Изобретение относится к обработке металлов давлением, в частности к штампай для изготовления деталей из листовых заготовок. Известен штамп для деформирования листовах заготовок, содержащий на верхней плите матрицу и на нижней плите пуансон и охват.ывающий его подпружиненный прижим С ЗНедостатком указанного штампа является то, что в. самом начале процесса деформирования периферийная часть заготовки зажимается между матрицей и прижимом, что может привести к разрыву.заготовки н процeqce деформирования при необходимости изготовления деталей с отформованными участками на периферии, так как материал на периферии будет сразу зажат между формообразующими участками матрицы и прижима, -что препятствует его свободному формообразованию. Наиболее близким по технической сущности и достигаемому результату к изобретению является штамп для деформирования листовых заготовок, содержащий на верхней плите матрицу и на нижней плите пуансон, охватывающий его прижим с отверстиями на периферии ПОДВИЖНЕ Й в осевом направлении, и ограничители расстояния между прижимом и матрицей,каждый из которых установлен в отверст прижима 2/. Недостатком указанного штампа яв ляется то, что, хотя он и оснащен о раничителями, препятствующими зажат материала на периферии заготовки, они выполнены жестко связанными-с прижимом, что не обеспечивает качественного изготовления деталей. Цель изобретения - повышение качества деталей с отформованными уча стками на периферии путем предотвра щения их зажатия до окончания де.формирования. . . Цель дости1;ается тем, что в штам пе для деформирования листовых заго товок, содержащем на верхней плите матрицу и на нижней плите пуансон, охватывающий его прижим с отверстия Mti на периферии, подвижный в осевом направлении, и ограничители расстоя ния между прижимом и матрицей, каждый из которых установлен в отверст прижима, каждый ограничитель выполн с буртиком, расположенным со стороны нерабочей поверхности прижима, и установлен подвижно в отверстии прижима с возможностью взаимодействия с ним буртиком. На фиг. 1 изображен штамп, начальный момент деформирования; на фиг.2 то же, конечный момент деформирования; на фиг. 3 - штамп, эид в плане. Штамп содержит установленную на подвижной плите 1 гибочную матрицу 2 с закрепленными на ней инструментом 3 для отрезки и инструменты, выполненные в виде вставок 4 для образования рельефов, а также выталкиватель 5 с ловителями б. На неподвижной плите 7 смонтирован пуансон 8 и прижим 9 с установленными в нем вставками 10 для образования рельефов . В прижиме 9 выполнены также сквозные отверстия, в которых установлены ограничители 11, имеющие утолщенную часть 12 и обеспечиваю- щие в момент перемещения металла зазор 13 между матрицей 2 и прижимом 9. Величина зазора 13 выбрана в зависимости от глубины рельефов, места их расположения, а также механических свойств и толщины штампуемого металла. На ограничителях 11 выполнены выемки 14,в которых расположены концы фиксирующих винтов 15, установленных в прижиме 9. На неподвижной плите 7 закреплен также инструмент 16 для обрезки. Штамп работает следующим образом. .; Заготовку 17 подают до упоров (не показаны ) и при ходе ползуна пресса вниз вместе с подвижной плитой 1 заготовку 18 фиксируют ловители 6 по предварительно подготовленньм отверстиям, а инструменты 3 и 16 отрезают ее от заготовки 17. При дальнейшем ходе плиты 1 вниз гибочная матрица 2 воздействует на ограничители 11 и перемещает их вниз, что дает возможность опускаться прижиму 9 и образовать тем самым зазор 14, необходимый .для свободного перемещения полок заготовки 18 между плоскостью гибочной матрицы 2 и прижимом 9. Зазор 13 сохраняется до .соприкосновения прижима 9 с опорной плоскостью неподвижной плиты 7, после чего происходит выборка зазора 13 и зажатие полок детали 19 между матрицей 2 и прижимом 9 с оформлением рельефов,например, под точечную сварку. При ходе ползуна пресса вверх отштампованная деталь 19 удаляется из матрицы 2 выталкивателем.5. Внедрение изобретения позволит существенно повысить.качество изготавливаемых деталей.
/7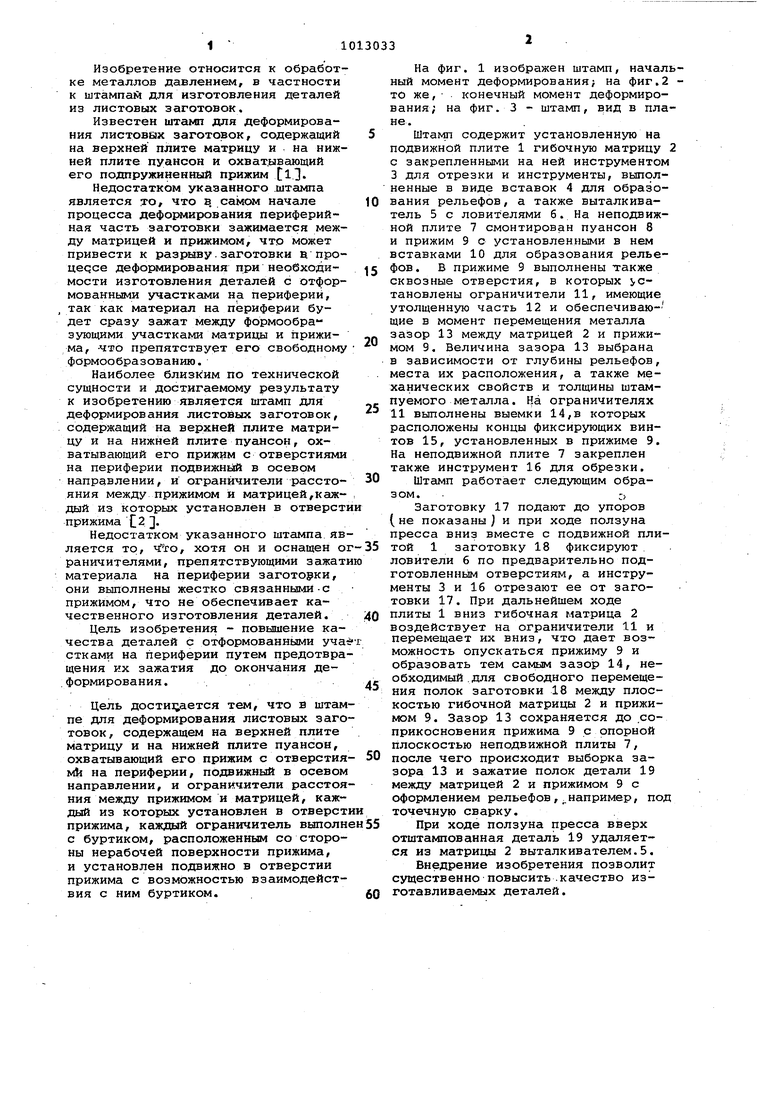
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп совмещенного действия | 1980 |
|
SU902931A1 |
| Штамп для вырубки и гибки деталей из полосового материала | 1980 |
|
SU931262A1 |
| ШТАМП ДЛЯ ОТГИБКИ ЭЛЕМЕНТОВ ЗАГОТОВКИ В РАЗНЫЕ СТОРОНЫ | 1991 |
|
RU2021861C1 |
| Штамп совмещенного действия для изготовления полых деталей из листовых заготовок | 1983 |
|
SU1131576A1 |
| Штамп для изготовления тройников из листовых заготовок | 1980 |
|
SU893285A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Способ изготовления полых изделий | 1989 |
|
SU1722656A1 |
| Штамп для гибки трехгранных угольников из листовых заготовок | 1984 |
|
SU1278084A1 |
| Штамп для изготовления конусныхдЕТАлЕй из лиСТОВыХ фАСОННыХ зАгО-TOBOK | 1979 |
|
SU846003A1 |

ШТАМП ДЛЯ ДЕФОРМИРОВАЯИЯ ЛИСТОВЫХ ЗАГОТОВОК, содержащий на верхней плите матрицу и на нижней плите пуансон, охватывакяфй его прижим с отверстияош на периферии, подвижный в осевом направлении, и ограничители расстояния между прижимом и матрицей , каждый из которых уста.новлен в отверстий прижима, отличающийся тем, что, с целью повышения качества деталей с отформованными участками на периферии путем предотвращения их зажатия до окончания деформирования, каждый ограничитель выполнен с буртиком, расположенным со стороны нерабочей поверхности прижима, и установлен подвижно в отверстии прИжима с возможностью взаимодействия с ним бур-. тиком. Од W со
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Налов А.И | |||
| Технология холодНой листовой ытамповки | |||
| М., Маши- | |||
| ностроение,.1969 с | |||
| Способ получения твердых неплавких и нерастворимых продуктов уплотнения формальдегида с фонолами | 1925 |
|
SU435A1 |
| Ножевой прибор к валичной кардочесальной машине | 1923 |
|
SU256A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Штамп для листовой штамповки | 1976 |
|
SU586951A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
