Изобретение относится к черной металлургии, в частности, к способам производства непрерывнолитой заготовки.
Известен способ непрерывной разливки стали с легким обжатием сляба роликами, включающий, в частности, обжатие направляющими роликами, включающими изгибаемого сляба в зоне существования жидкой фазы [1] Этот способ позволяет уменьшить количество поверхностных трещин, возникающих при выпрямлении затвердевшего сляба, однако, полностью их не устраняет.
Известен способ обработки заготовки, включающий обжатие непрерывнолитой заготовки сразу после затвердевания на прессе или в валках [2]
Способ позволяет заваривать осевые поры, но не предотвращает появление поверхностных трещин и не устраняет их.
Наиболее близким техническим решением к изобретению является способ непрерывной разливки, включающий обжатие заготовки на участке изменения направления движения заготовки с вертикального на горизонтальный равномерно расположенными валками [3]
Способ позволяет получить непрерывнолитую заготовку с малыми степенями сегрегации примесей, уменьшить количество возникающих в катализаторе и зоне вторичного охлаждения поверхностных трещин.
Недостатком данного способа является то, что при обжатии заготовки до и в момент выхода заготовки на горизонтальный участок полностью не устраняются и не завариваются внутренние трещины, появляющиеся в момент выхода заготовки на горизонтальный участок. При дальнейшем переделе непрерывнолитой заготовки в прокатных целях внутренние трещины, расположенные в подповерхностном слоем, выкатываются на поверхность сортовой заготовки, что приводит к повышенному браку и отсортировке металла.
Задачей изобретения является повышение качества непрерывнолитой заготовки, снижение брака и отсортировки при ее дальнейшем переделе в прокатных цехах.
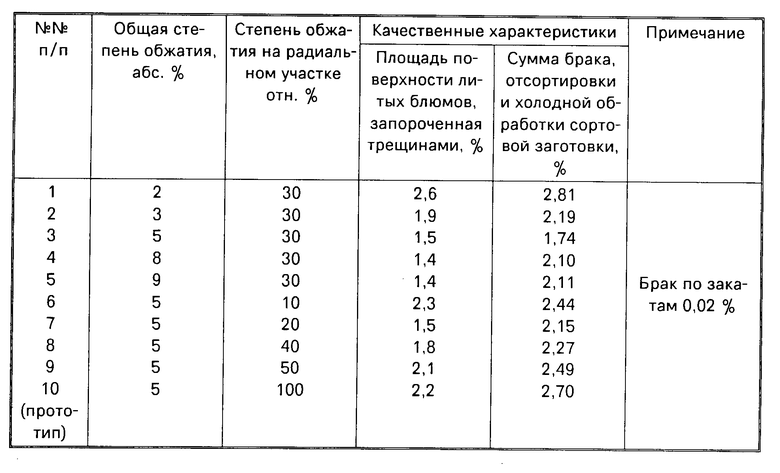
Задача решается тем, что в способе производства непрерывнолитой заготовки, включающим разливку и охлаждение стали в радиальном кристаллизаторе, с выходом затвердевшей заготовки на горизонтальный участок, обжатие заготовки на радиальном участке и в зоне выхода на горизонтальный участок, согласно изобретению, обжатие заготовки производят на радиальном и горизонтальном участках с суммарной степенью обжатия 3-8% причем степень обжатия заготовки на радиальном участке составляет 20-40% общей степени обжатия.
Сущность заявляемого изобретения заключается в следующем.
При непрерывной разливке стали в кристаллизаторе, зоне вторичного охлаждения и при выходе заготовки на горизонтальный участок на поверхности и в подповерхностном слое заготовки образуются трещины.
Обжатие непрерывнолитой заготовки до ее выхода на горизонтальный участок позволяет закатать и устранить образовавшиеся ранее мелкие поверхностные трещины. Кроме того, это обжатие увеличивает пластичность поверхностного слоя заготовки, и тем самым, предотвращает образование большего количества поверхностных трещин в момент разгиба заготовки.
Обжатие заготовки на горизонтальном участке позволяет устранить внутренние трещины, возникающие в момент выхода заготовки на горизонтальный участок в результате растягивающих и сжимающих внутренних напряжений.
Обжатие со степенью менее 3% недостаточно для значительного улучшения качества литой заготовки, обжатие со степенью более 8% не приводит к дальнейшему снижению сетчатых трещин и брака и отсортировки в сортопрокатном цехе. Кроме того, при больших обжатиях происходит изменение формы блюмовой заготовки, что приводит при ее дальнейшем переделе к появлению так называемого брака по закатам.
Обжатие заготовки на радиальном участке менее 20% от общей степени обжатия не устраняет полностью поверхностные дефекты, увеличение степени обжатия на радиальном участке свыше 40% общей степени обжатия приводит к снижению качества литой заготовки, т.к. при этом снижается степень обжатия заготовки на горизонтальном участке, что не позволяет полностью устранить возникающие при работе внутренние трещины.
Способ осуществляется следующим образом.
Электросталь разливали на радиальной блюмовой четырехручьевой МНЛЗ с водовоздушным вторичным охлаждением. Радиус изгиба и заготовки составляет 12 м, сечение кристаллизатора 300 х 450. Литую заготовку обжимали в конце периода ее кристаллизации в тянущих клетях на радиальном участке и тянуще-правильных клетях в месте выхода заготовки на горизонтальном участках.
После разливки плавок замеряли поперечное сечение литых блюмов для оценки степени обжатия и отбирали поперечные темплеты шириной 150-200 мм для оценки поверхностных дефектов. После прокатки литых блюмов в сортопрокатном цехе на круглую заготовки качество металла оценивали по наличию брака, отсортировке и назначению готового проката на холодную обработку.
Сравнительные данные, полученные при осуществлении способа по прототипу и предлагаемого на 10 плавках стали 15ХГН2ТА приведены в таблице.
Из таблицы видно, что обжатие заготовки согласно изобретению позволяет повысить качество заготовки их литых блюмов за счет снижения брака на 0,5% и уменьшения назначения проката на холодную обработку.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СТАЛИ | 2014 |
|
RU2678112C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220812C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ КОРДОВОЙ СТАЛИ | 2001 |
|
RU2234389C2 |
| Способ непрерывной разливки стали методом плавка на плавку | 1990 |
|
SU1770044A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2010 |
|
RU2444413C1 |
| КОМБИНИРОВАННАЯ ЛИТЕЙНО-ПРОКАТНАЯ УСТАНОВКА И СПОСОБ БЕСКОНЕЧНОГО ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ ЧИСТОВОЙ ПОЛОСЫ | 2017 |
|
RU2747341C2 |
| СПОСОБ ОБЖАТИЯ НЕПРЕРЫВНОЛИТОЙ СОРТОВОЙ ЗАГОТОВКИ В ЖИДКО-ТВЕРДОМ СОСТОЯНИИ | 2012 |
|
RU2511130C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ БЛЮМОВ, СЛЯБОВ ИЛИ ТОНКИХ СЛЯБОВ | 2002 |
|
RU2287401C2 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ ДЛЯ СОРТОВЫХ ИЛИ БЛЮМОВЫХ ЗАГОТОВОК | 2005 |
|
RU2388572C2 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ | 1997 |
|
RU2119394C1 |
Способ производства непрерывной заготовки включает разливку стали на радиальной установке и обжатие заготовки на радиальном и горизонтальном участках, при этом на радиальном участке степень обжатия составляет 20.40% общей степени обжатия, равной 3.8% Это позволяет устранить внутренние трещины в заготовке и закатать поверхностные трещины. 1 табл.
СПОСОБ ПРОИЗВОДСТВА НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ, включающий разливку и охлаждение стали в радиальном кристаллизаторе с выходом затвердевшей заготовки на горизонтальный участок и обжатие заготовки на радиальном участке и в зоне выхода на горизонтальный участок, отличающийся тем, что заготовку обжимают на радиальном и горизонтальном участках с суммарной степенью обжатия 3 8% при этом доля обжатия на радиальном участке составляет 20 40% от суммарного.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |

