Изобретение относится к термообработке деталей, в частности к устройствам для закалки изделий токами высокой частоты, и может быть использовано для местной закалки стальных наконечников оболочек бронебойных пуль.
Известна установка для локальной закалки осей токами высокой частоты (см. патент RU №2232822, МПК C21D 1/10, опубл. 20.07.2004), содержащая петлевой индуктор с индуктирующим проводом и ротор в виде диска с отверстиями для изделий, установленный с возможностью поворота для установки изделий соосно индуктору, и установленными в указанных отверстиях втулками с пазами, в которых расположена кольцевая пружина, источник тока, соединенный с индуктором, рычагами и командоаппаратом, выполненным в виде кулачкового вала с возможностью регулировки фаз поворота кулачков и связанным с рычагами, и толкатель с микрометрическим винтом, установленный соосно индуктору, при этом привод поворота ротора содержит делительный диск с фиксатором и установлен соосно ротору.
Устройство принято за прототип.
Недостатками прототипа являются:
- низкая скорость охлаждения деталей путем перемещения их в емкость с охлаждающей жидкостью и, как следствие, возникновением на поверхности детали паровой рубашки, приводящей к заниженной твердости;
- частая смена охлаждающей жидкости в емкости для охлаждения ввиду ее быстрого нагрева.
Задачей предлагаемого изобретения является безусловное обеспечение качества закалки изделий, повышение производительности при термообработке.
Технический результат, получаемый при осуществлении изобретения, заключается в создании установки, обеспечивающей локальный нагрев изделий, в выполнении требований по длине закаленной зоны и распределению твердости.
Указанный технический результат достигается тем, что в установке для локальной закалки изделий токами высокой частоты, содержащей петлевой индуктор с индуктирующим проводом и ротор в виде диска с отверстиями для изделий, установленный с возможностью поворота для установки изделий соосно индуктору, и с установленными в указанных отверстиях втулками с пазами, в которых расположена кольцевая пружина, источник тока, соединенный с индуктором, рычагами и командоаппаратом, выполненным в виде кулачкового вала с возможностью регулировки фаз поворота кулачков и связанным с рычагами, и толкатель с микрометрическим винтом, установленный соосно индуктору, при этом привод поворота ротора содержит делительный диск с фиксатором и установлен соосно ротору, новым является то, индуктирующий провод индуктора выполнен совмещенным со спрейером, управляемым дополнительными кулачками, расположенными на валу командоаппарата посредством микропереключателей, связанных с электрогидравлическим запорным клапаном, находящимся под давлением охлаждающей жидкости.
В качестве охлаждающей жидкости может быть использована вода.
Снабжение установки индуктором, совмещенным со спрейером, позволяет резко увеличить скорость охлаждения изделий и тем самым поднять твердость закаленного участка.
Размещение на валу командоаппаратора дополнительных кулачков и микропереключателей позволяет управлять временем охлаждения наконечника оболочки.
Применение электрогидравлического запорного клапана обеспечивает дозированную по времени подачу охлаждающей жидкости (в нашем случае воды) в индуктор, совмещенный со спрейером.
Технические решения с признаками, отличающими заявляемое решение от прототипа, не известны и явным образом из уровня техники не следуют. Это позволяет считать, что заявляемое техническое решение обладает «новизной» и «изобретательским уровнем».
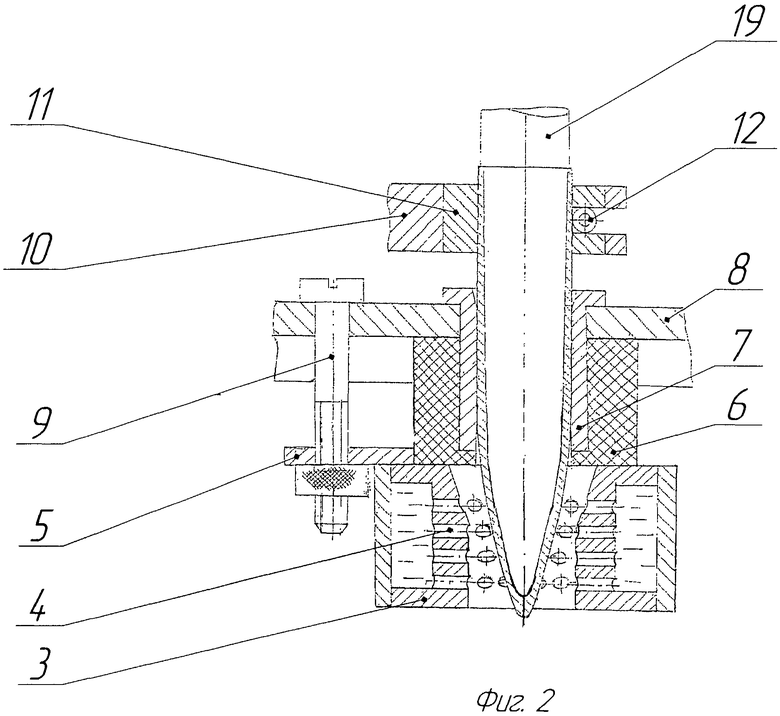
Сущность изобретения поясняется чертежами, где на фиг.1 изображен внешний вид установки; на фиг.2 - индуктор, разрез А-А.
Установка для локальной закалки изделий содержит источник тока 1 частотой 0,066 МГц, к нагрузочному контуру которого подключен индуктор 2, индуктирующий провод 3 выполнен толстостенным катушечной формы, по внутреннему диаметру которого в шахматном порядке выполнены отверстия спрейера 4. В целях более точной центровки индуктирующего провода относительно закаливаемого изделия, например стального наконечника оболочки бронебойной пули винтовочного калибра, к нему сверху припаян сектор 5 с внутренним диаметром, равным диаметру диэлектрической втулки 6, в которую установлена медная втулка 7 экранирующего устройства 8. Индуктор имеет для регулировки две степени свободы в токоподводящих шинах и после центровки связывается винтовым соединением 9, выполненным из капролона с экранирующим устройством 8. Установка также содержит ротор 10, выполненный в виде диска с отверстиями, установленный с возможностью поворота для установки изделий соосно индуктору 2. Ротор снабжен установочными втулками 11 с пазами, в которых расположена кольцевая пружина 12.
Втулки 11 запрессованы в периферийной части ротора с шагом 15°, их внутренний диаметр равен диаметру изделия с допуском на отверстие. Соосно с ротором на втулке 13 установлены храповик 14 и делительный диск 15 с фиксатором 16, выполняющие функцию привода вращения ротора. По оси втулки 13 проходит шток 17, на котором закреплена планка 18 с толкателем 19, имеющим микрометрический винт 20 для регулировки. Устройство снабжено командоаппаратом, состоящим из вала 21, соединенного с червячным редуктором 22 и электродвигателем 23. На валу установлены кулачки: 24 - вертикального перемещения штока 17; 25 - фиксации делительного диска 15; 26 - поворота храповика; 27 и 28 - включения и отключения источника высокочастотного тока; 29 и 30 - включения и отключения питания электрогидравлического клапана. Кулачки установлены на валу с возможностью их поворота относительно оси вала 21. Для связи командоаппаратора с исполнительными механизмами служат качающиеся рычаги 31. Установка снабжена микропереключателями 32 для коммутации тока. Для сбора деталей и излишков закалочной жидкости применяется емкость 33 с сеткой 34, соединенная шлангом 35 с воронкой источника тока.
Установка кулачков 27-30 с возможностью поворота относительно вала 21 позволяет регулировать время нагрева и охлаждения изделия, а также (при необходимости) «запрограммировать» паузу между фазой нагрева и фазой охлаждения для выравнивания температуры.
Равномерность нагрева обеспечивается малыми зазорами между изделием и индуктором, узким пазом индуктирующего провода (0,65…0,7 мм), высокой удельной мощностью, передаваемой в поверхностный слой детали, и 2 мм глубиной проникновения тока в металл при частоте 0,066 МГц.
Экранирующее устройство обеспечивает требования по величине переходной зоны и предохраняет элементы установки от нагрева.
Примером работы установки может служить локальная закалка с одновременного нагрева наконечника оболочки бронебойной пули винтовочного калибра, изготовленной из стали У12, имеющей длину закаленной части 13 мм. Оболочки в количестве 24 штук вручную вставляются в установочные втулки 11 ротора 10 и под действием кольцевой пружины 12 удерживается на месте. Включается электродвигатель 23. Червячный редуктор 22 передает крутящий момент валу 21, на котором закреплены кулачки 24-30. Кулачок 26 посредством рычага 31 поворачивает храповик 14 на 15°, кулачок 25 фиксатором 16 стопорит делительный диск 15. Одновременно ротор 10 поворачивается на тот же угол и устанавливает закаливаемую оболочку над индуктором 2. Кулачок 24 посредством рычага 31 перемещает шток 17 вниз, толкатель 19 перемещает оболочку в индуктор 2 на величину, необходимую для термообработки. Кулачком 27 посредством микропереключателя 32 включается источник тока 1. Происходит нагрев участка детали. Кулачок 28 отключает источник тока 1 по окончании нагрева. В этот момент кулачок 29 через второй микропереключатель 32 и пускорегулирующую аппаратуру запитывает катушку электрогидравлического клапана. Охлаждающая жидкость (вода) под сетевым давлением 0,15-0,3 МПа поступает в индуктирующий провод 3 и через отверстия спрейера 4 охлаждает нагретый участок оболочки. Оболочка закаливается. Кулачок 30 отключает питание электрогидравлического клапана. Подача охлаждающей жидкости (воды) прекращается. Кулачок 24 через рычаг 31 перемещает шток 17 вниз, и толкатель 19 выталкивает оболочку из установочной втулки 11 и индуктора 2. Оболочка свободно падает в емкость 33 на сетку 34, а излишки охлаждающей жидкости (воды) удаляются по шлангу 35 в сливную воронку источника тока. Толкатель 19 возвращается в исходное положение. При первом вертикальном перемещении штока 17 планка 18 выравнивает по высоте подлежащие оболочки, тем самым устраняется погрешность от установки оболочек по высоте. Процесс термообработки повторяется на следующей оболочке.
Другим примером работы установки является локальная закалка с одновременного нагрева оси чеки диаметром 5 мм, изготовленной из стали 50, с длиной закаленной части 16 мм.
Перед термообработкой проводятся следующие работы:
- заменяют сборочную единицу, состоящую из ротора 10 с установочными втулками 11 и кольцевой пружиной 12. Отверстия в установочных втулках выполнены под наружный диаметр осей. Количество втулок в роторе - 60 штук, шаг поворота - 6°;
- заменяют храповик 14 и делительный диск 15;
- на планке 18 устанавливают толкатель 19 с микрометрическим винтом 20. Наружный диаметр толкателя равен диаметру термообрабатываемой оси;
- на распределительном валу 21 заменяют кулачки 25 фиксации делительного диска и 26 поворота храповика;
- на экранирующем устройстве заменяют диэлектрическую втулку 6 и медную втулку 7, также выполненные под наружный диаметр оси;
- устанавливают и центруют индуктор, совмещенный со спрейером с внутренним диаметром индуктирующего провода 9 мм и высотой 1-1,5 мм меньшей ширины закаленной зоны, закрепляют его винтом 9;
- проводят регулировку механизма добиваясь расположения оси в индукторе таким образом, чтобы она выступала из индуктора на 1-1,5 мм. Это позволит избежать пережога торца оси.
После настройки механической части установки приступают к регулировке электрической и гидравлической частей путем проведения пробных закалок на 4-6 осях. При этом кулачками 27 и 28 регулируют время нагрева, а кулачками 29 и 30 время охлаждения. При получении удовлетворительных результатов по твердости и длине закаленной зоны приступают к закалке партии осей. Порядок работы установки описан в первом примере.
Таким образом, спроектированная установка для локальной закалки изделий позволяет проводить закалку цилиндрических изделий с диаметрами 1-12 мм и высотой 25-50 мм. Увеличение габаритных размеров термообрабатываемых изделий приводит к значительному увеличению геометрических размеров механизмов установки и снижает производительность операции. В случае применения генераторов ТВЧ большей частоты, например 0,44 МГц, возможна поверхностная закалка изделий с одновременного нагрева на предлагаемой установке с глубиной закаленного слоя 0,7-1,5 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЛОКАЛЬНОЙ ЗАКАЛКИ ОСЕЙ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 2003 |
|
RU2232822C1 |
| СПОСОБ МЕСТНОЙ ЗАКАЛКИ ОПОРНЫХ ИГЛ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2010 |
|
RU2439168C2 |
| КУЛАЧКОВЫЙ МЕХАНИЗМ С КИНЕМАТИЧЕСКИМ ЗАМЫКАНИЕМ И СПОСОБ МЕСТНОЙ ЗАКАЛКИ РОЛИКОВОГО ПАЗА КУЛАЧКА | 2014 |
|
RU2575279C1 |
| СТВОЛ АВТОМАТИЧЕСКОГО СТРЕЛКОВОГО ОРУЖИЯ, ИЗГОТОВЛЕННЫЙ МЕТОДОМ ХОЛОДНОГО РАДИАЛЬНОГО ОБЖАТИЯ, И СПОСОБ ЕГО МЕСТНОЙ ЗАКАЛКИ | 2012 |
|
RU2498185C1 |
| ИНДУКТОР ДЛЯ НАГРЕВА ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СКВОЗНЫХ ОТВЕРСТИЙ ДИАМЕТРОМ 20...30 ММ | 2012 |
|
RU2509454C1 |
| Станок - автомат для закалки цилиндрических деталей | 1990 |
|
SU1786199A1 |
| Поточная линия механообработки и термообработки деталей | 1980 |
|
SU861010A1 |
| Устройство для закалки изделий | 1976 |
|
SU616297A1 |
| Автомат для термической обработки изделий | 1976 |
|
SU659632A1 |
| Установка для термообработки стержневых изделий | 1989 |
|
SU1740441A1 |
Изобретение относится к термообработке деталей. Установка для локальной закалки изделий токами высокой частоты содержит петлевой индуктор 2 с индуктирующим проводом 3 и ротор 10 в виде диска с отверстиями для изделий, установленный с возможностью поворота для установки изделий соосно индуктору 2, и с установленными в указанных отверстиях втулками 11 с пазами, в которых расположена кольцевая пружина 12, источник 1 тока, соединенный с индуктором 2, рычагами 31 и командоаппаратом, выполненным в виде кулачкового вала 21 с возможностью регулировки фаз поворота кулачков 24-30 и связанным с рычагами 31, и толкатель 19 с микрометрическим винтом 20, установленный соосно индуктору 2. Привод поворота ротора 10 содержит делительный диск 15 с фиксатором 16 и установлен соосно ротору 10. Индуктирующий провод 3 индуктора 2 выполнен совмещенным со спрейером, управляемым дополнительными кулачками 27-30, расположенными на валу 21 командоаппарата, посредством микропереключателей 32, связанных с электрогидравлическим запорным клапаном, находящимся под давлением охлаждающей жидкости. В качестве охлаждающей жидкости может быть использована вода. Конструкция заявленной установки позволяет проводить равномерный нагрев изделий диаметром 1-12 мм и высотой 25-30 мм с обеспечением заданной твердости. 1 з.п. ф-лы, 2 ил.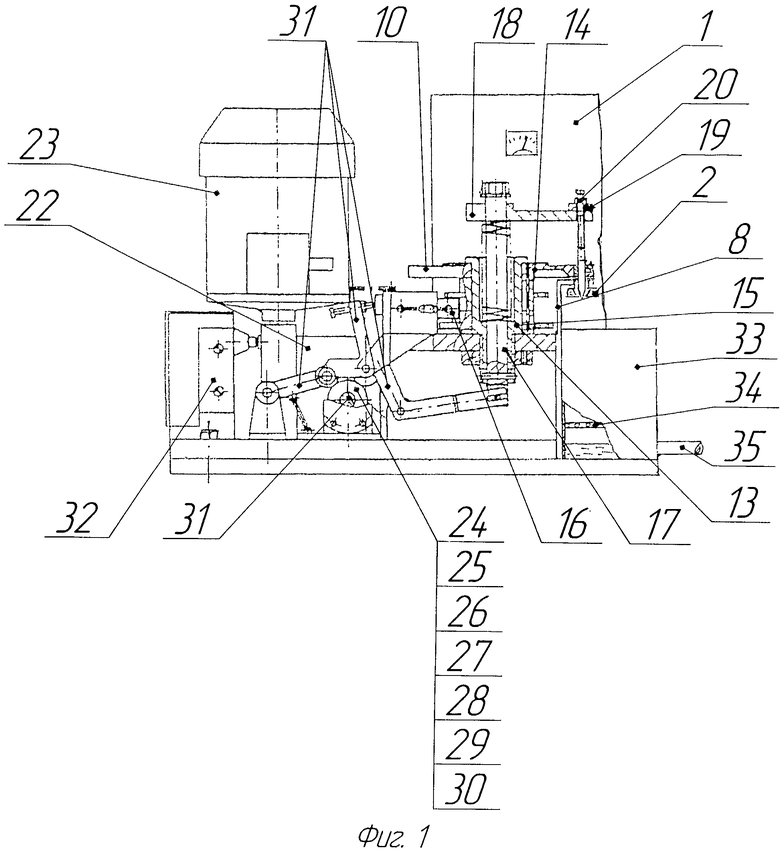
1. Установка для локальной закалки изделий токами высокой частоты, содержащая петлевой индуктор с индуктирующим проводом и ротор в виде диска с отверстиями для изделий, установленный с возможностью поворота для установки изделий соосно индуктору, и с установленными в указанных отверстиях втулками с пазами, в которых расположена кольцевая пружина, источник тока, соединенный с индуктором, рычагами и командоаппаратом, выполненным в виде кулачкового вала с возможностью регулировки фаз поворота кулачков и связанным с рычагами, и толкатель с микрометрическим винтом, установленный соосно индуктору, при этом привод поворота ротора содержит делительный диск с фиксатором и установлен соосно ротору, отличающаяся тем, что индуктирующий провод индуктора выполнен совмещенным со спрейером, управляемым дополнительными кулачками, расположенными на валу командоаппарата, посредством микропереключателей, связанных с электрогидравлическим запорным клапаном, находящимся под давлением охлаждающей жидкости.
2. Установка по п.1, отличающаяся тем, что в качестве охлаждающей жидкости использована вода.
| УСТАНОВКА ДЛЯ ЛОКАЛЬНОЙ ЗАКАЛКИ ОСЕЙ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 2003 |
|
RU2232822C1 |
| СПОСОБ ТЕРМОПЛАСТИЧЕСКОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2351660C2 |
| Устройство для автоматической откачки колб электрических ламп | 1934 |
|
SU39273A1 |
| ИНДУКТОР ДЛЯ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1991 |
|
RU2034045C1 |
| Индуктор для одновременного нагрева внутренних поверхностей изделий | 1982 |
|
SU1098106A1 |
| US 6821363 В1, 23.11.2004. | |||

