Изобретение относится к обработке металлов давлением и может быть использовано для подгибки кромок листов с двух сторон при изготовлении труб большого диаметра. .
Цель изобретения - повышение точности гибки и расширение технологических возможностей линии за счет увеличения номенклатуры обрабатываемых листов по толщине.
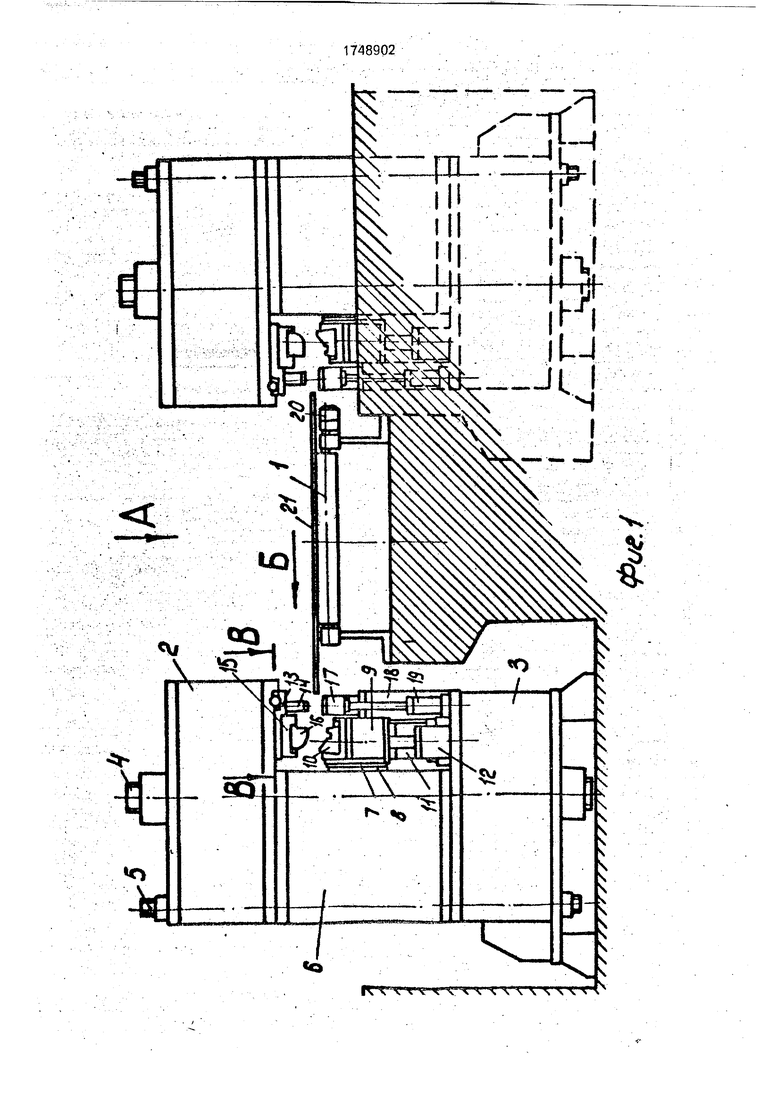
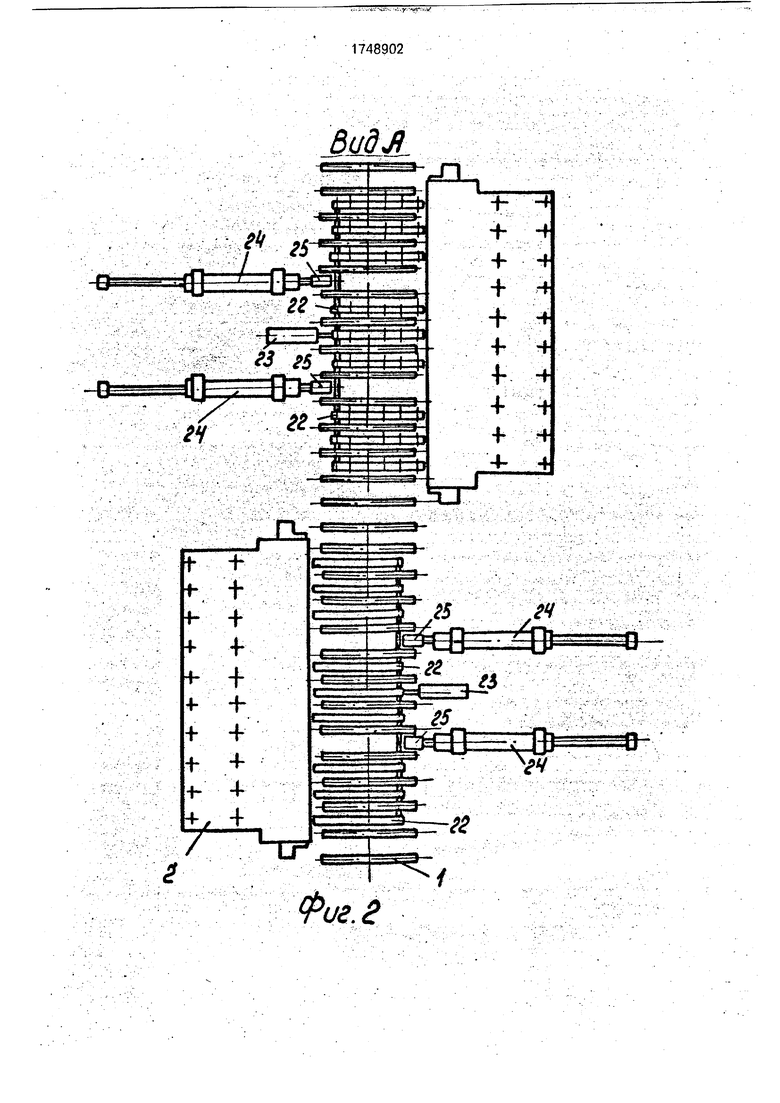
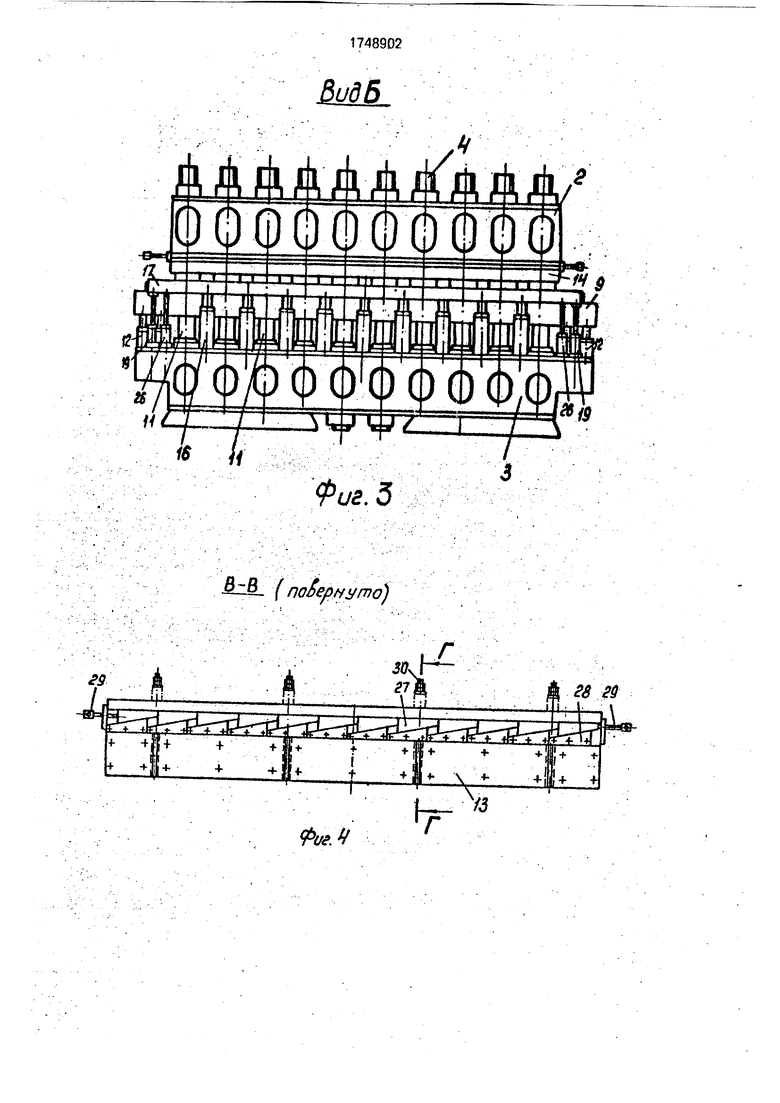
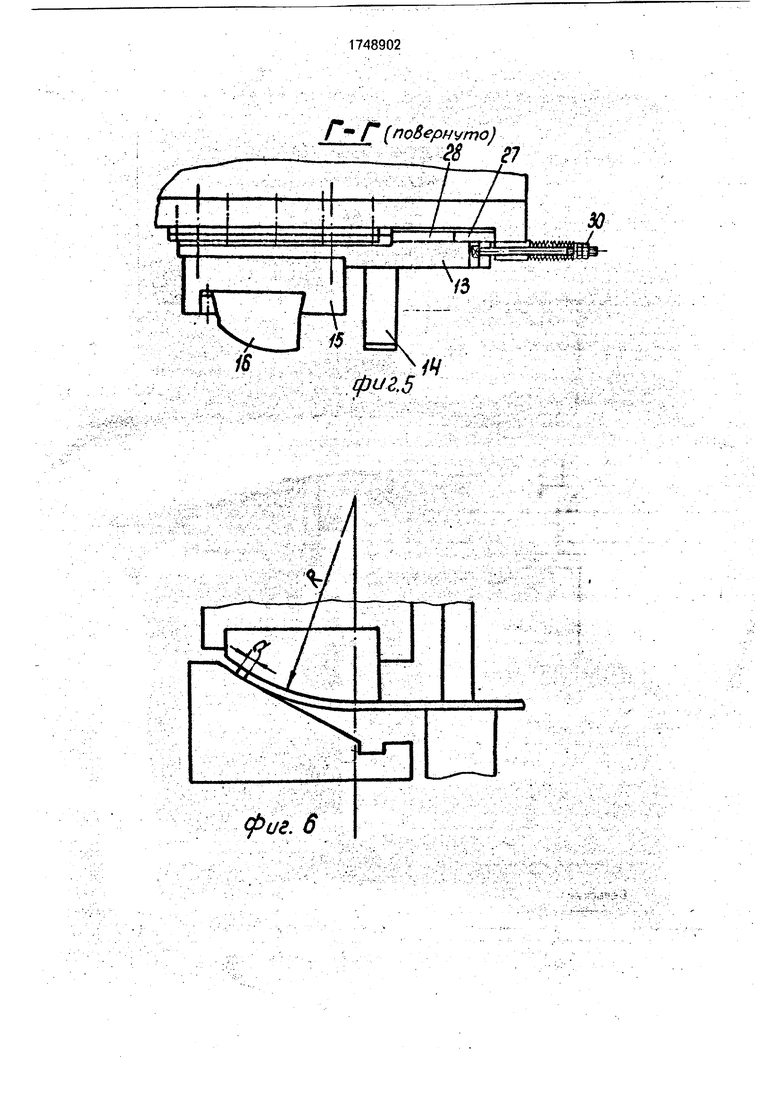
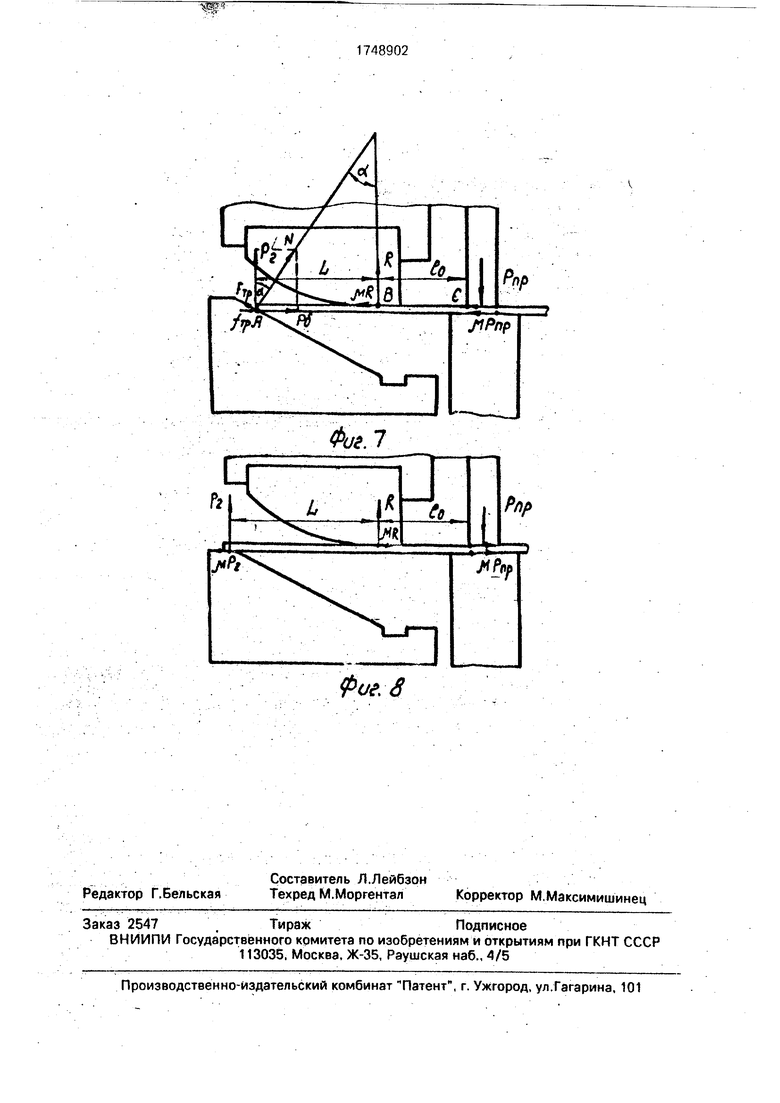
На фиг.1 показана предлагаемая линия; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид В на фиг.1; на фиг. 4 - сечение В-В на фиг. 1; на фиг. 5 - сечение Г-Г на фиг. 4; на фиг. 6 - штамп в сомкнутом состоянии; на фиг. 7,8 - схемы сил. действующих на заготовку при ее различных положениях относительно штампа.
Линия для подгибки кромок листов с двух сторон содержит два пресса, установленных стационарно по обеим сторонам рольганга 1, служащего для перемещения листа от пресса к прессу, которые смещены один относительно другого на величину, большую, чем максимальная длина листа.
Каждый пресс имеет С-образную станину с верхней 2 и нижней 3 базовыми поперечинами, связанными шпильками 4,5 через раздельные проставки 6. На проставках б установлены опорные планки 7, взаимодействующие с регулируемыми направляющими 8 подвижной балки 9 и гибочной матрицы 10, приводимых в движение с помощью ряда силовых цилиндров 11, с увеличением количества которых повышается точность гиба из-за уменьшения деформации матри sl
4 00 Ю О
ю
цы между цилиндрами. Параллельность движения подвижной балки 9 обеспечивается гидроцилиндрами 12, пр1и этом стабильность параллельного движения без перекосов достигается благодаря перекрестному соединению поршневых полостей цилиндров 12, у которых одновременно из верхней поршневой полости одного цилиндра жидкость перетекает в нижнюю поршневую полость другого цилиндра и наоборот. На верхней базовой поперечине 2 установлена подвижная плита 13 с вертикальным прижимом 14, имеющим воз- .можность с помощью механизма горизонтального перемещения смещаться относительно поперечины 2 вместе с под- штамповой плитой 15 с изгибающим пуансоном 16 Деформируя проставки 6 путем изменения усилия их затяжки, можно изменять расстояние между пуансоном 16 и матрицей 10 по длине и на краях штампа для обеспечения требуемой точности. Механизм зажима листа содержит подвижную прижимную балку 17, приводимую в движение гидроцилиндрами 18, причем параллельность движения обеспечивается гидроцилиндрами 19.
Рольганг 1 снабжен приводом 20 для продольного перемещения листа 21 подъемными роликами 22 с приводом 23 и гидроцилиндрами 24 с захватами 25, предназначенными для поперечной подачи листа в зону гиба. Движение подвижной прижимной балки 17 вниз осуществляется гидроцилиндрами 26 возврата. Механизм горизонтального перемещения снабжен рядом подвижных клиньев 27, перемещаемых относительно ряда закрепленных на подвижной плиге 13 клиньев 28 при помощи устройства 29 передвижения. Для обеспечения взаимодействия клиньев по всей длине механизма горизонтального перемещения и параллельности перемещения подвижной плиты 13 с пуансоном 16 клинья 27 и 28 предварительно обработаны в комплекте. Возврат подвижной плиты с изгибающим пуансоном 16 осуществляется с помощью устройства 30 возврата при движении подвижных клиньев 27 в противоположную сторону. Механизм горизонтального перемещения пуансона дает возможность использовать один инструмент (пуансон и матрицу) для гибки листов различной толщины,
Линия работает следующим образом. Лист 21 подается по рольгангу 1 и останавливается напротив первого пресса. При помощи подъемных роликов 22 и гидроцилиндров 24 лист 21 перемещается в зону гиба на заданную ширину. Подвижной
прижимной балкой 17 с помощью гидроцилиндров 18 лист 21 фиксируется относительно прижима 14 Затем силовые цилиндры 11 перемещают подвижную балку 9 с установленной на ней гибочной матрицей 10 в вертикальном направлении. Наличие синхронизирующих гидроцилиндров 12 позволяет наклонной прямолинейной площадкой гибочной матрицы 10
производить одновременную подгибку кромок по всей длине листа 21 вокруг изгибающего пуансона 16 определенного радиуса кривизны, имеющего возможность горизонтальной регулировки. Такое сочетание поверхностей пуансона и матрицы обеспечивает подгибку кромок листов разной толщины без смены инструмента, сни- жение трудоемкости изготовления матрицы, имеющей только прямолинейный контур, а также уменьшает размер а (фиг.6) недеформированного участка кромки листа из-за наличия упругих деформаций инструмента и листа и позволяет получать качественный гиб при достаточно
упрощенной конструкции матрицы. При подгибке кромки листа на последний действует горизонтальная составляющая Рб от усилия гиба Рг, старающаяся вытолкнуть ее из зоны штампа Этому препятствуют силы трения ц R , i Pr, fi РПр в точках А,В и С. Величина выталкивающей силы зависит от угла гиба а, определяемого точкой пересечения перпендикуляров из точек А и В.
Наиболее опасный случай имеет место в начале гибз в момент сопротивления движущихся масс пресса и матрицы с неподвижным концом листа, когда усилия гиба возрастают на величину инерционной силы
от разгона отгибаемой части листа, учитываемой коэффициентом Д Из условий равно- весия листа находят максимально допустимый угол а, при котором отсутствует сдвиг листа:
Pntg a (t Рп + ц R + 2 ft Рпр ;
Рп(1+Ј)Рк R
50 Рп (1-Ио)
1с
откуда
{« arctg/(1 +-р
+ 2 у
ЮРп
где а -угол гиба;
ц- коэффициент трения скольжения листа по штампу;
Рпр - усилие прижима;
Pr - усилие гибки кромки листа;
Рп - усилие подгибки с учетом инерционной составляющей;
L - длина отгибаемой кромки листа;
10 - расстояние от прижима до начальной линии гиба;
R - реакция усилия от гиба на пуансон;
ft - коэффициент, учитывающий увеличение усилия гиба за счет инерционной составляющей отгибаемой кромки листа в начале гиба.
В случае подгибки листа с утлом, большим а, схема подгибки показана на фиг.8. При этом конец листа должен укладываться на горизонтальный участок матрицы, что ликвидирует горизонтальную выталкиЁаю- щую силу от усилия гиба. Лист пластически деформируется и принимает форму гибочного пуансона до момента перехода конца отгибаемой кромки на наклонный прямолинейный участок матрицы. Таким образом, правильно определенный угол а обеспечивает подгибку кромок листа без его смещения относительно штампа, в результате чего получают качественный гиб заданного размера.
Одновременно с подгибкой кромки листа на первом прессе осуществляют на втором прессе аналогичную подгибку кромки другой стороны листа.
При переналадке линии на другой размер трубы меняются только гибочные пуансоны.
Таким образом, применение линии предложенной конструкции и штамповой оснастки повышенной жесткости позволяет производить качественную подгибку кро- мок листа с двух сторон различных толщин и длин с повышенной точностью за один ход линии.
Формула изобретения 1. Линия для подгибки кромок листов с двух сторон, содержащая рольганг с механизмами горизонтального и вертикального перемещения обрабатываемого листа, два пресса, расположенных с противолежащих сторон рольганга со смещением один отно- 5 сительно другого вдоль оси подачи и включающих С-образные станины с верхней и нижней базовыми поперечинами, несущими размещенные на них соответственно подвижную плиту с пуансоном и привод
0 перемещения плиты, подвижную балку с гибочной матрицей и привод перемещения балки, узел зажима листа, отличающая- с я тем, что, с целью повышения точности гибки и расширения технологических воз5 можностей линии за счет увеличения номен- клатуры обрабатываемых листов по толщине, С-образные станины выполнены разъемными в плоскости, параллельной оси подачи, и снабжены раздельными регулиру0 емыми проставками, размещенными между базовыми поперечинами и связанными с ними стяжными элементами, а также установленными на проставках опорными планками, регулируемыми направляющими,
5 смонтированными на подвижной балке с возможностью взаимодействия с указанными планками, механизмом горизонтального перемещения пуансона, выполненным в виде ряда последовательно установленных на
0 подвижной плите нескольких пар клиньев, одна часть которых жестко связана с плитой, а другая смонтирована с возможностью взаимодействия с первой и снабжена приводом перемещения в направлении, парал5 лельном плоскости плиты, а привод перемещения подвижной балки выполнен в виде ряда расположенных на нижней базовой поперечине силовых цилиндров.
2. Линия по п. 1,отличающаяся
0 тем, что гибочная матрица выполнена с двумя рабочими площадками, расположенными под углом относительно друг друга, при этом одна из площадок параллельна оси подачи
Л Л. NN Л V А
BstiUL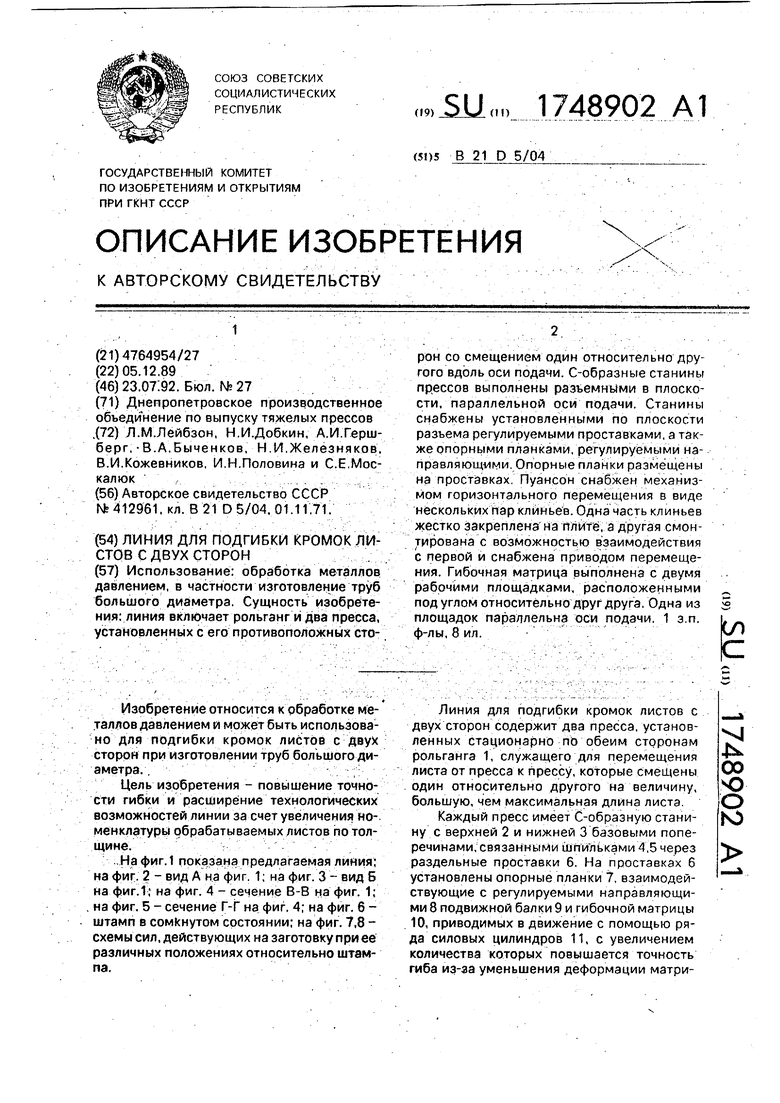
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подгибки кромок изделий из листового материала | 1977 |
|
SU725742A1 |
| Гибочный штамп | 1982 |
|
SU1110514A1 |
| Штамп для отгибки кромок | 1984 |
|
SU1191140A1 |
| Штамп для гибки и плющения краев листовых заготовок | 1990 |
|
SU1719126A1 |
| Штамп для отгибки кромок на листовой заготовке на 180 @ | 1987 |
|
SU1489886A1 |
| Штамп для гибки | 1978 |
|
SU764787A1 |
| Способ изготовления деталей с гофрами из листовой заготовки | 1985 |
|
SU1324715A1 |
| ГИДРАВЛИЧЕСКИЙ КРОМКОГИБОЧНЫЙ ПРЕСС | 1970 |
|
SU274652A1 |
| Универсальный гибочный штамп | 1982 |
|
SU1072951A1 |
| Способ подгибки концов заготовок | 1990 |
|
SU1794530A1 |
Использование: обработка металлов давлением, в частности изготовление труб большого диаметра. Сущность изобретения: линия включает рольганг и два пресса, установленных с его противоположных сторон со смещением один относительно другого вдоль оси подачи. С-образные станины прессов выполнены разъемными в плоскости, параллельной оси подачи. Станины снабжены установленными по плоскости разъема регулируемыми проставками, а также опорными планками, регулируемыми направляющими. Опорные планки размещены на проставках. Пуансон снабжен механизмом горизонтального перемещения в виде нескольких пар клиньев. Одна часть клиньев жестко закреплена на плите, а другая смонтирована с возможностью взаимодействия с первой и снабжена приводом перемещения. Гибочная матрица выполнена с двумя рабочими площадками, расположенными под углом относительно друг друга, Одна из площадок параллельна оси подачи. 1 з.п. ф-лы, 8 ил. сл С
i- -. .-. - IL%-5 ag
%
f- f
4+
+ f f f 4- 4-f Ч
4 -f
-f 4 4
4 4
4
tf 92
6
(oujRuddjou J -|p
g -a/ty
П я
n
к
двпд
2068Ш
s
ем о en
00
«ч- г
Фиг.1
.Ј
Фае. 8
SlPnp
Co
/V
| 1971 |
|
SU412961A1 | |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
