Изобретение относится к устройству для футерования труб полимерными антикоррозионными материалами.
Извеотна установка для футерования труб полимерными листовыми материалами или оболочками путем нанесения на внутреннюю поверхность трубы футерующего слоя с последующей его опрессовкой и термообработкой, содержащая узлы опрессовки и термообработки. Известная установка не позволяет увеличивать давление опрессовки и характеризуется низкой долговечностью узла опрессовки.
Предложенная установка отличается от известной там, что узел опрессовки выполнен в виде упругой плоской спирали с зубьями на внутренней поверхности, концентрично расположенной относительно цилиндрического корпуса с пазом по образующей, входящими в зацепление с приводной шестерней планетарного механизма, размещенной на подпружиненной серьге гайки ходового неподвижного винта, на шейку которого надето зубчатое колесо,
5 скрепленное со втулкой фрикционной муфты и связанное с ведомой шестерней планетарного механизма. Благодаря таким конструктивным отличиям возможно увеличение давления опрес10 совки, кроме того, повышается долговечность узла.
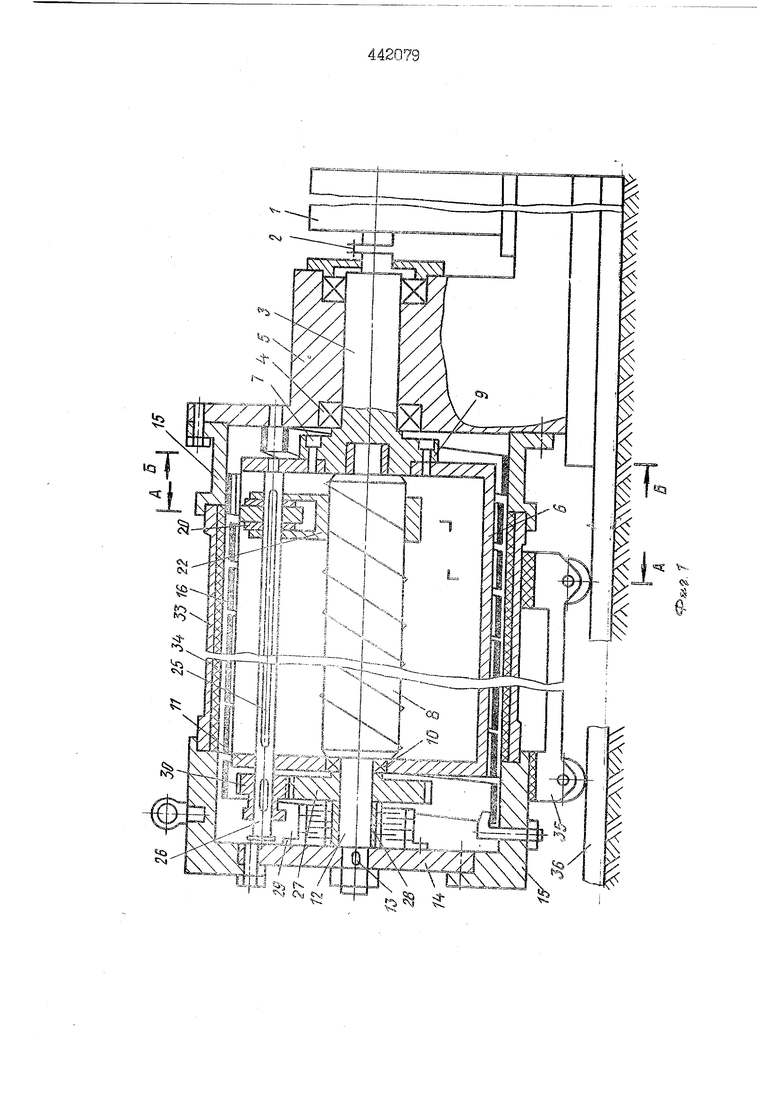
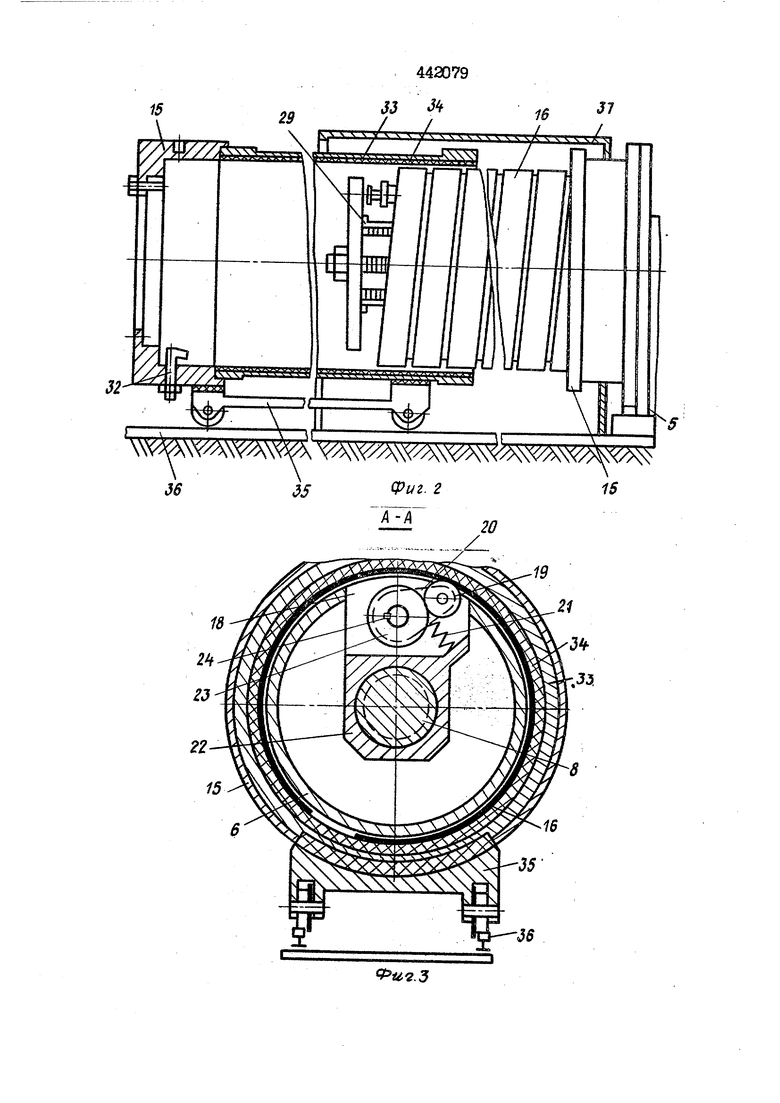
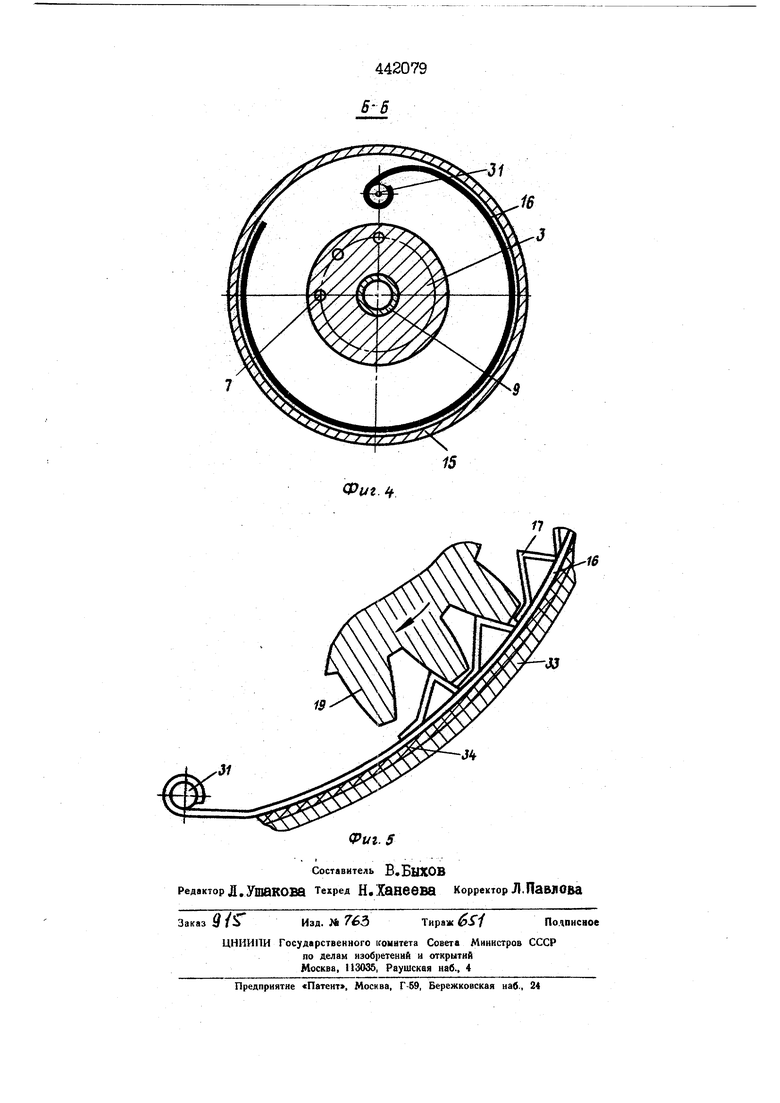
На фиг.1 изображена предложенная установка без термической камеры, вид сбоку; на фиг.2 - установка с термической камерой, вид сбоку; на фиг.З - поперечное сечение по А-А на фиг Л; на фиг.4 сечение по Б-Б .на фиг.1; на фиг.5 - поперечное сечение элементов
20 спирали и футеруемой трубы.
Привод I установки соединен через муфту 2 с валом 3, размещенным на подшипниках 4 в станине 5. Вал 3 жестко связан с ципиндричес26 КШ1 корпусом 6 болтами 7. Внутри
3
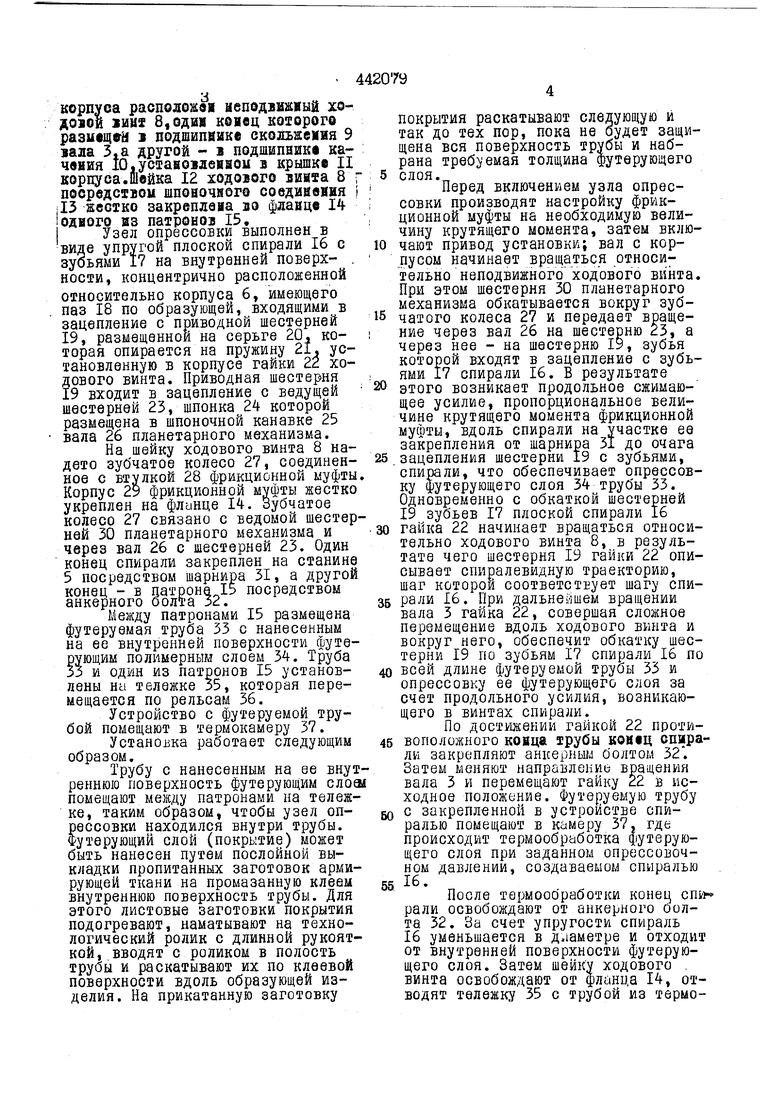
корпуса расподожои аеподвнжиый ходоюй вит 8,одия конец кохорогв разивщ подшипнике скольжения 9 аала З.а другой - i подшипник качвиия ХО.усхавовлевшои i крышке II корпуса.Швйка 12 ходового вишта 8 посредсхвои шпоночного соединения iI3 жестко закреплена зо фланце 1 Годного из патронов 15, I Узел опрессовки выполнен в виде упругой плоской спирали 16 с зубьями 17 на внутренней поверхности, концентрично расположенной
относительно корпуса 6, имеющего паз 18 по образующей, входящими в зацепление о приводной шестерней 19, размещенной на серьге 20, которая опирается на пружину 21. установленную в корпусе гайки 22 ходового винта. Приводная шестерня 19 входит в зацепление с ведущей шестерней 23, шпонка 24 которой размещена в шпоночной канавке 25 вала 26 планетарного механизма.
На шейку ходового винта 8 надето зубчатое колесо 27, соединенное с втулкой 28 фрикционной муфты Корпус 29 фрикционной муфты жестко укреплен на флинце 14, Зубчатое колесо 27 связано с ведомой шестерней 30 планетарного механизма и через вал 26 с шестерней 23. Один конец спирали закреплен на станине 5 посредством шарнира 31, а другой конец - в патроне 15 посредством анкерного болта 32.
Между патронами 15 размещена футеруемая труба 33 с нанесенным на ее внутренней поверхности футерующим полимерным слоем 34. Труба 33 и один из патронов 15 установлены Нс1 тележке 35, которая перемещается по рельсам 36.
Устройство с футеруемой трубой помещают в термокамеру 37.
Установка работает следующим образом.
Трубу с нанесенным на ее внутреннюю поверхность футерующим слош помещают между патронами на тележке, таким образом, чтобы узел опрессовки находился внутри трубы. Футерующий слой (покрытие) может быть нанесен путем послойной выкладки пропитанных заготовок армирующей ткани на промазанную клеем внутреннюю поверхность трубы. Для этого листовые заготовки покрытия подогревают, наматывают на технологический ролик с длинной рукояткой, вводят с роликом в полость трубы и раскатывают их по клеевой поверхности вдоль образующей изделия. На прикатанную заготовку
покрытия раскатывают следующую и так до тех пор, пока не оудет защищена вся поверхность трубы и набрана треб: емая толщина футерующего слоя.„
Перед включением узла опрессовки производят настройку фрикционной муфты на необходимую величину крутящего момента, затем включают привод установки; вал с корпусом начинает вращатьс я относительно неподвижного ходового винта При этом шестерня 30 планетарного механизма обкатывается вокруг зубчатого колеса 27 и передает вращение через вал 26 на шестерню 23, а через нее - на шестерню 19, зубья которой входят в зацепление с зубьями 17 спирали 16. В результате этого возникает продольное сжимающее усилие, пропорциональное величине крутящего момента фрикционной муфты, вдоль спирали на участке ее закрепления от шарнира 31 до очага .зацепления шестерни 19 с зубьями, спирали, что обеспечивает qnpeccoBку футерующего слоя 34 трубы 33. Одновременно с обкаткой шестерней 19 зубьев 17 плоской спирали 16 гайка 22 начинает вращаться относительно ходового винта 8, в результате чего шестерня 19 гайки 22 описывает спиралевидную траекторию, шаг которой соответствует шагу спирали 16. При дальнейшем вращении вала 3 гайка 22, совершая сложное перемещение вдоль ходового винта и вокруг него, обеспечит обкатку шестерни 19 по зубьям 17 спирали 16 по всей длине футеруемой трубы 33 и опрессовку ее футерующего слоя за счет продольного усилия, возникающего в винтах спирали.
По достижении гайкой 22 противоположного конца трубы конец опирали закрепляют анкерным болтом 32. Затем меняют направление вращения вала 3 и перемещают гайку 22 в исходное положение. Футеруемую трубу с закрепленной в устройстве спиралью помещают в камеру 37, где происходит термообработка футерующего слоя при заданном опрессовочном давлении, создаваемом спиралью 16.
После термообработки конец спь рали освобождают от анкерного болта 32. За счет упругости спираль 16 уменьшается в диаметре и отходит от внутренней поверхности футерующего слоя. Затем шейку ходового . винта освобождают от фланца 14, отводят тележку 35 с трубой из термокамеры 37, после чего готовую футерованную трубу снимают с тележки. Затем процесс футерования повторяют,
ПРЕДУЕТ ИЗОБРЕТЕНИЯ
Установка для футерования труб полимерными листовыми матеРИ..ли оболочкам«м1ууем нанесения на внутреннюю поверхность ;трубы футерующего слоя с последую|Щбй его опрессовкой и термообработ кой, содержащая узды опрессов ки и .термообработки, отличаю щ а я с я тем, что, с целью уведичеция давления рпрессовки и повышения долговечности узла опрессрвки, последний выполнен в виде упругой плоской спирали с зубьями 5 на внутренней поверхности, концент ,рично расположенной относительно , цилиндрического корпуса с пазом по I образущей, входящими в зацепление с приводной шестерней планетарного 101 механизма, размещенной на подпружиненной серьге гайки ходового неподвижного винта, на шейку которого надето зубчатое колесо, скрепленное с втулкой фрикционной муфты 15 и связанное с ведомой шестерней планетарного механизма. t5 д655 фиг. 2
Л-/1
f5
Zi
J5
«yuf.J 4VW
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФУТЕРОВАНИЯ ТРУБ ПОЛИМЕРНБШИ ЛИСТОВЫМИ МАТЕРИАЛАМИ ИЛИ ОБОЛОЧКАМИ | 1971 |
|
SU414128A1 |
| ГИДРОПРИВОДНОЙ СТАНОК ДЛЯ БУРЕНИЯ СКВАЖИН | 2008 |
|
RU2378477C1 |
| ПЛАВУЧАЯ ПРИБРЕЖНАЯ ГИДРОВОЛНОВАЯ ЭЛЕКТРОСТАНЦИЯ | 2014 |
|
RU2626188C2 |
| Погрузочная ковшовая машина | 1940 |
|
SU60606A1 |
| ТЕРМОМЕХАНИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЗАЩИТЫ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА ПОЛИМЕРНЫМ МАТЕРИАЛОМ | 1998 |
|
RU2137019C1 |
| СУДНО С ГИДРОВОЛНОВОЙ ЭНЕРГЕТИЧЕСКОЙ УСТАНОВКОЙ | 2014 |
|
RU2603813C2 |
| УСТРОЙСТВО ТОРМОЖЕНИЯ ТРАНСПОРТНОГО СРЕДСТВА (ВАРИАНТЫ) | 2008 |
|
RU2392145C1 |
| Станок для индукционной закалки изделий | 1984 |
|
SU1392116A1 |
| СИЛОВАЯ ГОЛОВКА | 1994 |
|
RU2119410C1 |
| КОЛЕСНАЯ ТРАНСПОРТНАЯ СИСТЕМА | 2010 |
|
RU2423281C1 |