Изобретение относится к области машиностроения и может быть использовано при изготовлении теплоизоляционных контейнеров для размещения и эксплуатации приборов и оборудования.
Известен способ изготовления слоистых изделий, включающий установку обшивок, заливку вспенивающейся композиции, смыкание обшивок и их относительное перемещение в процессе отверждения композиции.
К недостаткам данного способа относятся невозможность получения слоистых изделий различной конфигурации, высокий расход материалов при сборке изделий из отдельных панелей
Известен также способ изготовления слоистых изделий, включающий установку на оснастку обшивок с образованием замкнутой полости, заливку вспенивающейся композиции, последующее перемещение обшивок до получения наружного профиля.
Известный способ не позволяет получить профильные изделия и требует больших трудозатрат.
Цель изобретения - расширение технологических возможностей и снижение трудозатрат.
Цель достигается тем, что в способе, включающем установку на оснастку обшивок с образованием замкнутой полости, заливку вспенивающейся композиции, последующее перемещение обшивок до получения наружного профиля, согласно изобретению установку обшивок осуществляют частями с образованием петель или нахлеста в местах изменения профиля изделия, а перемещение этих обшивок производят одновременно с формообразованием поворотом частей относительно друг друга.
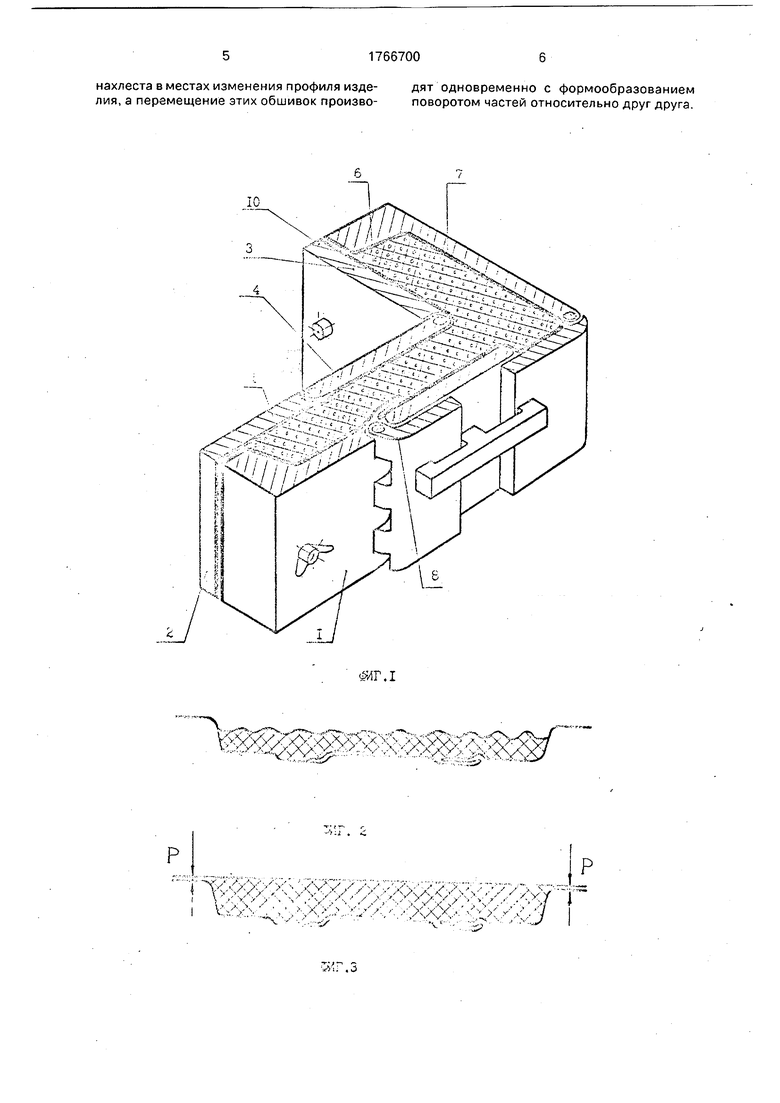
На фиг 1 изображено изделие, изготавливаемое предлагаемым способом и находящееся во вспенивающем устройстве, одна из частей которого вместе с элементами устройства повернута (развернута) относл
с
VI о о VJ
о о
сительно других в заданное положение; на фиг,2 изображено изделие в момент установки одной из обшивок и заливки вспенивающейся композиции; на фиг.З изображено изделие в момент установки второй обшивки, защемления между собой обеих обшивок, их фиксации и начала образования внутреннего давления; на фиг,4 изображено изделие после проведения по- воро та(разворота) отдельных его частей.
. Способ осуществляется следующим образом.
На внутренней поверхности корпуса 1 и крышки 2 вспенивающего устройства, выполненных из отдельных звеньев, (на фиг.1) звенья 3-5 устанавливаются частями обшивки 6 и 7 с образованием между частями петель 8 или нахлестов 9. Петли или нахле- сты создают необходимый запас материала обшивок для обеспечения заданного разво- рота частей и конфигурации изделия. Размер петель и нахлестов определяется исходя из угла поворота отдельной части при условии исключения разрывов материала между частями. Вспенивающее устрой- ство перед укладкой в него обшивок находится в развернутом состоянии и предварительно подогревается. После укладки обшивок крышка 2 смыкается с корпусом 1. При этом одновременно защемляются меж- ду собой и концами 10 корпуса и крышки края обшивок. Защемление краев обеспечивает необходимое натяжение обшивок и как следствие прочность и жесткость конструкции, а также повышает качество поверхно- стей изделия.
Операция защемления краев обшивок позволяет сократить расход материалов и уменьшить трудоемкость за счет сокращения дополнительной механической обра- ботки, так как с помощью защемления ограничивается контур изготавливаемого изделия.
В полость между обшивками заливают вспенивающуюся композицию. В течение не более 60 с после заливки вспенивающейся композиции и защемления краев обшивок для придания изделию необходимой конфигурации проводят относительное перемещение обшивок, при этом одна состав- ная часть обшивок ограничивается и фиксируется от перемещения, а вокруг нее проводят разворот других частей обшивок с последующей фиксацией в соответствующем положении.
Время разворота обшивок установлено экспериментально. При развороте обшивок по истечении указанного времени происходит процесс гелеобразования и отверждения вспенивающейся композиции, что
приводит к трещинам и внутренним дефектам в ней. Разворот частей обшивок проводится на угол, соответствующий конфигурации изделия. Получение таким способом слоистых изделий исключает обработку и сборку отдельных слоистых плит, что приводит к значительному сокращению технологического цикла и трудоемкости и к экономии материалов, при этом предлагаемый способ позволяет получать слоистые изделия различной конфигурации и широкой номенклатуры.
Пример. Слоистый воздуховод коробчатой формы со стеклопластиковыми обшивками на основе стеклоткани т-10 и связующего ЗП-5122 и заливочной композиции из пенополиуретана ППУ-3 размерами: шириной 320 мм, высотой 370 мм, длиной 900 мм, суммарной толщиной стенки 15 мм был изготовлен следующим образом.
На предварительно подогретые до 50-60°С корпус и крышку вспенивающего устройства укладывают обшивки - пропитанную связующими стеклоткань. В соединениях между отдельными частями устройства стеклоткань укладывают с нахлестом 150 мм друг на друга. Заливочное устройство смыкают, при этом между плоскостями разъемов защемляют края обшивок между собой, В полость между обшивками заливают пенопластовую композицию и в течение 45 с проводят разворот на 90° правой и левой частей устройства вместе с обшивками вокруг средней части. Разворот частей фиксируют между собой. Полученный таким способом слоистый короб вместе с заливочным устройством подвергают термообработке при 60-90°С в течение не менее 6 ч.
После термообработки заготовки и охлаждения заливочного устройства из него извлекают готовый слоистый воздуховод.
Использование изобретения позволяет получать слоистые изделия различных размеров и конфигураций широкого ассортимента, что сокращает расход материалов, исключает ручной труд на обработку и сборку.
Формула изобретения
Способ изготовления слоистых изделий, включающий установку на оснастку обшивок с образование замкнутой полости, заливку вспенивающейся композиции, последующее перемещение обшивок до получения наружного профиля, отличающийся тем, что, с целью расширения технологических возможностей и снижений трудозатрат, установку обшивок осуществляют частями с образованием петель или
нахлеста в местах изменения профиля изде- дят одновременно с формообразованием лия, а перемещение этих обшивок произво- поворотом частей относительно друг друга

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления слоистых панелей | 1978 |
|
SU706377A1 |
| Слоистая панель ограждения | 1983 |
|
SU1158244A1 |
| Линия для изготовления слоистых панелей | 1988 |
|
SU1691128A1 |
| ОПОРНЫЙ УЗЕЛ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2006 |
|
RU2322354C1 |
| Установка для изготовления слоистых панелей со средним слоем из заливочного пенопласта | 1983 |
|
SU1183385A1 |
| ЛОПАСТЬ АЭРОДИНАМИЧЕСКОЙ МОДЕЛИ ВОЗДУШНОГО ВИНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2444716C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2564952C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТИ РУЛЕВОГО ВИНТА ВЕРТОЛЕТА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2016 |
|
RU2614163C1 |
| ОПОРНЫЙ УЗЕЛ ТРЕХСЛОЙНОЙ ПАНЕЛИ И СПОСОБ СБОРКИ ТРЕХСЛОЙНОЙ ПАНЕЛИ С ОПОРНЫМИ УЗЛАМИ | 2013 |
|
RU2544690C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ СОТОВОЙ ПАНЕЛИ С ВСТРОЕННЫМИ В НЕЕ ТЕПЛОВЫМИ ТРУБАМИ | 2021 |
|
RU2779440C1 |

Использование: изготовление слоистых изделий сложной формы с пенопластовым заполнителем. Сущность изобретения: для изготовления слоистых изделий установку обшивок осуществляют частями с образованием между ними нахлестов или петель, заливают пенопластовую композицию и перемещают части обшивок с фиксацией и ограничением от перемещения относительно одной части, вокруг которой проводят разворот других частей обшивок 4 ил
J.O
tf
j
« && р
v-/
У///
,А - ,N V
У V ,
К у ,
4 W
Р
XvV. ,ллХ
V
Г.4
| Способ изготовления слоистых панелей | 1978 |
|
SU706377A1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
