I
Изобретение относится к строительству и предназначено для изготовления слоистых панелей из малопрочного пеноплайтового заполнителя и листовы : об- шивбк...
.Известен способ изготовления слоистых панелей, включающий установку Наружных обшивок, к которым предвари- тёльйо прикреплены пучки арматуры, и П1оследующую заливку вспенивающейся композиции между обшивками.
.
Недостатками такого способа гявляются повышенная трудоемкость изготовления панели и необходимость дополнительного изготовления пучков арматурь При этом предварительное размещение жестких стержневых пучков на обшивках препятствует распространению фронта, пенойластового заполнителя, в результате чего нарушается его сплошность, что способствует снижению несущей способности .ценопласта в зоне адгезионной свйзй с обшивками.
Наиболее близким к изобретению техническим решением является способ из- Готовления .слоистых панелей, включаю- tm& установку обшивок, прикрепление армирующего волокна в виде тонких нитей к обшивкам, заливку вспенивающейся композиции между обшивкйМи и последующее, отверждение композиции. Закрепление армирующего волокна осуществляют путем прошива -им обшивок.
Недостатки данного способа состоят в пониженной прочности сцепления обшивок с отвержденной композицией и самого пенопласта, высоком расходе Материала и повышенной трудоемкости изготовления.
Цель изобретения - повышение цроч- ности сцепления обшивок с отвержденной композицией, снижение трудоемкости изготовления.
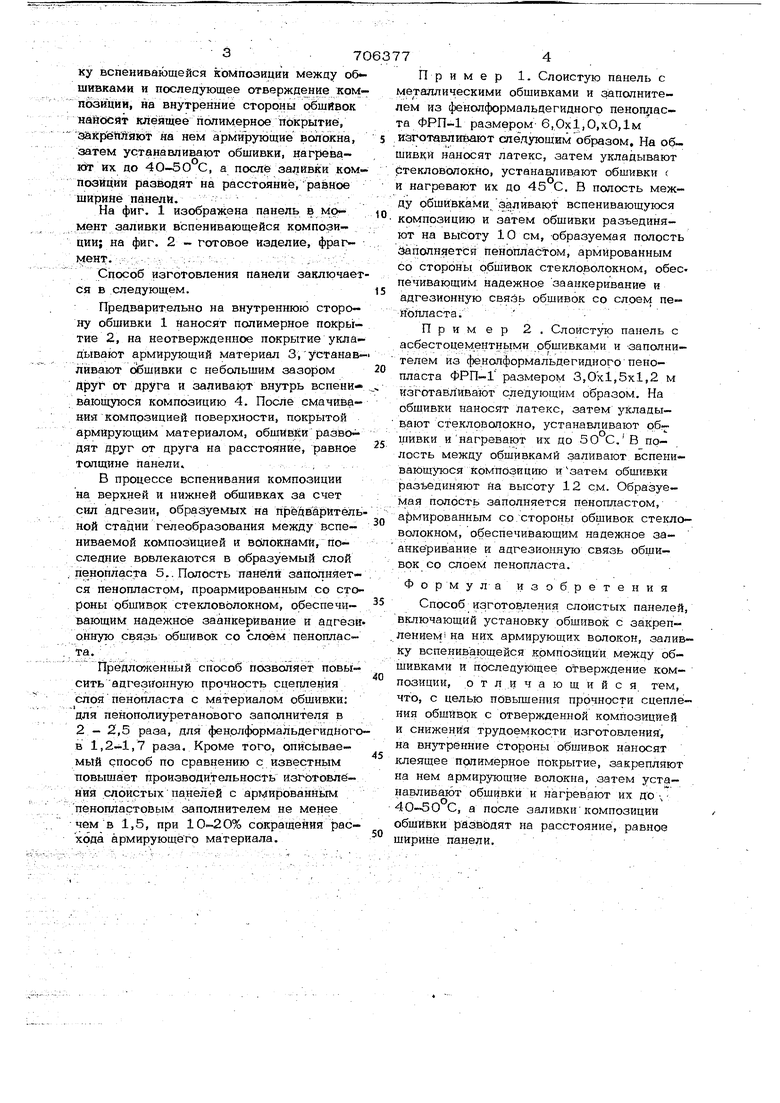
Это достигается тем,; что при способе изготовления слоистых панелей, включающем установку обшивок с закреплением на них армирующих волокон, заливку вспенивающейся композиции между об« шивками и последующее отверждение ком позиции, на внутренние стороны обшивок найьсйт клеящее полимерное покрытие, З&крет1ййют на нем армирующие волокна, затем устанавливают общивки, нагрева KiT их до 4О-5О С, а после за;1Ивки ком позиции разводят на расстояние, равное ширине панели. На фиг. 1 изображена панель в мо мент заливки вспенивающейся композиции; на фиг. 2 - готовое изделие, фрагмент. ,;;,-,;-,. :-;/-/.. .:;:,,.. .. Способ изготовления панели заключает ся в следующем. Предварительно на внутреннюю сторону общивки 1 наносят полимерное покрьгтие 2, на неотвержденное покрытие укладывают армирующий материал 3,устанав ливают оЬшивки с небольшим зазором друг от друга и заливают внутрь вспени- вадощуюся композицию 4. После смачивания композицией поверхности, покрытой армирующим материалом, обшйвКи развО дят друг от друга на расстояние, равное толщине панели., В процессе вспенивания композиции на верхней и нижней обшивках за счет сил адгезии, образуемых на Г1рёдва ритёль ной стадии гелеобразования между вспениваемой композицией и вблокйамй, последние вовлекаются в образуемый слой , пе нопласта 5.. Полость панели заполняется пенопластом, проармированным со сто роны обшивок стекловолокном, обеспечивающим надежное заанкерйвание и адгези онную связь обшивок со слоем пёноплас- , . . Предложенный способ позволяет повыситьадгезионную прочность сцепления слоя пенопласта с материалом обшивки: для пенополиуретанового заполнителя в 2 - 2,5 раза, для фенрлформальдегидного в 1,2-1,7 раза. Кроме того, описываемый способ по сравнению с известным повышает производительность йзготовлений слоистых панелей с армированньм пенопластовым заполнителем не мецее чем в 1,5, при сокращейия расхода армирующего материала. Пример 1. Слоистую панель с металлическими обшивками и заполнителем из фенолформальцегидногр пенопрастаФРП-1 размером-6,Ох1,0,хО,1м изготавливают следующим образом. На обшивки наносят латекс, затем укладывают стекловолокно, устанавливают обшивки ( и нагревают их до 45 С. В полость между обшивками, заливают вспенивающуюся композицию и затем обшивки разъединяют на высоту 10 см, -образуемая полость Заполняется пенопластом, армированным со стороны обшивок стекловолокном, обеспечивающим надежное заанкерйвание и адгезионную связь обшивок со сповм пе- МЪпласта. Пример 2 . Слоистую панель с асбестоцементньши обшивками и -заполни- телем из фенолформальдегидногопенопласта ФРП-Г размером 3,0x1,5x1,2 м йзготавливают следующим образом. На обшивки наносят латекс, затем уклады- вают стекловолокно, устанавливают рб-шивки инагревают их до 50 С.В полость между обшивками заливают вспенивающуюся композицию и затем обшивки разъединяют йа высоту 12 см. Образуемая полость заполняется пенопластом, армированным со стороны обшивок стекловолокном, обеспечивающим надежное за- анкеривание и адгезионную связь обшивок со слоем пенопласта. Формула изобретения Способ;изготовления слоистых панелей, включающий установку обшивок с закреплениемна них армирующих волокон, заливку вспенивающейся крмпозиции между обшивками и последующее отверждение композиции, .0 т л .и ч а ю щ и и с я тем, что, с целью пРвышения прочности сцепления обшивок с отвержденной композицией и снижения трудоемкости изготовления, на внутренние стороны обшивок наносят клеящее полимерное покрытие, закрепляют на нем армирующие волокна, затем устанавливавэт обшивки и нагревают их до 40-50 С, а после заливкикомпозиции обшивки разврдят на расстояние, равное ширине панели.
luu-j I.J.JU ipjj 7:.:-;..i.J
uvS--S
. .-:-4;;l
| название | год | авторы | номер документа |
|---|---|---|---|
| Слоистая панель | 1978 |
|
SU717251A1 |
| Панель ограждения | 1977 |
|
SU661083A1 |
| Слоистая панель | 1988 |
|
SU1537777A1 |
| СЛОИСТАЯ ПАНЕЛЬ | 1992 |
|
RU2029037C1 |
| Трехслойная панель | 1981 |
|
SU1004563A1 |
| Способ изготовления каркасной панели ограждения | 1981 |
|
SU1020541A1 |
| Способ изготовления слоистых изделий | 1989 |
|
SU1766700A1 |
| ОПОРНЫЙ УЗЕЛ ТРЕХСЛОЙНОЙ ПАНЕЛИ И СПОСОБ СБОРКИ ТРЕХСЛОЙНОЙ ПАНЕЛИ С ОПОРНЫМИ УЗЛАМИ | 2013 |
|
RU2544690C1 |
| Способ изготовления слоистых панелей | 1984 |
|
SU1162663A1 |
| СПОСОБ РЕМОНТА ВЫСОКОНАГРУЖЕННЫХ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1992 |
|
RU2039655C1 |
J
Фиг.2
