Изобретение относится к машиностроению, а именно к защите внутренней поверхности металлических труб эластичной оболочкой от износа и коррозии, и может быть использовано в различных отраслях народного хозяйства, в частности горнодобывающей, строительной и химической отраслях промышленности.
Известно устройство для покрытия внутренней поверхности труб, содержащее зажим для закрепления вывернутой наизнанку заготовки, кольцевой нагреватель, механизм его перемещения и источник сжатого воздуха 1.
К недостаткам этого устройства относятся низкая производительность, обусловленная сложностью выворачивания заготовки наизнанку, неодновременный нагрев трубы по всей длине, частые подключения и отключения Источника сжатого воздуха.
Наиболее близким к изобретению является устройство для футерования металлических труб эластичными оболочками, содержащее дорн, выполненный в виде трубы, снабженный расположенными вдиамет- ральной плоскости ребрами с желобами, закрепленными вдоль ребер, и прижимными пластинами, шарнирно закрепленными в одном конце трубы и расположенными в диаметральной плоскости, перпендикулярной плоскости ребер, конус для выглаживания оболочки с уплотнительной манжетой в основании и механизм подачи дорна в металлическую трубу 2.
Данное устройство имеет недостаточную надежность ввиду того, что клей наносят только на наружную поверхность
VJ
О
о о о XI
шланга (рукава), а на внутреннюю поверхность трубы - нет, не создаются необходимые условия для приобретения клеем необходимой рабочей консистенции. Низкая производительность устройства, обусловленная необходимостью длительного выдерживания трубы на месте футеровки до отверждения клея. Кроме того, головка до- рна выполнена в виде манжеты, что не обес- пеТиЦет качества приклеивания; в случае деформации манжеты образуются воздушные пузырьки.
Цель изобретения - повышение качества футерования.
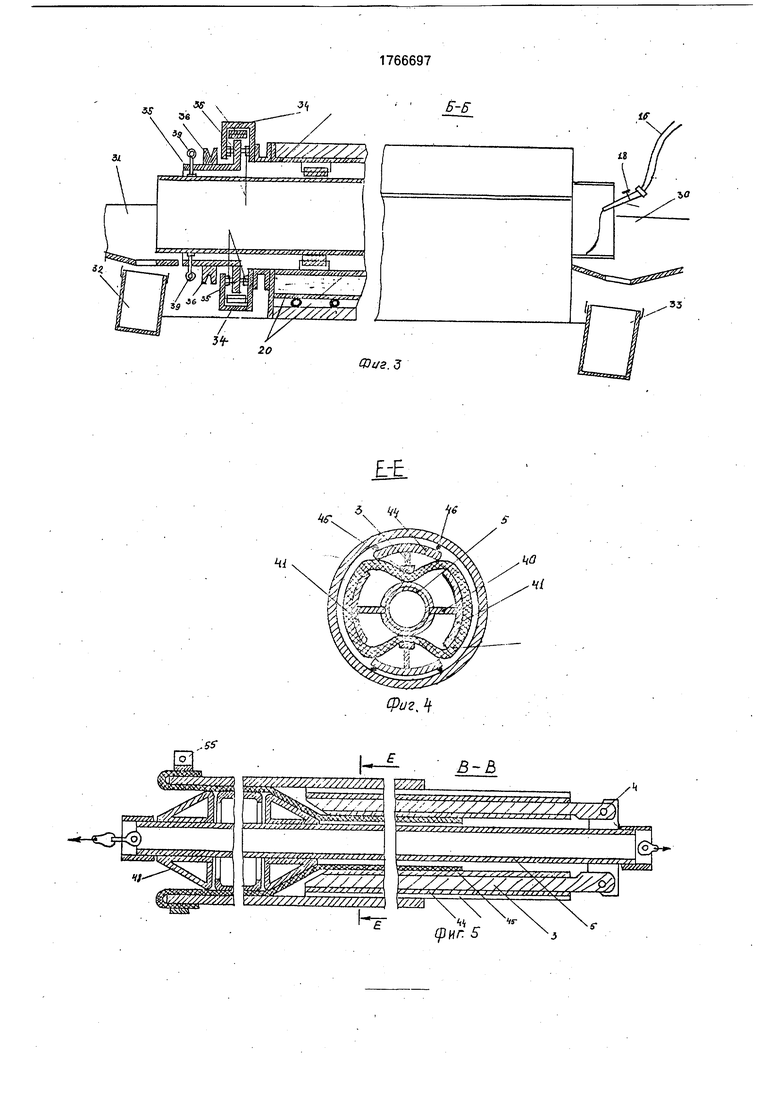
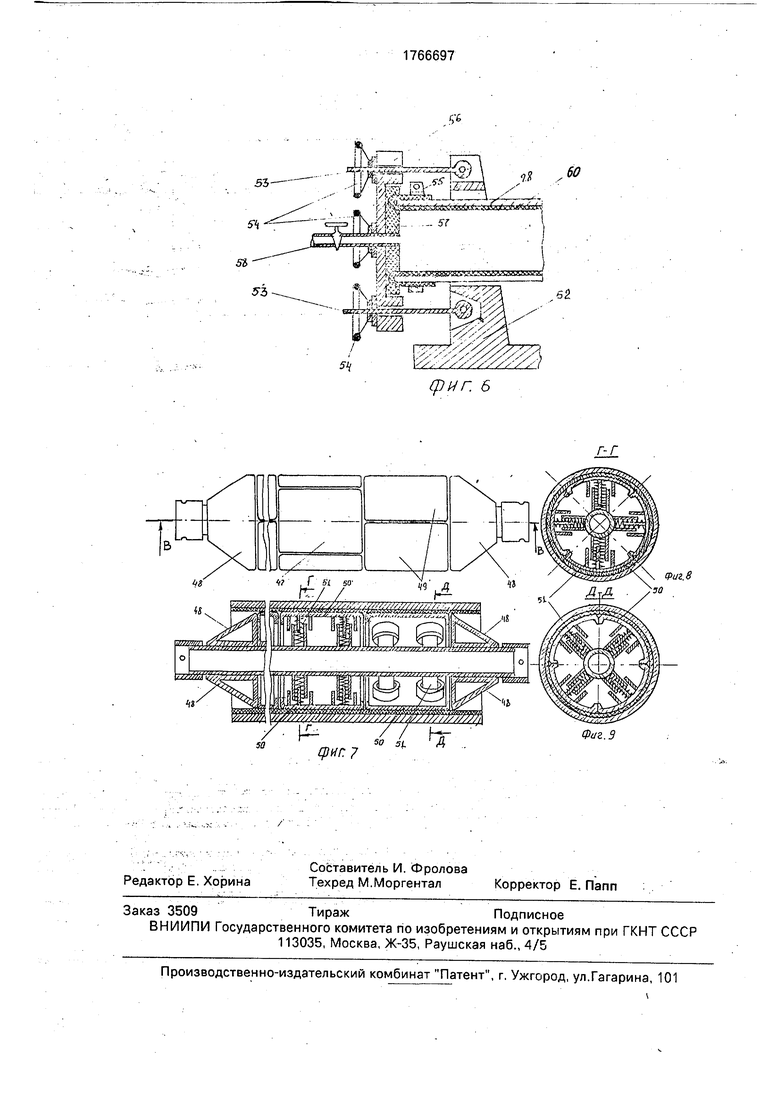
На фиг.1 представлен общий вид устройства для футерования металлических труб эластичными резиновыми или пластмассовыми оболочками; на фиг.2 - поперечный разрез футеруемой трубы А-А на фиг.1; на фиг.З - разрез Б-Б на фиг,2; на фиг,4 - поперечное сечение Е-Е на фиг.5, дорн в сборе внутри футеруемой трубы; на фиг.5 - продольный разрез футеруемой трубы с дор- ном и блоком выглаживания; на фиг.6 - гнездо поста отверждения с оборудованием для герметизации футеруемой трубы; на фиг.7 - общий вид блока выглаживания и его продольный разрез в футеруемой трубе; на фиг.8 и 9 - поперечные разрезы блока выглаживания Г-Г и Д-Д на фиг.7.
Устройство для футерования металлических труб эластичными резиновыми или пластмассовыми шлангами содержит пост 1 одевания заготовок оболочек (рукавов) на дорн 2 (фиг.1), съема и присоединения прижимных пластин 3 (фиг.4) к шарнирам 4 (фиг,5) трубы 5 (фиг,4) дорна 2; жидкостный нагреватель 6 (фиг.1), в полости которого происходит приклеивание оболочки к футеруемой трубе и выглаживание ее; каретки 7 перемещения (фиг.1) дорнз 2 с заготовкой и блока выглаживания (фиг.7) по железнодорожным рельсам 9 (фиг.1) посредством тросов 10 (фиг,1), прикрепленных одним концом к каретке 7 перемещения, а другим концом к лебедке 11 (фиг.1), которые через редукторы 12 (фиг.1) приводятся в движение приводами 13 (фиг.1), механизм вращения футеруемой трубы 14 (фиг. 1) в период приклеивания к ней заготовки; емкость 15 клеющей мастики со шлангом 16 с наконечником 17 и вентилем 18 (фиг.1) для подачи мастики поливом на внутреннюю поверхность трубы; траверсу с электромагнитом 19 (фиг.1) для перемещения футеруемой трубы в жидкостный нагреватель 6 клея, состоящий из емкости с двойными стенками 20 (фиг.2), между которыми находится жидкость (например, глицерин). Под дном емкости установлены нагревательные элементы 21 (фиг.2). Для одновременного футерования двух труб емкость разделена перегородкой 22 (фиг.2) на два отсека 23. Для уменьшения теплопотерь на- 5 ружные поверхности стенок дна и крышек 24 (фиг.2) ограждены теплоизоляционными материалами 25 (фиг.2). Жидкость в на- греватель подается трубой 26 (фиг.2) посредством регулятора уровня 27 (фиг.2).
10 Лишняя жидкость, образовавшаяся при нагревании, отводятся через переливную трубу 28 (фиг.2). Футеруемая труба в отсеке нагревателя опирается на опорные ролики 29 (фиг.2), что обеспечивает необходи15 мые условия для ее вращения. Лишняя клеящая мастика по наклонным желобам 30,31 (фиг.З) стекает в емкости 32,33, затем ее передают в емкость 15 (фиг, 1) для повторного использования. Механизм вращения
0 трубы 14 (фиг.1) состоит из кольцевого желоба 34 (фиг.З), патрубка 35 (фиг.З), на котором закреплен шкив 36 (фиг.З), соединенный клиноременной передачей 37 (фиг.1) с приводом 38 (фиг.1) посредством
5 редуктора (фиг.1). Футеруемую трубу закрепляют в патрубке 35 механизма вращения трубы 14 (фиг.З) стопорными винтами 39 (фиг.З). Дорн 2 выполнен в виде трубы 5 (фиг.4), вдоль которой закреплены в диамет0 ральном направлении два ребра 40 (фиг.4), соединенные с желобами 41 (фиг.4). Труба 5 (фиг.4) с помощью сборно-разборных шарниров 4 (фиг.5) соединена с двумя диаметрально расположенными под углом 90°
5 ребрами 3 (фиг.4), которые содержат желоба 44 и 45 (фиг.4). Для уменьшения площади соприкосновения желобов 45 (фиг.4) с внутренней поверхностью футеруемой трубы и нарушения слоя клея на краях желоба 44
0 приварены шарики 46 (фиг.4) диаметром 10 мм и шагом 30-40 мм Противоположный от шарниров конец трубы 5 дорна соединен с блоком выглаживания 47, состоящим из двух конусов 48 (фиг.7), из двух (как мини5 мум) секций 49 (фиг.7), подпружиненных коротких желобов 50 (фиг.7). Секция состоит из четырех желобов, каждый из них закреплен на двух подпружиненных стойках 51 (фиг.7). Продольные швы смежных секций
0 сдвинуты на 45°. Пост отверждения клея состоит из нескольких двухопорных гнезд (количество их определяется в зависимости от времени отверждения клея и производительности установки) для укладки
5 труб. Опоры 52 (фиг.6) снабжены четырьмя откидными болтами 53 с гайками 54, отогнутыми на наружную поверхность трубы, закрепленным хомутом 55 и герметизирующим фланцем 56 с прокладкой 57 из толсто листового упругого материала. Для подачи
сжатого воздуха фланец снабжен штуцером 58.
Устройство для футерования металлических труб эластичными резиновыми или пластмассовыми шлангами работает следующим образом.
Включают жидкостный нагреватель 6 (фиг.1), подогревают клей в емкости 15 до рабочей консистенции, очищают внутреннюю поверхность футеруемой трубы 59 (фиг.2). С помощью крана устанавливают футеруемую трубу 59 на опорные ролики 29 (фиг.2) жидкостного нагревателя 6, закрепляют нижний конец трубы 59 в патрубке 35 (фиг.З) механизма вращения трубы 14 (фиг, 1) винтами 39 (фиг.З). На посту 1 одевают оболочку 60 на желоб дорна 2 (фиг.6), закрепляют и зажимают концы оболочки 60 между концентрическими кольцами опор (не показаны), позволяющих поворачивать вокруг продольной оси оболочку 60 с до- рном 2 на 180°, Покрывают наружную поверхность оболочки 60 (фиг.4) слоем клея; присоединяют к шарнирам 4 (фиг,5) прижимные ребра 3 (фиг.5) и деформируют оболочку 60 (фиг.4). Включают механизм вращения трубы 14 (фиг, 1) и поливают клеем внутреннюю поверхность футеруемой трубы 59 (фиг.2) из шланга 16 (фиг. 1), отключают механизм вращения трубы 14 (фиг.1), устанавливают нижний конец желоба 45 (фиг.4) в верхний конец футеруемой трубы 59 (фиг.2), а верхний конец трубы 5 дорна (фиг.4) в шарнирное гнездо каретки 7 (фиг.1). Включают механизм вращения трубы 14 (фиг.1) и лебедку 11 (фиг.1), которая подает дорн с заготовкой во вращающуюся трубу 59. При этом поверхность оболочки 60 (фиг.4) не соприкасается со слоем клея на внутренней поверхности трубы 59 (фиг,4), так как по нему перемещаются шарики 46, приваренные с шагом 30-40 мм к желобам 44, незначительно повреждая слой клея из- за малой поверхности соприкосновения. Вращение футеруемой трубы 59 восстанавливает поврежденные участки клея, а также предотвращает стекание клея вниз трубы 59, обеспечивая равномерность его слоя. В момент, когда конец оболочки 60 выходит за нижний конец трубы 59 на 100-200 мм, отключают лебедку 11 подачи дорна (фиг.1). Останавливают вращение трубы 59, разрезают конец оболочки.60 в 6-8 местах вдоль трубы 59, отворачивают и зажимают хомутом 55 (фиг.6) подрезанные концы оболочки 6 . К концу трубы 5 дорна (фиг.4) присоединяют блок выглаживания 47 (фиг.7) тросом от каретки 7 (фиг.1) перемещения дорна 2, включают лебедку 11 (фиг.1), которая перемещает дорн 2 в противоположном направлении. Конус 48 (фиг.7) при этом выправляет и центрирует оболочку 60 (фиг,5). Подпружиненные короткие желоба 50 (фиг.7) прижимают его к внутренней поверхности
трубы 59 (фиг.5). В момент, когда блок выглаживания 47 (фиг.7) выйдет из противоположного конца трубы 59 (фиг.5) на одну секцию блока, отключают лебедку (фиг.1), подрезают вышедший за обрез трубы конец шланга, подворачивают и закрепляют хомутом 55 (фиг.6), отсоединяют дорн 2 от блока выглаживания 47, включают лебедку (фиг.1) противоположного перемещения и повторно выглаживают шланг.
Блок выглаживания (фиг.7) устанавливают на пост отстоя. Далее открывают крышку 24 жидкостного нагревателя 6 (фиг.2), краном с магнитной траверсой 19 (фиг.1) перемещают футерованную трубу 59 (фиг.2) на
пост отверждения клея под избыточным давлением. Укладывают концы трубы 59 в опорные гнезда (фиг.6), одевают фланец 56 (фиг,6) с прокладкой 57, герметизируют полость трубы 59 зажимом откидных болтов 53, присоединяют штуцер 58 к системе подачи сжатого воздуха. Под давлением труба 59 находится до отверждения клея. После этого снижают давление, отсоединяют герметизирующие фланцы 56, снимают хомуты 55, обрезают отвороты оболочки 60 заподлицо с наружной поверхностью трубы 59 и трубу отправляют на склад готовой продукции. Далее цикл повторяют.
Формула изобретения
Устройство для футерования металлических труб эластичными оболочками, содержащее дорн, выполненный в виде трубы, снабженной расположенными в диаметральной плоскости ребрами с желобами, закрепленными вдоль ребер, и прижимными пластинами, шарнирно закрепленными в
одном конце трубы и расположенными в диаметральной плоскости, перпендикулярной плоскости ребер, конус для выглаживания оболочки с уплотнительной манжетой в основании и механизм подачи
дорна в металлическую трубу, отличающееся тем, что, с целью повышения качества футерования, оно снабжено размещенным в уплотнительной манжете вторым конусом, установленным основанием в сторону основания первого конуса с образованием зазора между ними, и дополнительными цилиндрическими элементами для выглаживания, расположенными между основаниями конусов и выполненными, по крайней мере, в виде
двух секций, состоящих из подпружиненных желобов, контактирующих между собой продольными кромками, причем продольные стыки желобов одной секции смещены относительно продольных стыков смежной секции.


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ футерования металлических труб резиной и устройство для его осуществления | 1980 |
|
SU916874A1 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ЗАЩИТНОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 1993 |
|
RU2028210C1 |
| СПОСОБ ФУТЕРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 1991 |
|
RU2015910C1 |
| СПОСОБ ФУТЕРОВАНИЯ КАМЕРЫ ТЕПЛОЗАЩИТНЫМ ПОКРЫТИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2356735C2 |
| Устройство для волочения пластмассовых оболочек при футеровании металлических труб | 1981 |
|
SU1031744A1 |
| СПОСОБ ФУТЕРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 1992 |
|
RU2005615C1 |
| Футеровка для сложных криволинейных поверхностей | 1984 |
|
SU1233934A1 |
| Подводный газопровод и устройство для его сооружения | 1990 |
|
SU1800193A1 |
| Устройство для футерования металлических труб пластмассовыми оболочками | 1990 |
|
SU1775311A1 |
| Установка для футерования труб | 1971 |
|
SU442079A1 |

Использование: защита внутренней поверхности металлических труб эластичной оболочкой от износа и коррозии. Сущность изобретения: дорн, выполненный в виде трубы, на которой во взаимно перпендикулярных плоскостях установлены ребра с продольными желобами и шарнирно закрепленные на одном конце прижимные пластины. Дорн снабжен дополнительным выглаживающим конусом, расположенным основанием в сторону основания основного конуса. Конуса установлены с образованием зазора между основаниями. В указанном зазоре расположены выглаживающие элементы, которые выполнены из отдельных секций, не менее двух. Выглаживающие секции состоят из подпружиненных желобов, контактирующих между собой продольными кромками. Кромки смежных секций смещены относительно друг друга. Выполнение дорна повышает качество футерования. 9 ил. м Ё
Фиг. 2
фиг. 1
-и
«Q О
roсо
CO CO tш uLi
S5
Я
5
53
V
50
/Т ,- г.-1
- илЛ rpri ff / ,/ /i-Г °r L,jU Л /
/уЧетсти-J, -I-,-,-
г- M SStssfciBSaBucte
(/ -1г-г
-- °
I
/ . у - {
-1
у/,: / agsyHT / - V
iV П
Л /Xod
6
Фиг 8
// 4г
Фаг 9
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 10246653, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ футерования металлических труб резиной и устройство для его осуществления | 1980 |
|
SU916874A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
