Изобретение относится к области перерабоки пластин и может быть использовано при производстве строительных конструкций, например слоистых панелей с применением заливочных пенопластов.
Целью изобретения является повышение производительности труда и снижение металлоемкости установки.
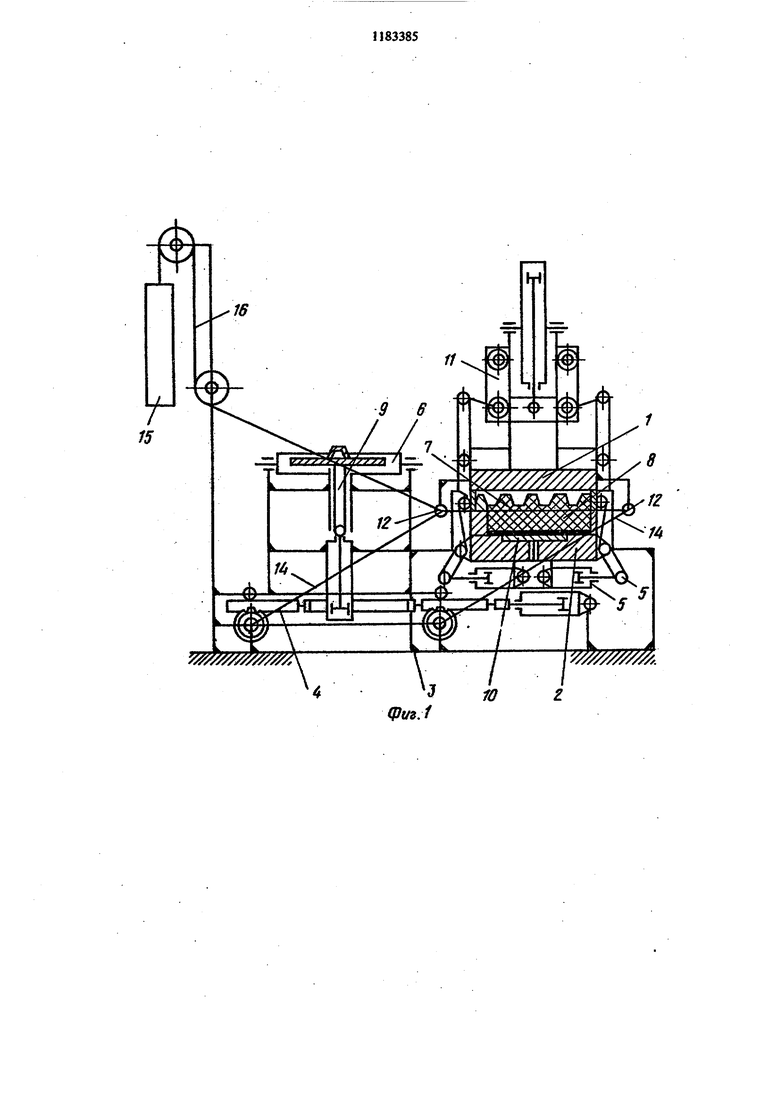
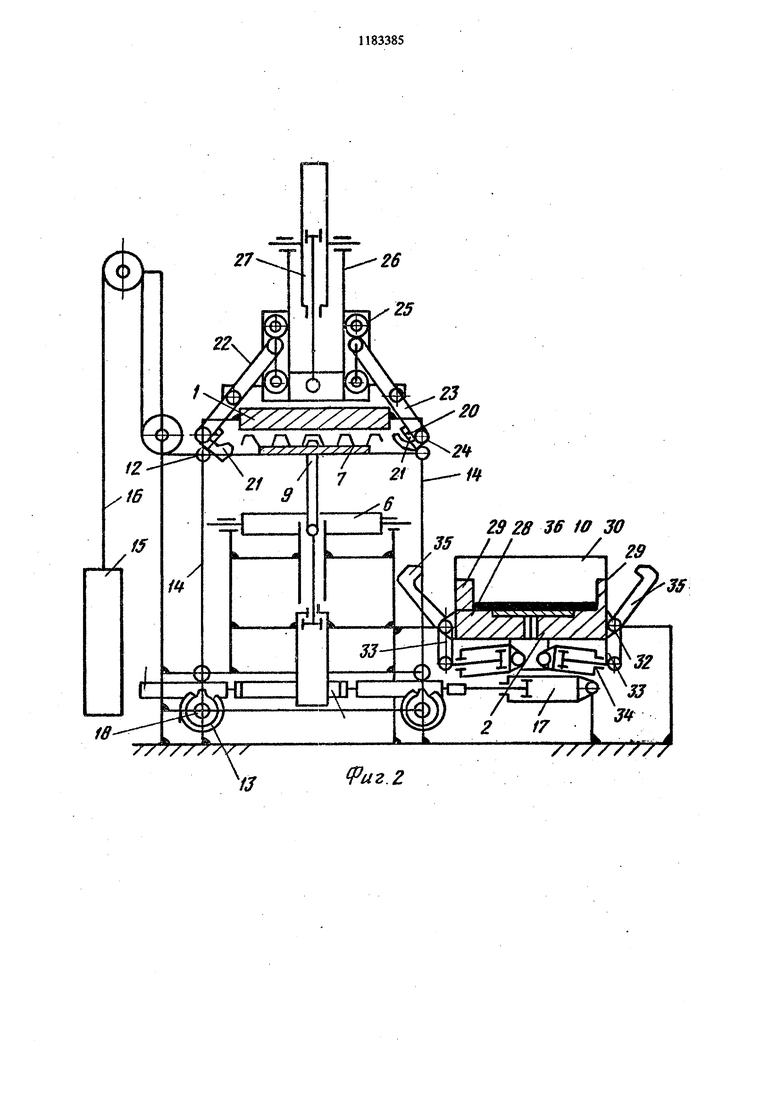
На фиг. I изображена установка в процессе изготовления изделия; на фиг. 2 - то же, в процессе подъема верхнего листа обшивки к механизму захвата верхнего листа обшивки; на фиг. 3 - то же, зажатьш верхним листом обшивки.
Установка содержит верхнюю и нижнюю 2 формообразуюшие плиты, последняя из которых смонтирована на станине 3, механизм 4 перемещения верхней формообразующей плиты, механизм S запирания верхней и нижней формообразующих плит, рольганг6 для подачи верхнего листа 7 обшивки панели 8 под верхнюю формообразующзао плиту 1, подъемник 9 для.подьема верхнего листа 7 обшивки, выталкиватель 10 панели 8 из нижней формообразующей плиты 2 и механизм 11 захвата верхнего листа обшивки
Механизм 4 перемещения верхней формообразующей плиты выполнен в виде соединенных шарнирами 12 с верхней формообразующей плитой 1 и смонтированных с возможностью поворота на осях 13 рычагов 14, образующих замкнутзто систему в виде шраллелограмма и демпфера 15, соединенного канатом 16 с шарниром 12. Привод механизма перемещения верхней формообразующей плиты выполнен в виде силового цилиндра 17, соединенного с зубчатой рейкой 18, находящейся в зацеплении с зубчатыми колёсами 19, насаженными на оси 13 нижнего ; рычага 14.
Механизм И. захвата верхнего листа, .обшивки вьшолнен в виде закреш1енных на продольных бортах 20, смонтированных на верхней формообразующей плите 1, зажимов 21. Продольные борта 20 с захшмами 21 соединены через рычаги 22 и рьпаги 23, закрепленные на поворотных валах 24, с кареткой 25, смонтированной на направляющей стойке 26 и соединенной со штс$ком ги; фоцилиндра 27.
Раскрытие и закрытие продольных бортов 20 и захват верхнего листа 7 обшивки производят путем перемещения каретки 25 по направляющей стойке 26 посредством гидроцилиндра 27. Нижняя формообразующая плита 2, смонтированная неподвижно на станине 3, представляет собой поддон 28, на котором закреплены продольные 29 и торцовые борта 30, которые при присоединении к ним верхней полуформы, образуют замкнутое , jipocTpancTBO для формования панели из за(ливочного пенопласта. На нижней формообразующей плите 2 смонтированы механизм 5 зажигания верхней 1 и нижней 2 формообразуи.
o ющих плит и выталкиватель 10 панели 8. Механизм 5 запирания формообразующих плит содержит продольные поворотные валы 31, смонтированные в опорах 32, рычаги 33, закрепленные на валах 31 гидроцилиндров 34,
5 и крючкообразных захватов 35, входя1цих в зацепление с осями 24 рычагов 23.
В нижнюю формообразующую плиту 2 укладьшается нижний лист 36 обшивки. Установка работает следующим образсни.
0 Под верхнюю формообразующую плиту I, находящуюся над рольгангом 6, по последнему подают лист 7 обшивки и подъемником 9 поднимают его в верхнее положение. Затем закрывают продольные борта 20, которые
5 зажимами 21 механизма 11 захвата верхнего листа обшивки прижимают лист 7 к верхней формообразующей плите 1 и удерживают его при перемещении плиты 1. В нижнюю формообразующую плиту 2 на поддон 28 укладывают нижний лист 36 обшивки и производят заливку вспенивающейся полимерной композиции. После заливки вспенивающейся композиции нижнюю формообразующую плиту 3 накрывают верхней формообраззтощей плитой 1 при помощи механизма 4 перемеще ния верхне- формообразующей плиты. Затем крючкообразными захватами 35 механизма 5 запирания плит запирают верхнюю 1 и нижнюю 2 формообразующие плиты. Вспененная полимерная композиция заполняет образованное .полуформами пространствомежду верхним 7 и нижним 36 листами обшивок, образуя монолитаую .гртовую слоистую панель. После этого раскрьгеают крючкообразные захваты 35 и одновременно с поднятием верхней фор мообразующей плиты 1 механюмом 4 перемещения верхней формообразующей плиты раскрывают продольные борта 20 с зажимами 21 механизмом И. После перемещения верхней формообразующей плиты 1 в верхнее исход . ное положение отформованную слоистую /панель 8 выталкивают выталкивателем 10 из нижней формообразующей плиты 2 и убирают на склад готовой продукции. На этом цикл работы установки закончен.
r
(i3uz,1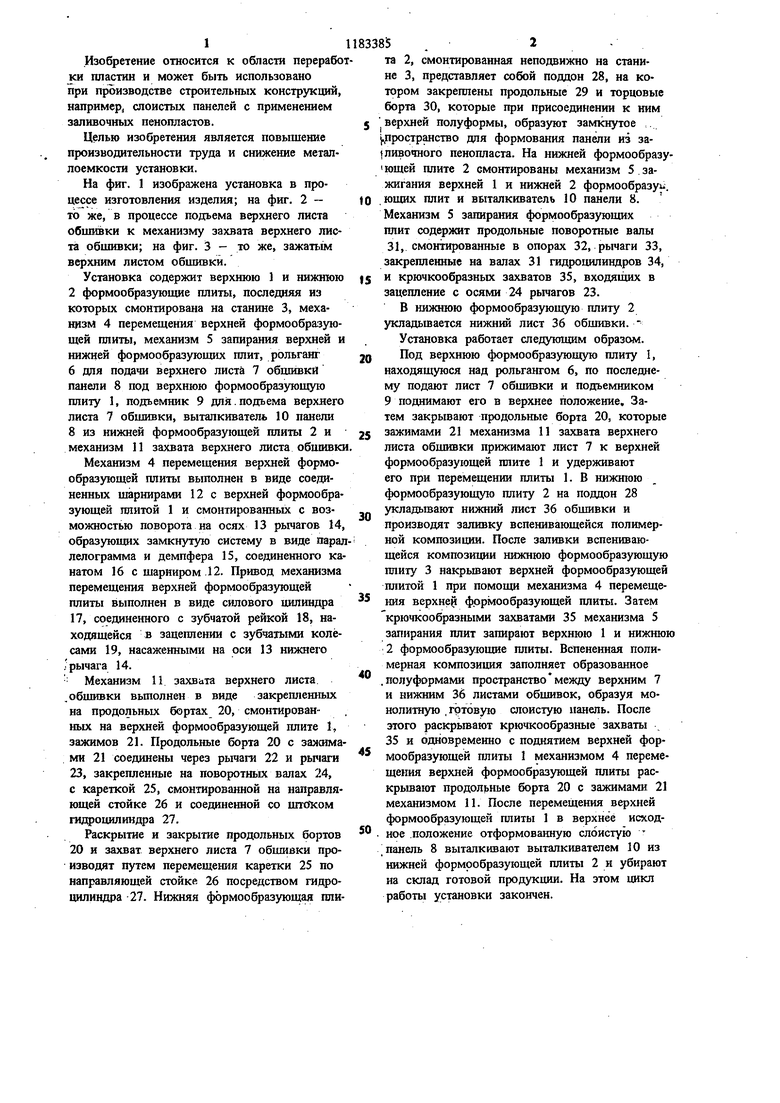
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для литья под давлениемАРМиРОВАННыХ издЕлий | 1979 |
|
SU821176A1 |
| АВТОМАТ ДЛЯ ВЫДУВА ПЭТ-ТАРЫ | 2011 |
|
RU2458793C2 |
| Штамп для штамповки из жидкогоМЕТАллА | 1978 |
|
SU839683A1 |
| Литьевая многопозиционная машина для переработки пластмасс | 1981 |
|
SU1016189A1 |
| Автомат для изготовления полуформ и стержней | 1970 |
|
SU438487A1 |
| Устройство кривовязюков для вырубкизАгОТОВОК из пОлОСОВОгО илЕНТОчНОгО МАТЕРиАлА | 1979 |
|
SU804501A1 |
| Устройство для нанесения теплоизоляционного материала на изделия | 1989 |
|
SU1740192A1 |
| Устройство для высадки | 1981 |
|
SU996027A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство для удаления полимерных изделий с арматурой из пресс-форм роторно-конвейерной литьевой машины | 1989 |
|
SU1696313A1 |
1. УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ПАНЕЛЕЙ СО СРЕДНИМ СЛОЕМ ИЗ ЗАЛИВОЧНОГО ПЕНОПЛАСТА, содержащая станину, верхнюю формообразующую плиту и смонтированную на станине нижнюю формообразующую шшту, огражденные бортами, .снабженный приводом механизм перемещения верхней формообраз)гющей плиты, механизм запирания верхней и нижней формообразующих плит, механизм захвата верхнего листа общивки, выталкиватель изделия, соединенный с приводом его перемещения, отличающаяся тем, что. с целью повьпцения производитёльнос1яГ 1грУда и снижения металлоемкости установки,, механизм перемещения верхней формообразуюшей плиты выполнен в виде щарнирно соединенных с ней и смонтированных с возможностью поворота рычагов, образующих замкнутую систему, в внде параллелограмма, связаннзао с демпфером, а привод механизма перемещения верхней формообразующей плиты вьтолнен в виде силового цш1инщ а, связанного с зубчатой рейкой, установлешюй с возможностью контакта с зубчатыми колесаига, смонтированными на осях нижнего рычага механизма перемещения верхней формообра. зующей плиты. 2.Установка по п. 1, о т л н ч а ю щ ая с я тем, что механизм захвата верхнего листа обшивки вьшолиен в виде закрепленных на бортах зажимов, связанных рычагами с приводной кареткой, соединенной с верхней формообразующей плитой. ваА 3.Установка по п. 1, отличающая с я тем, что она снабжена подьемни:о :ю ком верхнего листа обшивки для подачи его к механизму захвата верхнего листа обшивки. СП
| Булатов Г | |||
| А | |||
| ПенопПасты в авиационной технике | |||
| М.: Воениздат, 1963, с | |||
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
| Установка для изготовления трехслойных панелей | 1979 |
|
SU781076A2 |
| Солесос | 1922 |
|
SU29A1 |
