Известно устройство для очистки анодных штырей алюминиевых электролизеров, в которых очистка медной на-кладки штырей осуш,ествляется враш,аюш,имися стальными ш,етками, а остальная часть - дробью. Известное устройство выполнено в виде камеры, закрываюш,ейся шторными укрытия.ми. Транспортирование штырей от электролизеров и обратно производится в кассетах кольцевой формы с помош,ью мостового краиа. Для вертикального иеремеш.ения и врашеиия штырей в процессе их очистки устройство снабжено отдельными механизмами. Загрузка кассет со штырями в камеру и выгрузка их из калтеры производятся толкателем, а для очередной подачи двух штырей на очистку, кассета внутри очистпой Камеры периодически поворачивается на заданный угол механизмом поворота.
Иовым в онисываемой установке является то, что она выполнена из замкнутого монорельса и конвейера. Монорельс предназначен для транспортирования штырей от корнусов электролиза и обратно, осуш,ествляется по замкнутому циклу с иол1оа1,ью монорельса, а очистка штырей производится в кассетах в процессе непрерывного перемеш,ения их на конвейере, проходяш,ем через камеры, в которых установлены дробеметные аппараты и металлические щетки. Все операции по транспортированию и очистке штырей совершаются
при неподвижном положении штырей относительно кассеты. Это повышает производительность установки. Для автоматизации перегрузки кассет со штырял1н на линиях транспорта в установке применены кулисные механизмы. Кроме того, в поточной линии очистки штырей может быть установлен водный басcei H для предварительного погружения штырей в воду.
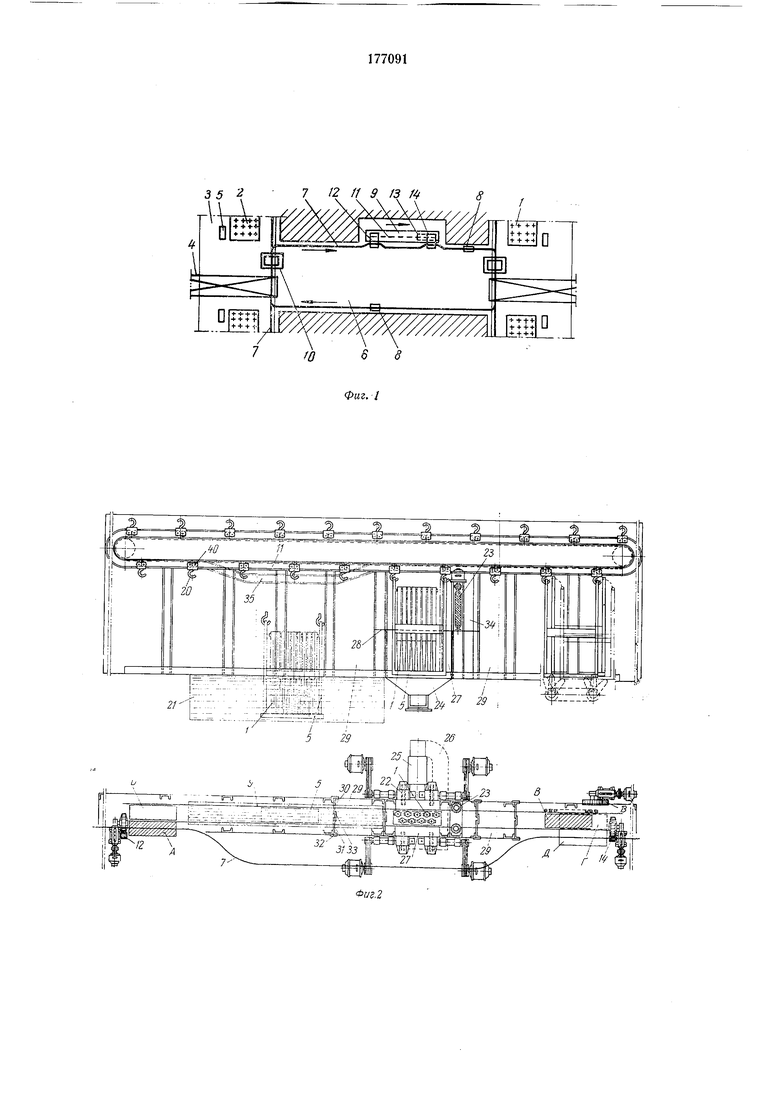
На фиг. 1 приведена схема транспортирования кассет со штырями в пределах двух корпусов (серии) электролиза; на фиг. 2 - схема транспортирования кассет со штырями в пределах линии очистки с рабочими органами
установки; на фиг. 3 - перегрузка кассеты со штырями из-под монорельса иод конвейер очистной линии; на фиг. 4 - подвеска кассеты €0 штырями на тельфере.
Установка предназначена для поточной очистки анодных штырей 1 алюминиевых электролизеров 2 с верхним подводом тока к аноду. В установке сочетаются сушествуюш,ие в электролизных корпусах 3 мостовые краны 4 для транспортнрования кассет 5 со штырями в пределах электролизных корпусов от электролизеров до среднего коридора 5 и в обратном направлении с замкнутым в кольцо монорельсом 7, по которому тельферами 8 кассеты доставляются от корнусов электролизера до
npari.ieiiiiH. Перегрузка каесет с мостовых крлпов на тельферы и в обратном направлении осущестпляетея е помощью кулисного мехапнзма 10 с приводом, который рычажным устройством может параллельно перемещать кассету и тем самым устанавливать ее в зоны, доступные для захвата как мостовым крапом, так и тельфером. Определенный участок монорельса проходит в пеиосредственпой близости и параллельно конвейеру // очистной лпнпи, где должна быть устано1 леиа кассета с подлежащими очистке итырямн.
Для того чтобы кассета могла подхватываться конвейером // автоматнческп, она устанавливается иод ним. Для этого используется такой же кулисный механизм 12 с приводом, который после разгрузки па пего кассеты е те.тьфера автоматпчееки переставляет ее в иужпое положепие под коивейер // (с места /1 на место Б, см. фиг. 2).
На разгрузочном конце копвейера устаповлепы два кулисных механизма 13 и М предназпачеппые соответствеиио для автоматического снятия кассеты с очищенными щтырялш с конвейера {с места В на место Г) и перестановки ее из-под копвейера с места Г под Мопорельс (место Д), откуда кассета может быть взята тельфером. По мопорельсу кассета доставляется до корпуса электролиза и разгружается на кулиеиый мехаппзм 10, который перемещает ее в зону, доступную для захвата :моетовым крапом. Последпим она траиспортируется до электролизера 2.
Для траиенортировапия кассет по корпусам электролиза трасса кольцевого мопорельса может быть продолжепа и в пределах корпусов электролиза.
Поперечиые кулисные мехапизмы 10 необходимы только для случаев очень точной установки кассет иод ось монорельса.
Захват краном 4 или тельфером 8 кассеты 5 за имеющиеся на пей две скобы 15 производится ири помощи Ириснособлеиия, выполиенпого в виде ба.1ки 16 с приваренными к ее края.м крюками 7, а к середиие - екобой JS. Такое прпсП(.;соблеиие для мостового крапа может быть съемпым и использованным во время перестановки плтырей, а для тельфера его целесообразио иметь постояппо.
При траисиортирова1 ии кассеты тельфером для облегчепия ироведе1иш перегрузочных операций продольная ось указанного приспособле1И1Я должиа быть постояппо параллельна оси барабаиа тельфера. Однако так как подвеска нриспособлеиия к тельферу является гибким соединением, то к тельферу крепятся две ианравляющие 19, по которым балка 16 может иеремещаться только в вертикальной плоскости и сохранять при этом взаимную соосность с барабаном тельфера. Пезпачптельпые вертикальные перемещения кассеты тельфером необходимы для приемки нлн для освобождения тельфера от кассет. Все операции по транспортнроваиню и по очистке штырей совершаются при неподвижном положении
щтырей относительно кассеты. Такое положенне обеспечивается сочетанием выбранной схемы транснортирова)ия кассет со щтырями с нринцнпом работы очистной лииии, а также иорядком расположения щтырей в кассете.
Кассета, установлеииая иа загрузочном конце автоматической поточной линии тельфером на кулисный механизм 12 (место Л), автоматически устанавливается нод непрерывно движущийся коивейер // (иа iMecTO Б), автоматически крюками 20 иодхватывается и пропосится через всю камеру поточной линии, в которой иижиие участки горячих Н1тырей могут
ироходить через водяной бассейн 21 с проточной водой; этн же участки щтырей могут быть очищены дробью с иомощью непрерывно действующих дробометов 22, раеиоложеиных с каждой стороиы движущейся на конвейере
кассеты; кроме того, могут быть очищены контактирующие с анодной ощиновкой медные накладки штырей иенрерывио вращающимися, расиоложеииы.ми с двух сторон по отно1Нению к движущейся на конвейере кассете, двумя стальиыми щетками 23, по высоте равными длине очищаемых участков накладок (или полос).
На выходе камеры (на разгрузочном конце поточной линии) кассета кулисным мехаиизмом /J автоматически снимается с крюков 2 конвейера // и устанавливается на поперечный кулисный механизм М (место Г). Этим механизмом кассета автоматически выносится из-под конвейера и устанавливается под моиорельс (место Д). С этого места кассета может быть взята тельфером и увезепа по назначению.
Отработанная дробь по цаклоппому желобу 24 ссыпается в приемник элеватора 25,
поднимается и по наклоппой течке 26 загружается в расходный бункер, из которого но вертикальным каиалам снова подается в дробеметы 22. Внутренпяя новерхность дробеочистительной камеры 27 защищается резиновыМП пакладками 28. Для исключения выноса дроби предусмотреиы форкамеры 29. Каждая форкамера образована двумя рядами двух створок 30 и 3 дверей, вращающихся на щарнирах 32. Для уилотнения дверей на створке
3/ имеется резнновая накладка 33. Норлтальио все створки всех дверей находятся в закрытом состоянии, в которое их возвращает либо пружина, либо груз. При нрохождении мимо створок кассета автоматически раздвигает их.
От дробеочистной камеры 27, а также от камеры 34 с вращающимися стальными щетками 23 с помощью веитиляционпой установки (на чертеже ие показана) потоком воздуха выносятся продукты очистки щтырей, а также мелочь расколотой дроби.
пин определяется только скоростью движения конвейера. Поэтому изменение этой скорости в процессе подбора оптимального ее значения для очистки штырей дробью, а значит и установление максимальной производительности установки не требуют нерестройки системы автоматики. Изменение же скорости конвейера легко достигается за счет сменных IHKHBOB (или звездочек) в его приводе.
Время очистки медных накладок штырей (или алюминиевых полос) враш,аюш.имися щетками не может лимитировать производительности установки, так как на эту операцию, безусловно, потребуется меньше времени, чем на очистку стального участка штырей дробью.
Кулисный механизм содержит опорную плиту 36, перемеш,аемую по дуге, радиус которой равен длине рычагов 37, насаженных иа рабочий вал 38, приводимый в движение приводом.
В исходном положении края кассеты опираются на плоскость 39. Рычаги 37 вместе с опорной плитой 36 в обоих крайних положениях / и // Находятся ниже плоскости 39. В процессе работы рычаги подводят опорную плиту под днише кассеты, приподнимают ее с исходной опорной нлоскости и переносят на новую опорную плоскость, устанавливая параллельно первоначальному расположению.
Скорость работы каждого из кулисных механизмов в несколько раз больше скорости перемещения конвейера, чем обеспечивается своевременное и безаварнйное автоматическое перемещение кассеты кулисным механизмом 12 и захват ее крюками конвейера.
Движение механизма 12 начинается носле нолучения двух импульсов от концевых выключателей: первого - после удаления тельфера по монорельсу на заданное концевым выключателем расстояние и второго - при прохождении каретки 40 с крюком 20 копвейера в заданном месте, где установлен концевой выключатель. Остановка механизма во втором крайнем положении нроисходит при срабатыванин своего конечного выключателя.
Во время дальнейшего продвижения кареткн с кассетой до заданного места следуюшим концевым включателем на конвейере будет дан импульс на возвращение механизма 12 в первоначальное положение под монорельс. Остановка его в этом положении произойдет от срабатывания собственного коицевого выключателя.
После проведеиия всех очистных операций со штырями в очередной кассете на выходе
поточной линин кареткой 40 нрн нрохожденни ей установленного на заданном месте концевого выключателя будет подан импульс на начало работы механнз:.1а 13.
.Благодаря значнтельно большей скорости двнже 1ня этого механизма по сравн.ению со скоростью перемещения конвейера кассета с очищенными щтырями автоматнческн сннмается с крюков 20 и ставится на опорпую
плоскость 39 (на место Г - общее для механизмов 13 и 14). Остановка механизма на этом месте обусловлена срабатыванием его концевого выключателя. Пмпульс на начало работы механизм 14 получает от того же концевого выключателя, которым останавлнвается механизм /5 во втором своем положении, а конец работы его онределяется срабатываннем его собственного концевого выключателя. Этим же выключателем подается импульс на возврат механпзма 13, который останавлнвается в исходном ноложеннн от своего концевого выключателя. После того, как кассета с места Д будет взята тельфером н удалена от механизма 14 на
заданное расстоянне, концевым выключателем, установленным на монорельсе, подается нмпульс на возврат механнзма 14 в исходное положение. Остановка его нронсходит нри срабатывании его собственного концевого выключателя.
Этим заверщается цикл автоматической работы поточной линии.
Предмет изобретения
35
1.Установка для поточной очнсткн анодных Н1тырей алюмннневых электролизеров с верхним подводом тока с применением предварительного погружения штырей в воду или без
него, включающая рабочие органы очнсткн дробью н стальными щетками, отличающаяся тем, что, с целью повышения нронзводнтельностн, она выполнена нз замкнутого монорельса для транспортирования штырей от корпусов электролиза н обратно ii конвейера, несуш,его кассеты со Н1тырямн и проходя1цего через камеры, в которых устано15лены дробел1етные аппараты и металлическне щеткн.
2.Установка по и. 1, отличающаяся тем, что, с целью автоматизации перегрузки кассет
на лнннях транспорта, она снабжена кулиснымн механнзмамн.
3.Установка по п. 1, от.тчающаяс.ч тем, что в поточной ЛИШИ очнстки 1птырей размен он
водный бассейн для нредварнтелыюго ногруження штырей в воду.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ Очистки ДРОБЬЮ Анодных штыйЕй | 1972 |
|
SU345234A1 |
| МАШИНА ДЛЯ ОБСЛУЖИВАНИЯ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 1969 |
|
SU251833A1 |
| МОСТОВОЙ КРАН | 1969 |
|
SU248935A1 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
| Установка для сушки табака в плотной массе | 1986 |
|
SU1369706A1 |
| Дробеметное устройство для чистки цилиндрических изделий, например, анодных штырей алюминиевых электролизеров | 1957 |
|
SU111975A1 |
| Автоматически управляемый тельфер | 1959 |
|
SU126597A1 |
| УСТРОЙСТВО для ЗАТЯЖКИ и ОСВОБОЖДЕНИЯ | 1966 |
|
SU185080A1 |
| О П И СГАГНЖЕ ИЗОБРЕТЕНИЯ | 1973 |
|
SU382750A1 |
| МОСТОВОЙ КРАН | 1969 |
|
SU247482A1 |

Фиг.
