Изобретение относится к волочению особотонкостенных труб малого диаметра. Отношение толщины стенки к диаметру рассматриваемых труб находится в диапазоне от 1,02 до 4,0 процентов, диаметры - в диапазоне 1,0...20,0 мм.
Известен способ волочения особотонкостенных труб. Обжатие за проход в этом известном способе меньше шестикратной толщины стенки. При волочении трубы бх 0,5 сплава Д1 из заготовки 18x17,56 (толщина стенки - 0,32 мм) по aYoMy известному способу применяют 5 проходов волочения без оправки.
Недостатком известного способа является то, что при волочении труб с толсто- стенностью (1,0...4,0)% вследствие малой устойчивости поперечного сечения,маршруты волочения по силовым условиям оказываются недогруженными, коэффициенты запаса прочности, являющиеся отношением предельно допустимых напряжений к действующим на выходе из волоки, составляют 3,0..,30,0. Последнее приводит к увели- чению числа проходов волочения и к снижению производительности процесса.
В то же время для труб с близкими значениями толстостенности, а именно - 5,0,,,10,0%,-применяют напряженные марVI
Os
о ел ел
«
шруты, с коэффициентами запаса прочности выходного сечения 1,2...2,0%, чем обеспечивают высокую производительность волочения.
Целью изобретения было увеличение производительности процесса волочения особотонкостенных труб посредством повышения деформации за проход.
Достижение поставленной цели обеспечивают тем, что заготовку протягивают через несколько последовательно установленных, уменьшающихся по диаметру волок с конусным каналом, осуществляя деформацию в каждой волоке со степенью, равной (0,5...1,0)ЕПред, где Епред(5 ti/Dr5)% для труб с ti/Di 1,02...2,0% и Епрвд (15 ti/Di - 25)% для труб с ti/Di 2,0...4,0%; ti - толщина стенки трубной заготовки перед волокой, DI - диаметр трубной заготовки перед волокой.
Указанный режим обжатий позволяет волочить, особотонкостенные трубы, создавая высокие напряжения в выходнЬм сечении, снижая значения коэффициентов запаса до значений 1,2...2,0.
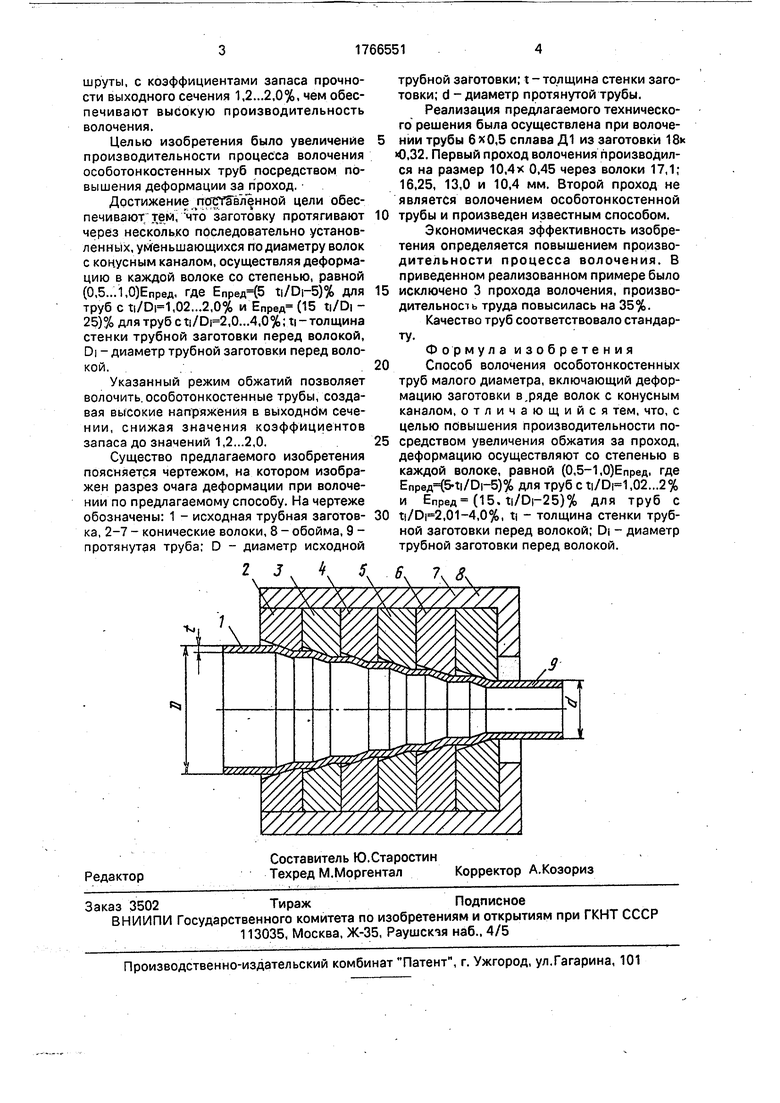
Существо предлагаемого изобретения поясняется чертежом, на котором изображен разрез очага деформации при волочении по предлагаемому способу. На чертеже обозначены: 1 - исходная трубная заготов- ка, 2-7 - конические волоки, 8 - обойма, 9 - протянутая труба; D - диаметр исходной
трубной заготовки; t - толщина стенки заготовки; d - диаметр протянутой трубы.
Реализация предлагаемого технического решения была осуществлена при волочении трубы 6x0,5 сплава Д1 из заготовки 18 0,32. Первый проход волочения производился на размер 10,4х 0,45 через волоки 17,1; 16,25, 13,0 и 10,4 мм. Второй проход не является волочением особотонкостенной трубы и произведен известным способом.
Экономическая эффективность изобретения определяется повышением производительности процесса волочения. В приведенном реализованном примере было исключено 3 прохода волочения, производительность труда повысилась на 35%.
Качество труб соответствовало стандарту.
Формула изобретения
Способ волочения особотонкостенных труб малого диаметра, включающий деформацию заготовки в,ряде волок с конусным каналом, отличающийся тем, что, с целью повышения производительности посредством увеличения обжатия за проход, деформацию осуществляют со степенью в каждой волоке, равной (0,5-1,0)ЕПред, где ЕпредК&Ч/Огб) для труб с ti/Di 1,02...2% и Епред (15. ti/D|-25)% для труб с ti/Dr2,01-4,0%, ti - толщина стенки трубной заготовки перед волокой; DJ - диаметр трубной заготовки перед волокой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления захватки под тянущий механизм для протягивания через волоку труб | 1990 |
|
SU1731333A1 |
| Способ и устройство для волочения труб, преимущественно сварных, на плавающей оправке | 2022 |
|
RU2801171C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2391162C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2378067C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2391161C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2378066C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2391163C2 |
| Способ изготовления многослойных труб | 1988 |
|
SU1627298A1 |
| Способ многократного волочения композиционной проволоки преимущественно из сплава олово-свинец | 1991 |
|
SU1810147A1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ ИЗ НИХРОМА | 2008 |
|
RU2371267C1 |
Использование: целесообразно при волочении особотонкостенных труб без оправки, преимущественно из алюминиевых сплавов. Отношение толщины стенки кдиа-„ метру у рассматриваемых труб в диапазоне 1 .4% Диаметры труб находятся в диапазоне 1,0-20,0 мм. Сущность способа в обжатии заготовки в нескольких волоках со степенью деформации, вызывающей в выходном сечении рабочей волоки напряжение волочения в диапазоне в 1,2-2,0 раза меньше, чем предел текучести нагартованной трубы. Разбивая очаг деформации на 3-10 зон, в каждой обжатие осуществляют со степенью деформации из диапазона значений (0,5-1,0) Епред, где Епред-выражекная в процентах предельная деформация трубы в зоне. При этом предельную деформацию трубы в зоне назначают либо по зависимости Епред(5й/0|- 5)%, если отношение толщины стенки трубы к диаметру находится в диапазоне 1,01- 2,0%, либо по зависимости Епред(15т.|/0|- 25)%, если отношение (ti/Di)% находится в диапазоне2,01 -4,0% (вкл.), где -толщина стенки трубы, поступающей на обжатие в волоку; DI-диаметр трубы, поступающей на обжатие в данную волоку, а формирование каждой зоны осуществляют при отношении длины зоны к длине сужающегося конического канала деформирующей волоки более 0,2, но менее 0,8. 1 ил. С
2 J
Ki
| Перлин И.Л.и др | |||
| Теория волочения | |||
| М.: Металлургия, 1971, с | |||
| Аппарат для передачи фотографических изображений на расстояние | 1920 |
|
SU170A1 |
| Шевакин Ю | |||
| Ф | |||
| и др | |||
| Производство труб из цветных металлов | |||
| М.: Металлургия, 1963, с | |||
| РЕЛЬСОВАЯ ПЕДАЛЬ | 1920 |
|
SU290A1 |
