-д
XI
О х
О
Јь
ел

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плакирования порошкового магнитного материала | 2021 |
|
RU2760847C1 |
| Устройство для электролитического плакирования порошков | 1983 |
|
SU1125103A1 |
| СПОСОБ ПЛАКИРОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ | 2016 |
|
RU2654398C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПЛАКИРОВАНИЯ ЭНЕРГИЕЙ ВЗРЫВА | 1995 |
|
RU2098250C1 |
| Способ получения композиционного порошкового материала плакированием | 2016 |
|
RU2629416C2 |
| СПОСОБ ЭЛЕКТРОПЛАКИРОВАНИЯ НЕПОКРЫТОЙ СТАЛЬНОЙ ПОЛОСЫ ПЛАКИРУЮЩИМ СЛОЕМ | 2017 |
|
RU2743357C2 |
| Устройство для плакирования порошкового магнитного материала | 2021 |
|
RU2768644C1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С ПОЛУЧЕНИЕМ НАНОСТРУКТУРИРОВАННЫХ ПОВЕРХНОСТНЫХ СЛОЕВ | 2009 |
|
RU2418074C1 |
| ПРОВОДЯЩИЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, ПОЛУЧЕННЫЙ ИЗ ПОРОШКОВ С ПОКРЫТИЕМ | 2016 |
|
RU2721995C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2537671C1 |
Сущность изобретения : магнитный катод содержит чехол 1 из неферромагнитного электропроводящего материала: алюминий, медь, титан. Чехол соединен с отрицательX ным полюсом источника постоянного тока. В верхней части чехла предусмотрена наружная отбортовка 2. В чехле свободно размещен с возможностью Перемещения в вертикальной плоскости и фиксации в заданном положении магнитный элемент 3, образованный листовой подложкой, например металлической, пластмассовой, картонной, обе поверхности которой посредством клея покрыты магнитными часТиц амй, чьи размеры сравнимы с частицами подлежащего плакированию ферромагнитного порошка 4. Использованием описываемого катода достигается высокое качество плакируемого порошка. 3 ил. fe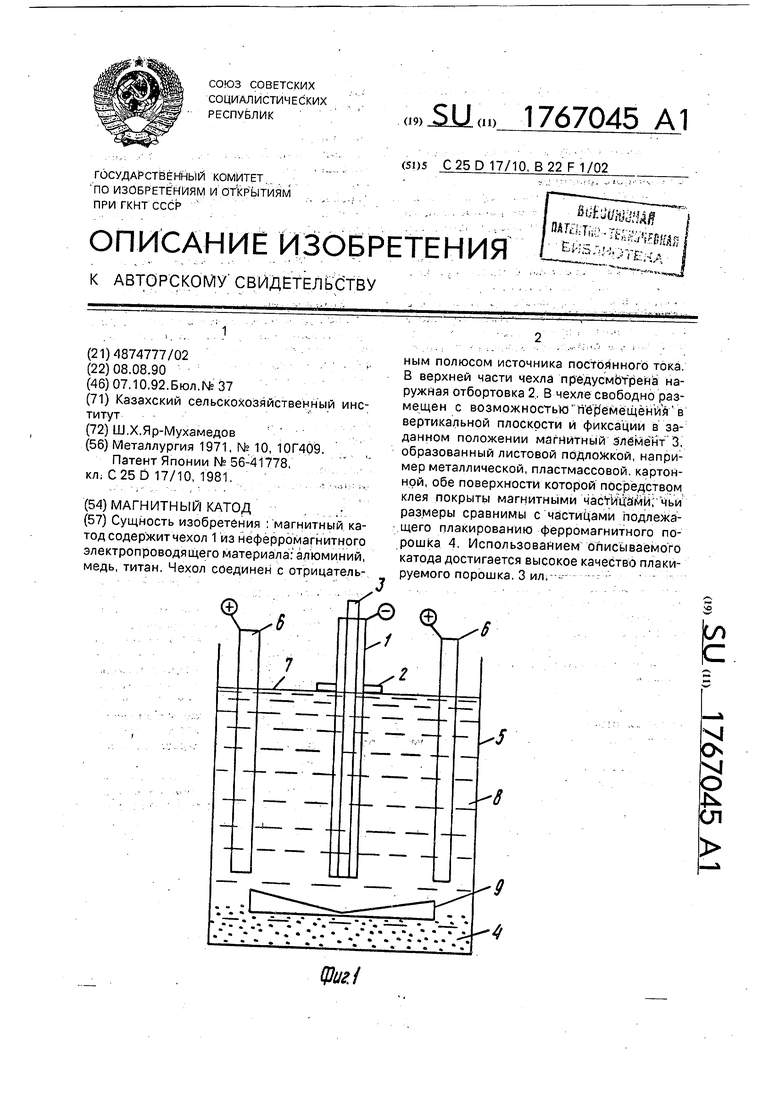
Изобретение относится к нанесению электролитических покрытий, преимущественно для плакирования ферромагнитных порошков.
Известен катод для элекролитического плакирования порошка, выполненный в виде угольного цилиндра.
Известен магнитный катод, выполненный в виде чехла из электропроводящего материала и свободно размещенного в нем магнитного элемента с рабочей поверхностью из макроскопических магнитов, размер которых сравним с промежутками между ними. Из-за неравномерности распределения плакируемого порошка и его несменяемой во время электролитического процесса фиксации на поверхности магнитного катода снижается качество плакированного порошка.
На фиг.1 показана электролитическая ванна для плакирования ферромап ITHOTO порошка с магнитным катодом в исходном положении; на фиг,Ъ-тоже, рабочее положение магнитного катода; на фиг.З - то же, фиксированное верхнее положение магнит- ного катода.
Магнитный катод содержит чехол 1 из неферромагнитного электропроводящего материала. В верхней части чехла предусмотрена наружная отбортовка 2. В чехле 1 установлен с возможностью вертикального фиксированного перемещения магнитный элемент 3, выполненный из плоской подложки с рабочей поверхностью из связанных между собой и квазиравномерно с подложкой клеем магнитных частиц, размеры которых сравнимы с размерами частиц плакируемого ферромагнитного порошка 4.
Магнитный катод работает следующим образом,
Катод устанавливают в электролитиче- -скую ванну 5 между анодами 6 так чтобы наружная отбортовка 2 чехла 1 была на уровне зеркала 7 электролита 8. Средством 9 для взмучивания плакируемого порошка 4 обеспечивают его переход во взвешенное состояние. В результате хаотического столкновения частиц порошка с наружной частью чехла 1 магнитного катода он со сплошностью в один и более слоев покры-
вается плакируемым порошком 4, который при пропускании через электролит 8 постоянного тока плакируется электроосаждае- мым металлом.
Для смены на магнитном катоде запла- кированной части порошка магнитный элемент 3 перемещают в вертикальной плоскости в крайнее верхнее положение, когда его нижний торец располагается на уровне наружной отбортовки 2 чехла 1. По мере перемещения вверх магнитного элемента 3 порошок 4 осыпается с чехла 1, а удержанию порошка на чехле выше зеркала электролита препятствует отбортовка 2.
Затем магнитный элемент 3 возвращают в исходное положение и описанный цикл плакирования повторяют. При оптимальном числе циклов плакирования все настицы ферромагнитного порошка будут статистически равномерно плакированы.
Толщину плакирующего слоя регулируют временем электролиза, скоростью электроосаждения металла, составом электролита, плотностью тока температурой и т.п. условиями. Данные плакирования железного порошка марки ПЖ4-МЗ на различных магнитных катодах приведены в таблице.
Формула изобретения
Эффективность плакирования железного порошка на различных магнитных катодах
-..
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
