Дробеметные устройства для цилиндрических изделий с сообщением обрабатываемым изделиям вращения при помощи сЬрикционных роликов известны.
Особенностью предлагаемого дробеметвого у стройства для чист1чи цилиндрических изделий, например анодных штырей алюминиевых электролизеров, является применение установленной на каретке вращающейся шетки, совершающей вместе с нею возвратно-поступательные движения для очистки медной гильзы штыря, причем каретка несет TO.Iкатель для сообщения осевых возвратных движений вращающемуся параллельному штырю, .стальной участок которого подвергается обработке дробью. Такое выполнение предлагаемого устройства дает воз.можность осуществить одновременную раздельную автоматическуго очистку стального участка и медной гильзы последовательно одну за другой на отдельных рабочих местах.
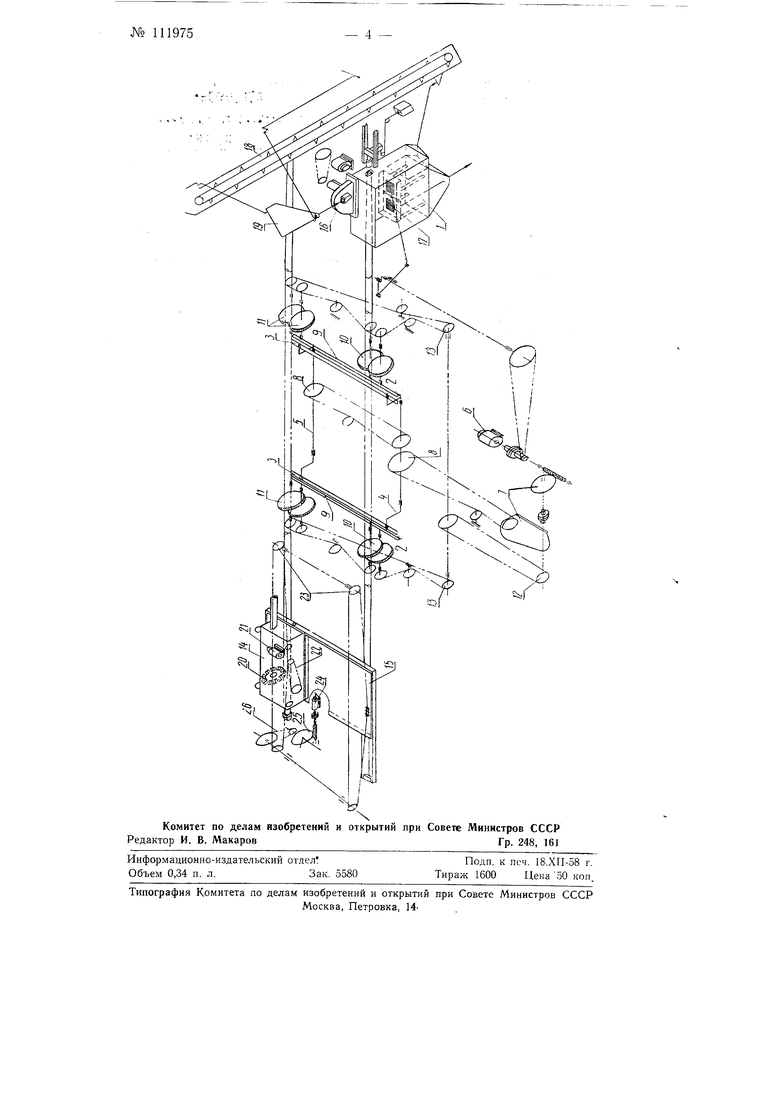
Предлагаемое устройство схематически показано на чертеже в общем виде.
В основу работы предлагаемого станка положена раздельная чистка медной гильзы штыря, которая производится металлической щеткой. и стального участка его, который очищается мелкой дробью, выбрасываемой дробеметной машиной.
Каждая из указанных операций в станке производится на отдельных рабочих местах.
Первой операцией на станке является чистка стального участка штыря дробью в камере /. Штыри, подлежащие очистке, поступают аа рабочее место 2 станка по наклонным направляющим, не показанным на чертеже.
.Vy II1975- 2 -
Перенос очередного штыря с направляющих на рабочее место 2 станка производится двумя траверсами 3, которые совершают круговые движения в вертикальиой плоскости. Это движение осуш,ествляется с помош,ью четырех кривошипов 4, насаженных на кривошипные валы 5. .Враш,ение этих валов осуш,ествлено приводом от электродвигателя 6. Привод включает червячный и шестеренчатый редукторы 7 и цепные передачи 8.
Характер перемещения штырей вдоль станка, несмотря на непрерывное вращение кривошипов 4, получается прерывным, так как штырь временами теряет связь с подвижными траверсами на протяжении всей траектории движения последних, проходящей ниже плоскости неподвижных опор 9.
Цикл движения траверс рассчитан по времени так, что за время нахождения штыря на неподвижной опоре 9 совершается полностью вся операция чистки штыря.
На неподвижных опорах 9 смонтированы четыре пары роликов 10 и //, которые и образуют рабочие места станка (первое было отмечено выше как рабочее место 2). Эти ролики получают вращение от электродвигателя 6 через цепные передачи 12 и 13. Благодаря вращению роликов, лежапшй на них штырь получает непрерывное вращение, необходимое для равномерной очистки штыря по всей его окружности.
Каретка 14, совершающая возвратно-поступательные движения вдоль штырей, несет толкатель 15, который сообщает на первом рабочем месте 2 осевое поступательно-возвратное перемещение штырю для равномерной очистки его дробью дробеметной машины 16 в камере /.
В камере / под обрабатываемой дробью частью штыря находи гея грохот 17, на котором дробь очищается от пыли и с помощью течек и элеватора 18 возвращается в бункер 19, из которого попадает снова в дробеметную машину 16.
После возвращения штыря толкателем 15 в исходное положение, дальнейшим вращением травер-с 3, штырь подхватывается с роликов 1G и переносится на две пары роликов 11. На этом рабочем месте производится очистка медной гильзы штыря металлической щеткой 20, монтированной на каретке 14. Вращение стальной щетки 20 производи гея электродвигателем 21 посредством текстропной передачи 22.
Стальная щетка 20 вместе с кареткой 14 перемещается вдоль штырей посредством цепей 23, получающих движение от электродвигателя 24 через редуктор 25 и цепные передачи 26.
Системой концевых и путевых переключателей электродвигатель 21 автоматически включается в тот момент, когда траверсами 3 штырь будет положен на ролики 11, и каретка 14 начинает свое перемещение.
Очистка всей медной гильзы штыря обеспечивается как вращением штыря вокруг собственной оси за счет вращения роликов //, так и за счет поступательно-возвратного перемещения вращающейся щетки 20 вдоль щтыря вместе с кареткой J4. После возвращения каретки в исходное положение она автоматически останавливается.
Автоматическая непрерывная работа станка обеспечивается тем, что в момент переноса штыря с роликов 10 на ролики 11 теми же траверсалш 3 очередной штырь с наклонных направляющих устанавливается па ролики 10, на которых производится первая операция чистки стального участка дробью.
С целью осуществления зацепления толкателем 15 штыря за его головку, толкатель в месте его закрепления на каретке 14 может качаться вокруг горизонтальной оси.
Таким образом, операции по очистке стального участка штырей дробью и медной гильзы стальной щеткой на обоих рабочих местах производятся одновременно.
После окончания операций по чистке медной гильзы на роликах Л дальнейшим движением траверс 3 штырь выносится за пределы станка.
Предмет изобретения
1.Дробеметное устройство для чистки цилиндрических изделий, например анодных штырей алюминиевых электролизеров, с сообщением обрабатываемым изделиям вращения при помощи фрикционных роликов, отличающееся прменением совершающей возвратно-п0;ступа тельные движения каретки, на которой установлены вращающаяся щетка для очистки медной гильзы вращающегося штыря и толкатель для сообщения осевых возвратных движений вращающемуся параллельному штырю, стальной участок которого подвергается обработке дробью, с целью осуществления раздельной одновременной автоматической очистки стального участка и медной гильзы последовательно одна зз другой на отдельных рабочих местах.
2.Форма выполнения устройства по п. 1, отличающаяся тем, что, с целью передачи штырей с позиции обработки стального участка штыря на позицию обработки его медной гильзы, применены траверсы, совершающие криволинейные движения под воздействием кривошипного механизма.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПОТОЧНОЙ ОЧИСТКИ АНОДНЫХ ШТЫРЕЙ АЛЮЛ\ИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 1965 |
|
SU177091A1 |
| Электролизер для получения титана из его хлоридов | 1956 |
|
SU123701A1 |
| Роторная линия для центробежного литья гильз | 1981 |
|
SU1012500A1 |
| УСТАНОВКА ДЛЯ Очистки ДРОБЬЮ Анодных штыйЕй | 1972 |
|
SU345234A1 |
| КРИСТАЛЛИЗАТОР ВАКУУМНОЙ ДУГОВОЙ ПЕЧИ | 2006 |
|
RU2347827C2 |
| Станок для полуавтоматической намотки электрических катушек с сердечником | 1957 |
|
SU111158A1 |
| Участок обезжиривания, очистки и грунтовки тонколистового и гофрированного проката | 1985 |
|
SU1329859A1 |
| Станок для армирования патронов металлическими кольцами | 1959 |
|
SU126739A1 |
| Способ навивки на сетконавивальных станках сеток для приемно-усилительных радиоламп и устройство для осуществления способа | 1955 |
|
SU114089A1 |
| УНИВЕРСАЛЬНАЯ МАШИНА СЕЛЬСКОГО БЫТА | 1992 |
|
RU2028755C1 |