531S7W82Q 70 9 15
2Г W
ел го
СП
00
го ьо
(Риг,1
гг
выполнено в виде ряда установленных вдоль оси 14 усеченных конусов 15, ступенчатые поверхности 17 их выполнены в виде спиралей для размещения пружинных элементов 2. Нагфавление
спирали каждого последующего конуса противоположно направлению спирали предыдущего. Элементы зажима 18 выполнены в виде двух связанных между собой полуколец. 3 з.п. ф-лы, 11 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойной тороидальной обмотки | 1990 |
|
SU1770994A1 |
| Обмотка статора электрической машины и способ ее изготовления | 1982 |
|
SU1080239A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ СПИРАЛЕЙ ДЛЯ ЭЛЕКТРОДОВ КАРДИОСТИМУЛЯЦИИ | 2003 |
|
RU2243845C1 |
| ДИСКОВЫЙ ТРАНСФОРМАТОР НАПРЯЖЕНИЯ И ТОКА | 2018 |
|
RU2730247C2 |
| СПОСОБ НАМОТКИ ЦИЛИНДРИЧЕСКИХ КАТУШЕК С ПРОИЗВОЛЬНЫМ ШАГОМ ИЗ ПОЛОСЫ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ НА РЕБРО | 2016 |
|
RU2658294C2 |
| Способ изготовления электрических обмоток по Г.М.Аксельроду | 1981 |
|
SU995134A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРАНСФОРМАТОРА | 2014 |
|
RU2572834C2 |
| Способ изготовления непрерывных обмоток и устройство для его осуществления | 1989 |
|
SU1677798A1 |
| ТРЕХФАЗНЫЙ МАГНИТНЫЙ СЕРДЕЧНИК ДЛЯ МАГНИТОИНДУКЦИОННОГО УСТРОЙСТВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2635098C1 |
| Способ изготовления катушек высоковольтных электротехнических устройств | 1989 |
|
SU1742870A1 |
Изобретение относится к электротехнике, а именно к технологическому оборудованию для изготовления обмоток линейных цилиндрических электрических машин. Цель изобретения - повышение качества изготовления обмоток путем исключения расширения витков и расширение технологических возможностей за счет изготовления целых фаз. Способ осуществляется следующим образом. Витки катушки наматывают на ступенчатое основание, на которое перед намоткой предварительно устанавливают пружинный элемент 2 в виде спирали, последняя ступень основания имеет ширину, равную удвоенной ширине наматываемого провода, формование в столбец витков катушки производят совместно с пружинным элементом, после чего его удаляют. Устройство для осуществления способа выполнено в виде ряда установленных вдоль оси 14 усеченных конусов 15, ступенчатые поверхности 17 их выполнены в виде спиралей для размещения пружинных элементов 2. Направление спирали каждого последующего конуса противоположно направлению спирали предыдущего. Элементы зажима 18 выполнены в виде двух связанных между собой полуколец. 3 з.п. ф-лы, 11 ил.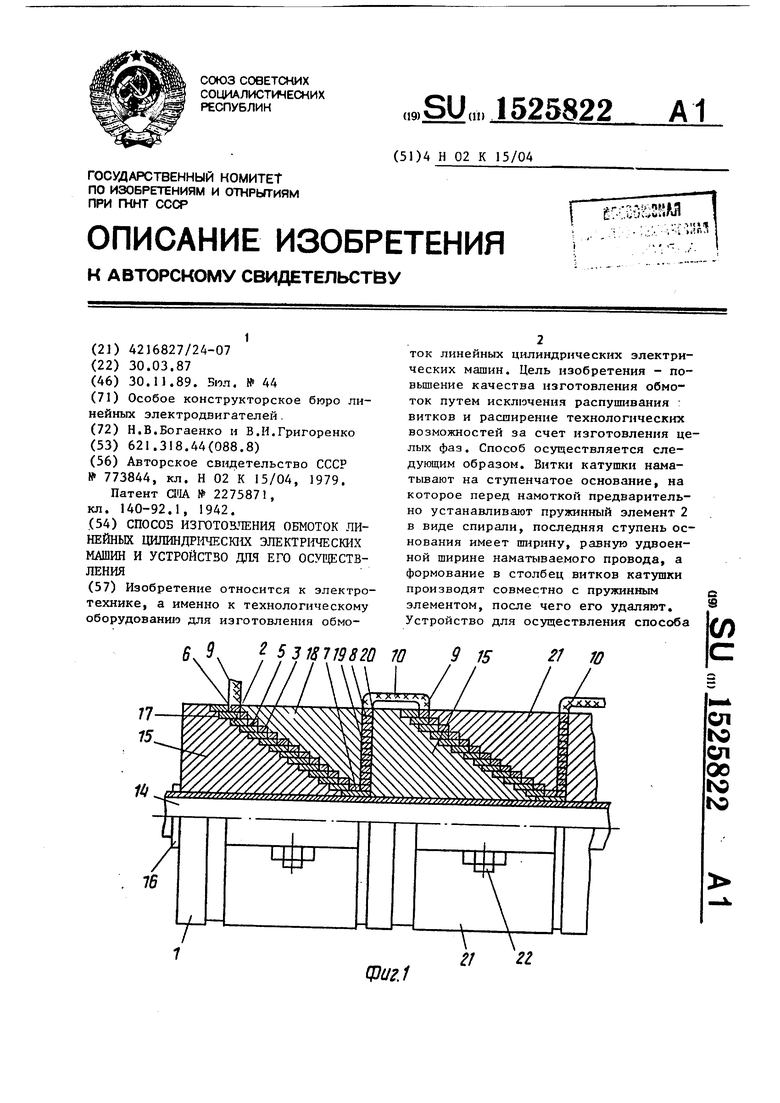
Изобретение относится к электротехнике, а именно к технологическому оборудованию для изготовления обмоток линейных цилиндрических электрических машин.
Цель изобретения - повышение качества изготовления обмоток путем исключения распушения витков и расширение технологических возможностей путем обеспечения возможности изготовления целых фаз.
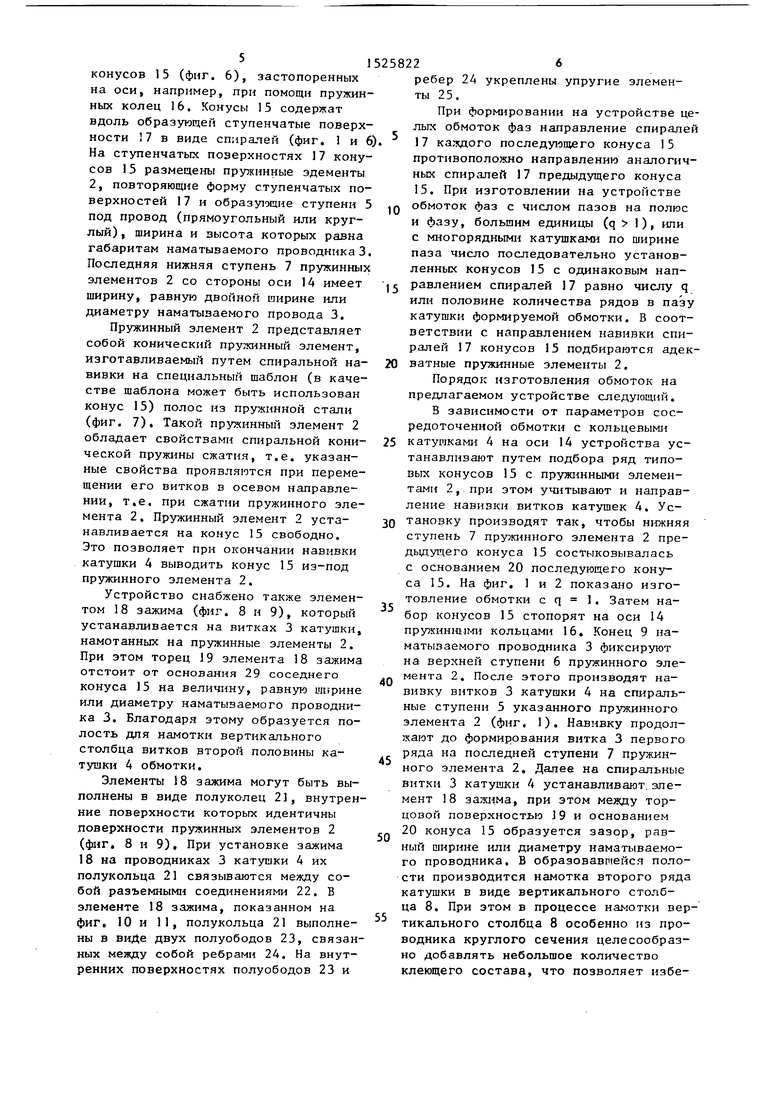
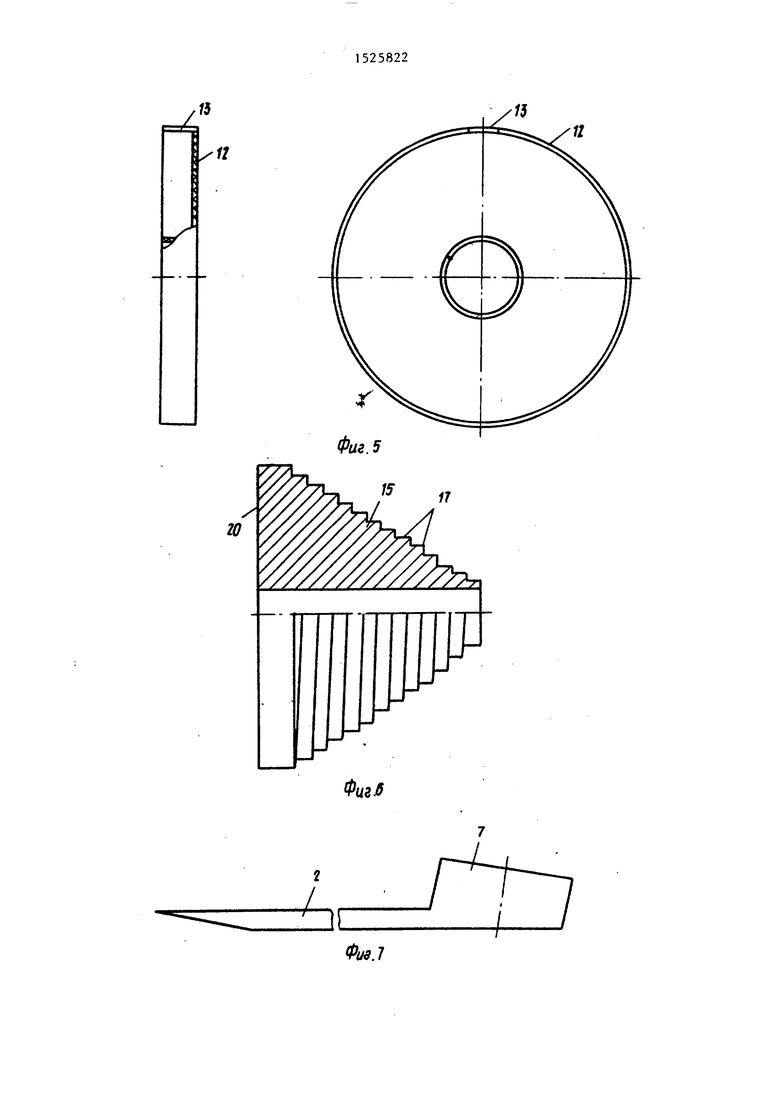
На фиг. 1 представлено устройство для изготовления обмоток линейных цилиндрических электродвигателей; на фиг. 2 - то же, одна из катушек подготовлена к проведению операции сжатия; на фиг. 3 и 4 - фрагменты обмотки фазы; на фиг. 5 - составная часть изоляционного каркаса; на фит. 6 - конус; на фиг. 7 - развертка пружинного элемента; на фиг. 8 - 1J - зажим, примеры вьшолнения.
Способ осуществляют следующим образом.
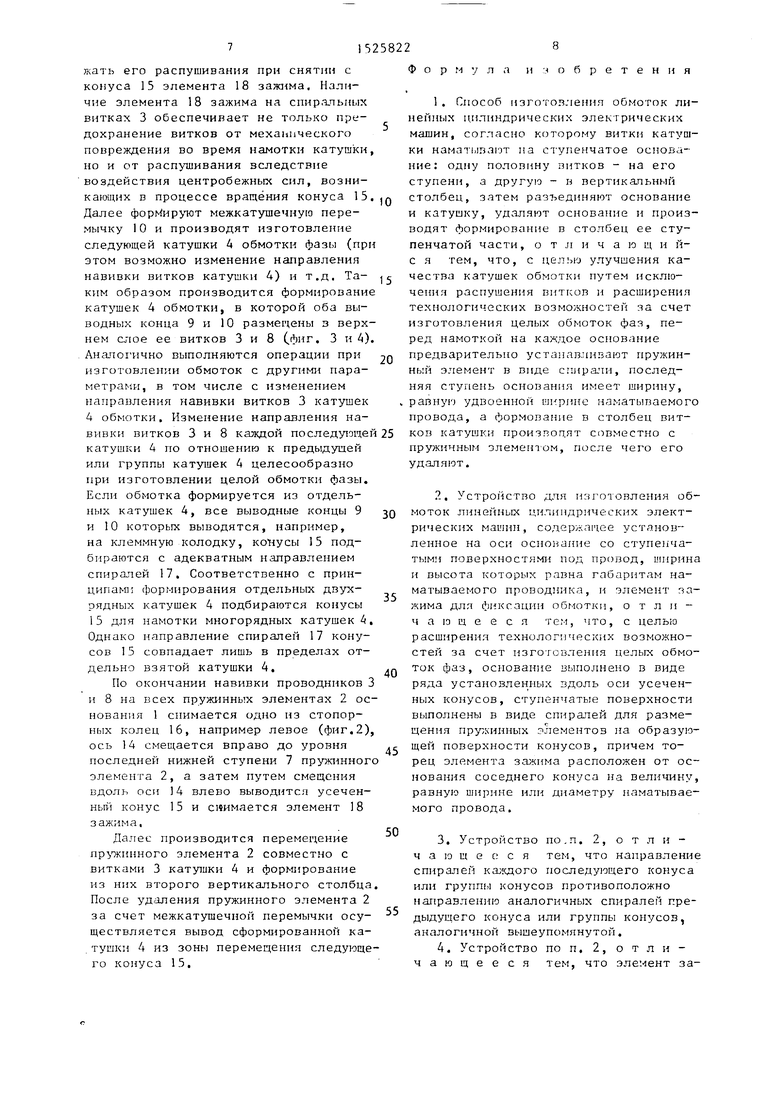
На ступенчатое основание 1 предварительно устанавливают пружинный элемент 2 в виде спирали. Основная функция пружинного элемента 2 - сохранение формы витков 3 намотанной катушки при извлечении основания 1 и их транспортировке. Число пру;кинных элементов 2 должно соответствовать числу оснований 1. Намотку катушки 4 (фиг. 3 и 4) производят в следующей последовательности. Вначале производят намотку спиральных витков 3 на. ступени 5, образованные витками пружинного элемента 2, причем намотку начинает с самой верхней его ступени 6, т.е. с верхних витков пружинного элемента 2 к нижним. На самой нижней ступени 7 пружинного элемента 2 осуществляют намотку вертикального столбца витков 8 катушки 4. Такой порядок намотки обеспечивает формирование катушек 4 обмотки, у. которых оба выводных конца 9 и 10 размещены в верхнем слое ее витков 3 и 8 (фиг. 3 и 4). После удаления основания 1 (фиг. 2) сжатие спиральных витков 3 производят совместно с пружинным элементом 2, который удаляют после формирования катушки 4. Таким
образом, спиральные витки 3 катушки 4 размещаются только на ступенях 5 пружинного элемента 2. Однако распу- шивания витков 3 катутвки 4 не происходит, поскольку наряду с жесткостью
проводников витков 3 катушки 4 ступени 5 пружинного элемента 2 создают дополнительное поджатие. При воздей- ствии на пру:кинный элемент 2 в направлении, указанном стрелкой на
фиг. 2, за счет взаимной связи его витков происходит их равномерное смещение. Одновременно смещаются и спиральные витки 3 катушки 4, т.е. производится операция окатия спиральных витков 3 катушки 4, при этом обеспечивается их равномерное перемещение, исключающее распушивание, и прилегание витков 3 и 8 с зазором в вертикальном столбце.
При последовательном наборе ряда оснований 1 возможно формирование целых обмоток фаз (фиг. 3 и 4), в том числе с числом пазов на полюс и фазу, большим единицы, или с KaTjonками, многорядными по ширине паза.
Фрагмент сформированной по предлагаемому способу обмотки с двух катушек 4, выводные концы 9 и 10 которых выходят с верхних витков 3 и 8
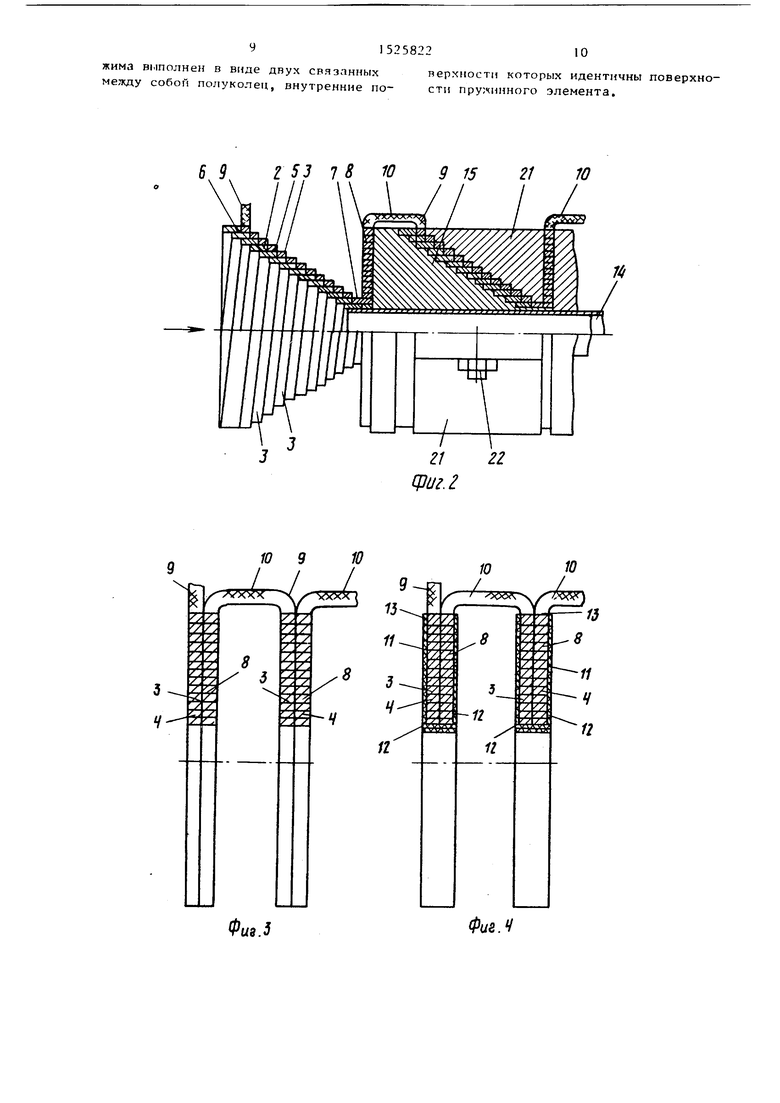
каждого ряда катушки 4, показан на фиг. 3 и 4. На фиг. 4 катушки 4 обмотки фазы помещены в изоляционные каркасы 11, выполненные из пластических материалов. Изоляционный каркас 11 в этом случае рационально выполнить из двух ПОЛаВИН 12, ВХОДЯШ51Х
одна в другую. Ка;кдая половина кгр- каса 11 содержит продольную прорезь 13 (фиг. 5) для выхода выводных концов 9 и 10 катушек 4.
Устройство для осуществления предлагаемого способа содержит основание 1, состоящее из ряда установленных вдоль трубчатой оси 14 усеченных
конусов 15 (фиг. 6), застопоренных на оси, например, при помощи пружинных колец 16. Конусы 15 содержат вдоль образующей ступенчатые поверхности 17 в виде спиралей (фиг. 1 и 6 На ступенчатых поверхностях 17 конусов 15 размещены пружинные эдементы 2, повторяющие форму ступенчатых поверхностей 17 и образующие ступени 5 под провод (прямоугольный или круглый) , ширина и высота которых равна габаритам наматываемого проводника 3 Последняя нижняя ступень 7 пружинных элементов 2 со стороны оси 14 имеет ширину, равную двойной ширине или диаметру наматываемого провода 3.
Пружинный элемент 2 представляет собой конический пру;кинный элемент, изготавливаемый путем спиральной навивки на специальный шаблон (в качестве шаблона может быть использован конус 15) полос из пружинной стали (фиг. 7). Такой пружинный элемент 2 обладает свойствами спиральной конической пружины сжатия, т.е. указанные свойства проявляются при перемещении его витков в осевом направле
НИИ, т.е. при сжатии пружинного элемента 2. Пружинный элемент 2 устанавливается на конус 15 свободно. Это позволяет при окончании навивки катушки 4 выводить конус 15 из-под пружинного элемента 2.
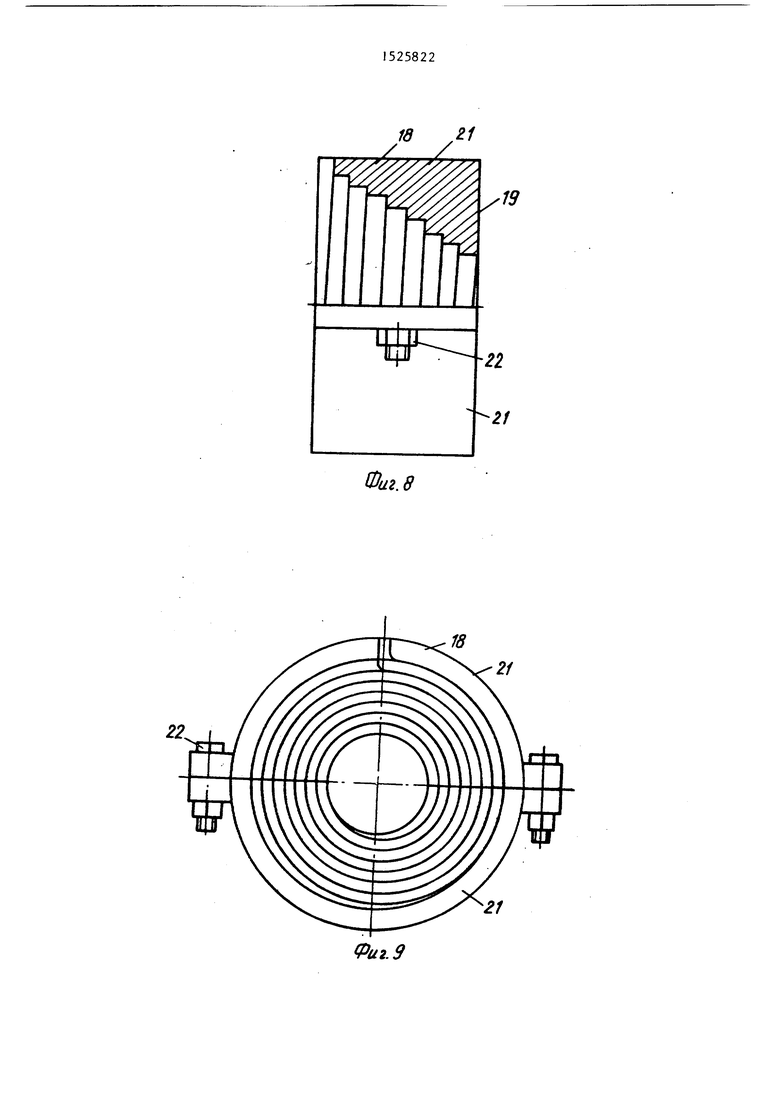
Устройство снабжено также элементом 18 зажима (фиг. 8 и 9), который устанавливается на витках 3 катушки, намотанных на пружинные элементы 2. При этом торец 19 элемента 18 зажима отстоит от основания 29 соседнего конуса 15 на величину, равную ширине или диаметру наматываемого проводника 3. Благодаря этому образуется полость для намотки вертикального столбца витков второй половины катушки 4 обмотки.
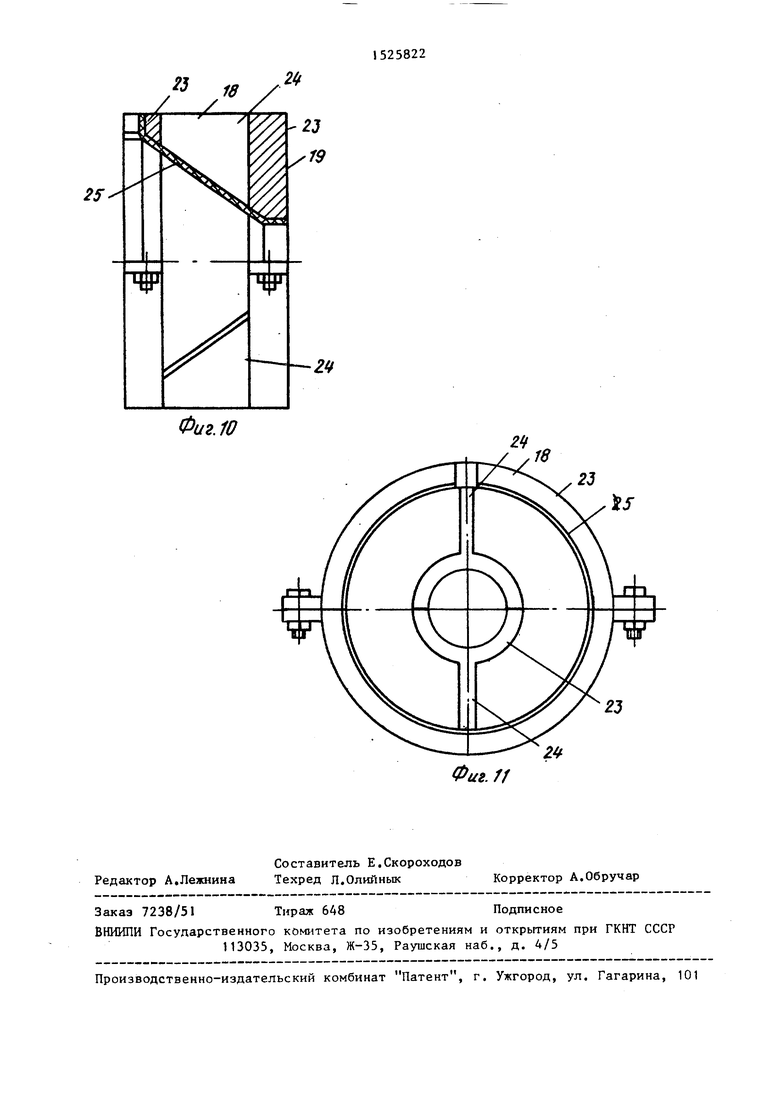
Элементы 18 зажима могут быть выполнены в виде полуколец 2, внутренние поверхности которых идентичны поверхности пружинных элементов 2 (фиг. 8 и 9). При установке зажима 18 на проводниках 3 катушки 4 их полукольца 21 связываются между собой разъемными соединениями 22. В элементе 18 зажима, показанном на фиг. 10 и II, полукольца 21 выполнены в виДе двух полуободов 23, связанных между собой ребрами 24. На внутренних поверхностях полуободов 23 и
0
0
5
ребер 24 укреплены упругие элементы 25.
При формировании на устройстве целых обмоток фаз направление спиралей 17 каждого последующего конуса 15 противоположно направлению аналогичных спиралей 17 предыдущего конуса 15. При изготовлении на устройстве обмоток фаз с числом пазов на полюс и фазу, большим единицы (q 1), ипи с многорядньми катушкаг и по ширине паза число последовательно установленных конусов 15 с одинаковым нап- равлением спиралей 17 равно числу q или половине количества рядов в пазу катушки формируемой обмотки. В соответствии с направлением навивки спиралей 17 конусов 15 подбираются адекватные пружинные элементы 2.
Порядок изготовления обмоток на предлагаемом устройстве следующий.
В зависимости от параметров сосредоточенной обмотки с кольцевыми катушками 4 на оси 14 устройства устанавливают путем подбора ряд типовых конусов 15 с пружинными элементами 2, при этом уч11тывают и направление навивки витков катушек 4. Установку производят так, чтобы Н11жняя ступень 7 npyjKUHHoro элемента 2 пре- дьщущего конуса 15 состыковывалась с основанием 20 последующего конуса 15. На фиг. 1 и 2 показано изготовление обмотки с q 1. Затем набор конусов 15 стопорят на оси 14 пружинюн-П кольцами 16, Конец 9 наматываемого проводника 3 фиксируют на верхней ступени 6 пружинного элемента 2. После этого производят навивку витков 3 катушки 4 на спиральные ступени 5 указанного пружинного элемента 2 (фиг. 1). Навивку продолжают до формирования витка 3 первого ряда на последней ступени 7 пружинного элемента 2. Далее на спиральные витки 3 катушки 4 устанавливают, элемент 18 заотма, при этом между торцовой поверхностью J9 и основанием 20 конуса 15 образуется зазор, равный ширине или диаметру наматываемого проводника. В образовавшейся полости производится намотка второго ряда катушки в виде вертикального столбца 8. При этом в процессе намотки вертикального столбца 8 особенно из проводника круглого сечения целесообразно добавлять небольшое количество клеющего состава, что позволяет избе0
5
0
5
0
5
жать его распушивания при снятии с конуса 15 элемента 18 зажима. Наличие элемента 18 зажима на спиральных витках 3 обеспечивает не только предохранение витков от механического повреждения во время намотки катушки, но и от распушивания вследствие воздействия центробежньгх сил, возникающих в процессе вращения конуса 15. Далее форМир тот межкатушечную перемычку 10 и производят изготовление следующей катушки 4 обмотки фазы (при этом возможно изменение направления навивки витков катушки 4) и т.д. Та- КИМ образом производится формирование катушек 4 обмотки, в которой оба выводных конца 9 и 10 размещены з верхнем слое ее витков 3 и 8 Сфиг, 3 и 4). Анапо1 ично выполняются операции при изготовлении обмоток с другими параметрами, в том числе с изменением направления навивки витков 3 катушек 4 обмотки. Изменение направления навивки витков 3 и 8 каждой последующей катушки 4 по отношению к предыдущей или группы катушек 4 целесообразно при изготовлении целой обмотки фазы. Если обмотка формируется из отдельных катушек 4, все выводные концы 9 и 10 которых выводятся, например, на клеммную колодку, конусы 15 подбираются с адекватным направлением спиралей 17. Соответственно с принципами формирования отдельных двухрядных катушек 4 подбираются конусы 15 для намотки многорядных катушек 4. Однако направление спиралей 17 конусов 15 совпадает лишь в пределах отдельно взятой катушки 4,
По окончании навивки проводников 3 и 8 на всех пружинных элементах 2 основания 1 снимается одно из стопорных колец 16, например левое (фиг.2), ось 14 смещается вправо до уровня последней нижней ступени 7 пружинного элемента 2, а затем путем смещения вдоль оси 14 влево выводится усечен- ньш конус 15 и снимается элемент 18 зажима.
Далее производится перемещение пр г жинного элемента 2 совместно с витками 3 катушки 4 и формирование из них второго вертикального столбца После удаления пружинного элемента 2 за счет межкатушечной перемычки осуществляется вывод сформированной ка- ту1чки 4 из зоны перемещения следующего конуса 15.
0
п 5
30
35
40
45
50
55
Формула и ;. о б р е т е н и я
I . Способ изго гов. шния обмоток линейных цилиндрических электрических машин, согласно которому витки катушки намат1,1вают па ступенчатое основание: одну половину витков - на его ступени, а другую - в вертикальный столбец, затем разъединяют основание и катушку, удаляют основание и производят формирование в столбец ее ступенчатой части, о т л и ч а ю щ и й- с я тем, что, с целью улучшения качества катушек обмотки путем исключения распушения витков и расширения технологических возможностей за счет изготовления целых обмоток фаз, перед намоткой на каждое основание предварительно устанавливают пружинный элемент в виде .чи, последняя ступень основания имеет ширину, равпуг) удвоенной ширине наматываемого провода, а формование в столбец витков катушки производят совместно с пружинным элеменюм, после чего его удаля от.
Фиа.З
верхности которых идентичны поверхности пружинного элемента.
фц&.Ч
/
15
П
Г Фаг.5
12
/5
17
Фиг. 8
21
21
Фиг. 9
Фи2.10
23
S
2J
| Устройство для изготовления жестких катушек электрических машин | 1979 |
|
SU773844A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПРОКАЛЫВАНИЯ КОЖИ МИКРОВЫСТУПАМИ | 2001 |
|
RU2275871C2 |
| Способ закалки пил | 1915 |
|
SU140A1 |
