольца выдерживаются при заданной температуре определенное время. После завершения профильной термофиксации, оправка с кольцами конвейером 19 подается в промежуточную камеру 20 (промежуточная камера 20 значительно уменьшает потери температуры в печи 18), откуда тем же конвейером 19 они подаются в специальную камеру 21 для охлаждения. Остывшие оправки с кольцами конвейером 19 перемещаются на открытую платформу 22. Если чертежом у поршневых колец предусмотрено износостойкое покрытие, то оправки с кольцами автооператором 27, имеющим привод вертикального и горизонтапьного действия цангового устройства и фиксацию, подаются к машине 23 для нанесения износостойкого покрытия. После нанесения износостойкого покрытия оправки с кольцами располагаются автооператором 27 на открытой платформе 24, откуда (при необходимости с открытой платформы 22) оправки с кольцами автооператором 27 подаются в рабочую зону машины 25 для угловой вырезки замка, включающей силовой механизм снятия колец с оправки.
Освобождающиеся профильные оправки 26 с машины 25 автооператором 27 подаются на загрузочные позиции 2в, машины 15 для напрессовки колец, откуда они загрузочным конвейером 16 перемещаются в позицию напрессовки. Далее цикл повторяется.
Таким образом, на протяжении всего цикла обработки кольца имеют замкнутый контур, что позволя,ет автоматизировать весь процесс изготовления поршневых колец.
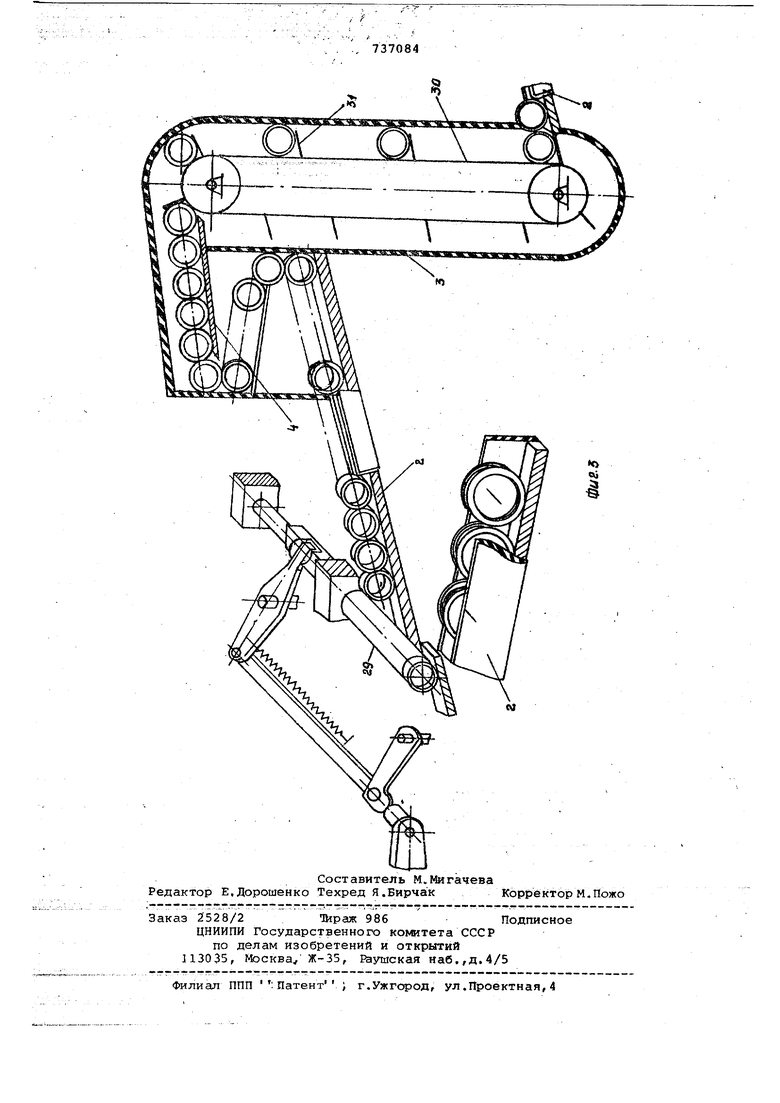
Транспортировка колец от машины 2 до машины 14 включительно показана на фиг.З. Кольца из накопителя 4 по наклонному лотку 2 скатываются до упра (на чертеже не показан), зЬдерживающего весь столб колец,из которого толкателем 29 кольца передаются в рабочую зону при обработке на обогрудовании, обозначенном Ьоэициями 1,5-11 и 13, На мойку 11 кольца постуПйют по наклонному лотку 2, минуя
упор. - - ...-.,.... ,,
Для загрузки машины 6 одновременной обточки-расточки пакет колец получают путем последовательного выче сйвйнИи Необходимого количества коед с последующей передачей его специальной механической рукой (на
чертеже не показано) в рабочую зону
машины 6. После обработки на том или ином станке, пакет колец или одно кольцо по наклонному лотку 2
:(на фиг. 3 показано кольцо после обpai6oTKH на раскатном стане) перемещается к подьемнику 3, который содержит цепной конвейер 30 со штырями 31, поднимающими кольца в накопитель 4,
Оборудование, используемое в автоматической линии, обозначенное
позициями 18,20, 21 и 22, соединяется Между собой транспортером 19 толкательного типа, т Уанспортируюшим профильныё оправки с кс5льцами на подставках-спутниках. Для перемещения оправОк с кольцами от платформ 22 и 24 к машинам 23 и 25 и передачи ос|Вободившихся от колец оправок с позиции Б на позицию В используется автооператор 27,имеющий вертикальный и горизонтальный привод для цанговых устройств. Для подачи оправок 26 в позицию напрессовки используется конвейер 16 периодического действия,
Для крепления оправок с кольцами на подставках-спутниках конвейеров 16 и 19, снятия их с платформ 22 и 24 и установки в рабочую зону машины 23 нанесения износостойкого покрытия
машины 25 и угловой вырезки замка ,
;& также дальнейшей передачи оправок с позиции Б в позицию в, у Ьрофильной оправки предусмотрено технологическое отверстие А, в которое вводится цанговый механизм
автроператора (на чертеже не показан с помощью которого оправка с кольцами или без них перемещается, устанавливается, ориентируется в необходимом
положении с заданной точностью.
Преимущество предлагаемой автоматической линии для изготовления колец по сравнению с известной заключается в полной автоматизации всего цикла изготовления, что очень важно при мае
совом производстве, кроме того увеличивается выход по металлу и достиfaeT 80-90% против 15-20% при использовании известной линии, а операция формообразования (обеспечение заданной эпюры радиальных давлений) выполняется на финише технологии изготовления, что улучшает работоспособность колец при эксплуатации. К преимуществам также относится наличие в ;предпагаемой автоматической линии оборудозвания, рбеопвчивающего раэмерно-чис говую обработку с обеспечением точн 1X5 веса заготовок поступающих на раскатной стан, Формула изобретения 1. Автоматическая линия для изготовления колец, типа поршневых, содержаадая установленные по ходу Технологического процесса и связанные между собой межоперационными транспортными средствами, устройств для разрезки заготовки, устройство обеспечения осевого размера заготов ки, раскатной стан, устройство для снятия заусенцев и установку для термообработки, отличающая ся тем, что, с целью повышения точности колец, повышения производи тельности и снижения себестоимости изготовления, она снабжена машиной для пакетной механической обработки диаметров колец, установленной пере кольцераскатным станбм, и машиной угловой вьфезки замка, имеющей силовой механизм для снятия колец с оправки, установленной за установ кой для термообработки, устройство для обеспечения осевого.размера заготовки выполнено в виде автомата рШ§Шёрно-чйстовой торцов рйэликамй, расположенными в невращающихся сепараторах, а установки для термообработки выполнена в виде агрегата профильной термофиксации поршневых колец. 2.Линия по п. 1,о т л и ч а ющ а я с я тем, что агрегат профильной термофиксации поршневых колец выполнен в виде последовательно связанных между собой нагревательной печи для предварительного нагрева колец, устройства для напрессовки нагретых колец на профильную оправку, печи для термофикссщии профиля колец и камеры охлаждения колец совместно с профильной оправкой. 3.Линия по П.1, отличающаяся тем, что, с целью обеспечения возможности изготовления маяосьемных поршневых колец, она снабжена машиной для обработки дренажных окон, установленной перед агрегатом профильной термофиксации. 4.Линия по пп.1,2 и 3, отличающаяся тем, что она снабжена машиной для нанесения износостойкого покрытия, установленной перед машиной для угловой вырезки замка, Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР 109589, кл.В 23 Q 41/02, 1956. 2.Оборудование для прокатки изделий сложной форма. Обзор под ред. Васильчикова М.В.,М., Цинтимаш, 1963, серия Ш-53, с. 196-198 (прототип).- -
737084
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термофиксации поршневых колец | 1975 |
|
SU517462A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ | 1998 |
|
RU2132763C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ И УСТРОЙСТВО ДЛЯ НАВИВКИ СПИРАЛИ ИЗ СТАЛЬНОГО ПРОФИЛЯ | 2002 |
|
RU2219036C2 |
| СПОСОБ ТЕРМОФИКСАЦИИ КОЛЕЦ | 1967 |
|
SU193291A1 |
| -;ХВг1ЕиКАЯё-:^ .,-•/..•„>&Sfrar^tJ-^-^'--. •^•.•.-^-.•«-' | 1973 |
|
SU388044A1 |
| Способ изготовления поршневых колец | 1977 |
|
SU715277A1 |
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
| Способ изготовления поршневых уплотнительных колец компрессоров | 1990 |
|
SU1781240A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ МАСЛОСЪЕМНЫХ ПОРШНЕВЫХ КОЛЕЦ | 2005 |
|
RU2318645C2 |