Изобретение относится к машиностроению и может быть использовано для повышения износостойкости деталей машин и других стальных изделий.
Целью изобретения является повышение износостойкости изделий за счет создания упрочненного пористого слоя на трущейся поверхности изделия для удержания смазки.
Для этого нагрев поверхности стальных изделий осуществляют азотной плазменной струей с определенным мощностью струи, расходом азота, скоростью перемещения струи над поверхностью обрабатываемого изделия. Таким образом, заявляемое решение соответствует критерию новизна.
При упрочнении изделий предложенным способом происходит насыщение поверхностного слоя азотом из плазмы. Скорость поглощения азота поверхностью в диапазоне указанных режимов настолько велика, что предел растворимости азота сталью наступает почти мгновенно. После наступления предела растворимости начинается азотное кипение, т.е. весь поступающий азот выделяется из металла в виде газовых пузырьков. Азотное кипение приводит к аномальной пористости поверхност- ного слоя обрабатываемого изделия. Поверхностная пористость оказывает благоприятное влияние на повышение износостойкости, т.е. смазка длительное время удерживается на трущихся поверхностях. Скоростное охлаждение приводит к образованию в поверхностном слое закалочных структур, имеющих высокую твердость и износостойкость.
Пример. Плазменное упрочнение проводили на образцах из стали 38ХМЮА плазмотроном ПП-25 с диаметром сопла 6 мм. Мощность, подводимая к плазмотрону, составляла 10,5-12 кВт, расход азота составлял 15-17 л/мин, а скорость перемещения струи - 0,5-1,1 мм/с. Дистанция обработки - 10 мм. Такая дистанция была выбрана исходя из наиболее рационального использования подводимой к плазмотрону мощности,
w
Ё
XI
О О О х| О
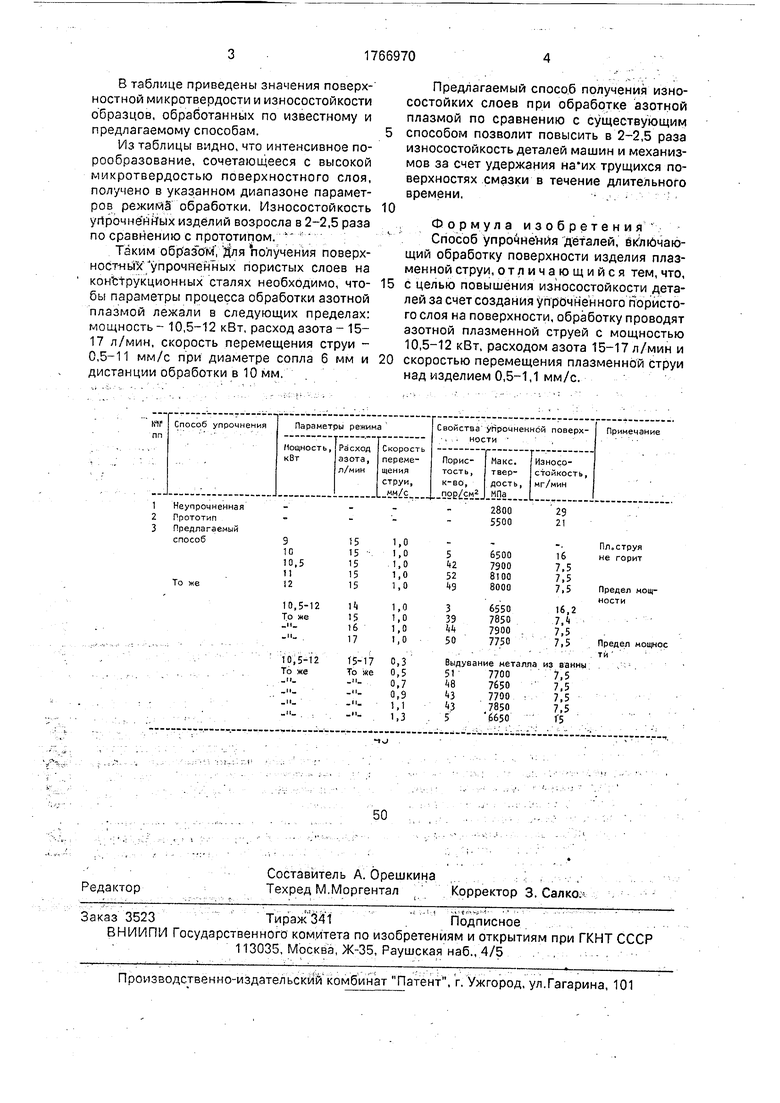
В таблице приведены значения поверхностной микротвердости и износостойкости образцов, обработанных по известному и предлагаемому способам.
Из таблицы видно, что интенсивное порообразование, сочетающееся с высокой микротвердостью поверхностного слоя, получено в указанном диапазоне параметров режима обработки. Износостойкость упрочненных изделий возросла в 2-2,5 раза по сравнению с прототипом.
Таким образцом, Для получения поверхностный упрочненных пористых слоев на конструкционных сталях необходимо, что- бы параметры процесса обработки азотной плазмой лежали в следующих пределах: мощность - 10,5-12 кВт, расход азота - 15- 17 л/мин, скорость перемещения струи - 0,5-11 мм/с при диаметре сопла 6 мм и дистанции обработки в 10 мм.
Предлагаемый способ получения износостойких слоев при обработке азотной плазмой по сравнению с существующим способом позволит повысить в 2-2,5 раза износостойкость деталей машин и механизмов за счет удержания трущихся поверхностях смазки в течение длительного времени,
Формула изобретения Способ упрочне нйя деталей, включающий обработку поверхности изделия плазменной струи, отличающийся тем, что, с целью повышения износостойкости деталей за счет создания упрочненного пористого слоя на поверхности, обработку проводят азотной плазменной струей с мощностью 10,5-12 кВт, расходом азота 15-17 л/мин и скоростью перемещения плазменной струи над изделием 0,5-1,1 мм/с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС И ЖЕЛЕЗНОДОРОЖНОЕ КОЛЕСО С УПРОЧНЕННОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 2010 |
|
RU2430166C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТВЕРДОГО СПЛАВА И СТАЛИ | 2002 |
|
RU2231573C2 |
| СПОСОБ НАНЕСЕНИЯ ТОНКОПЛЕНОЧНОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИЕ ИЗДЕЛИЯ | 2007 |
|
RU2354743C2 |
| Способ термической обработки стальных рельсов | 2016 |
|
RU2644638C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ РЕЛЬСОВ | 2007 |
|
RU2343211C2 |
| Способ азотирования покрытий из оксида титана на твердой подложке | 2021 |
|
RU2775988C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТНЫХ ВАЛКОВ | 2005 |
|
RU2298043C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОФИЛИРОВАННЫХ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2325449C2 |
| СПОСОБ ПОВЕРХНОСТНОЙ ЗАКАЛКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2107739C1 |
| СПОСОБ ПЛАЗМЕННОГО НАПЫЛЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ | 2011 |
|
RU2462533C1 |
Использование: в машиностроении для упрочнения деталей машин и других стальных изделий за счет повышения износостойкости. Сущность: поверхность изделия нагревают азотной плазменной струей. Диаметр сопла плазмотрона 6 мм, подводимая мощность 10,5-12 кВт, расход азота 15-17 л/мин, скорость перемещения струи 0,5-1,1 мм/с. Дистанция обработка 10 мм. 1 табл.
| Патент Великобритании № 1104102, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Рогжан Рольф, Поверхностное плазменное упрочнение углеродистых сталей и чугу- нов | |||
| - Ревю дэ Металлургия, 1979, том | |||
| Аппарат, предназначенный для летания | 0 |
|
SU76A1 |
| 532-537. | |||
