Изобретение относится к технологии изготовления электрических мапшн и может быть использовано в электромашиностроении при изготовлении дидковых якорей без магнитопровода. Целью изобретения является повышение производительности. На фиг. 1 показана намотка провода на шаблон из термопластичного материала; на фиг. 2 - пресс-форма с установленными в ней шаблоном с обмоткой; на фиг. 3 - некомпаундированньш дисковый якорь. Дисковый якорь электрической машины (фиг. 3) содержит обмотку с вит ками 1, лобовые части 2 которой уло жены в бурт, а выв9Дкые концы 3 присоединены к токосъемному устройству в данном случае к коллектору 4. СпоЬоб изготовления дискового якоря осуществляется следующим образом. Наматывают витки 1 обмотки на кол цевой шаблон 5 (фиг. 1), которьй вьтолнен из термопластичного материала. Так как шаблон 5 пpeдcтaвrfяe из себя жесткую конструкцию при незначительной толщине стенок, то намотку можно производить на тороидал ных станках. С целью упрощения выпо нения полого шаблона 5 он может быть составным из двух симметричных и сочленных друг с другом частей (фиг. 1). Для точного пространствен ного расположения витков 1 обмотки на шаблоке 5 выполнены пазы 6. При намотке витков 1 образуют выводные концы 3 на внутренней поверхности шаблона 4. После намотки необходимого числа витков 1 на шаблон 5 он устанавлива ется в пресс-форму 7 (фиг, 3), в ко торой осуществляются операции сдвига активных частей обмотки, укладки обмотки в плоскость и ее компаундирование. Пресс-форму 7 нагревают до температуры плавления шаблона 5, после чего начинают сближать крьш1ку 8 пресс-формы 7 с ее основанием 9, при этом крьш1ка 8 разворачивается на таг обмотки, так как на оси 10 пресс-формы,неподвижной относительно основания 9, выполнен паз 11, по которому перемещается штифт 12, жестко закрепленный в крышке В. Расплавленный материал шаблона 5 заполняет все пространство в пресс-форме 7 при конечном (нижнем) положении крьш1ки 8 и осуществляет компаундирование обмотки. Присоединение выводных концов 3 обмотки к коллектору 4 может быть осуществлено как после компаундироваков 1 на шаблон 5. Таким образом, предлагаемый способ изготовления дискового якоря позволяет повысить производительность за счет снижения трудоемкости сборки шаблона, ликвидации операции разборки шаблона, а также одновременности операций сдвига активных частей обмотки в плоскость и компаундирования. Формул а изобретения Способ изготовления дискового якоря электрической машины, при котором провод наматывают на кольцевой шаблон с пазами для размещения активных частей обмотки с одновременным выполнением выводов, фиксируют витки от смещения, сдвигают активные части обмотки на величину шага, укладывая ее в плоскость, и компаундируют обмотку, отличающийся тем, что, с целью повьпиения производительности, провод наматывают на шаблон, выполненньм из термопластичного материала, затем шаблон с обмоткой помещают в пресс-форму, содержащую основание и крышку, установленную с возможностью перемещения и поворо.та относительно основания, и осуществляют сдвиг активных частей обмотки и укладку ее в плоскость одновременно с компаундированием путем расплавления шаблона и одновременного перемещения и поворота крьшжи пресс-формы относительно основания.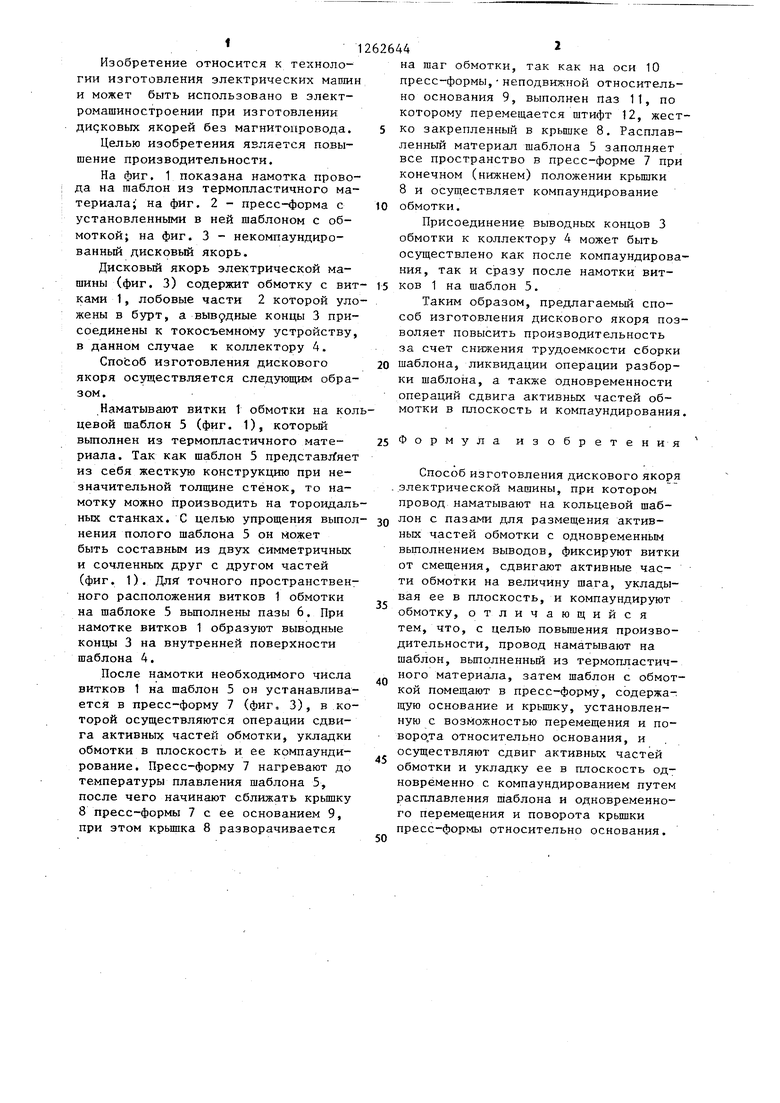
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления дискового якоря электрической машины | 1980 |
|
SU917268A1 |
| Способ изготовления обмотки беспазового якоря электрической машины | 1984 |
|
SU1229907A1 |
| Способ изготовления обмотки дискового якоря электрической машины | 1984 |
|
SU1262643A1 |
| Способ изготовления обмотки беспазового якоря машины постоянного тока | 1981 |
|
SU993396A1 |
| Способ изготовления дискового якоря электрической машины | 1983 |
|
SU1170607A1 |
| Способ изготовления ротора электрической машины с треугольной формой витка | 1979 |
|
SU904116A1 |
| Устройство для изготовления обмотки электрических машин | 1980 |
|
SU951576A1 |
| Способ формирования жестких секций обмотки статора | 1991 |
|
SU1791911A1 |
| Устройство для изготовления обмотки беспазового якоря электрической машины | 1985 |
|
SU1304133A1 |
| Способ изготовления беспазового якоря электрической машины | 1983 |
|
SU1251238A1 |
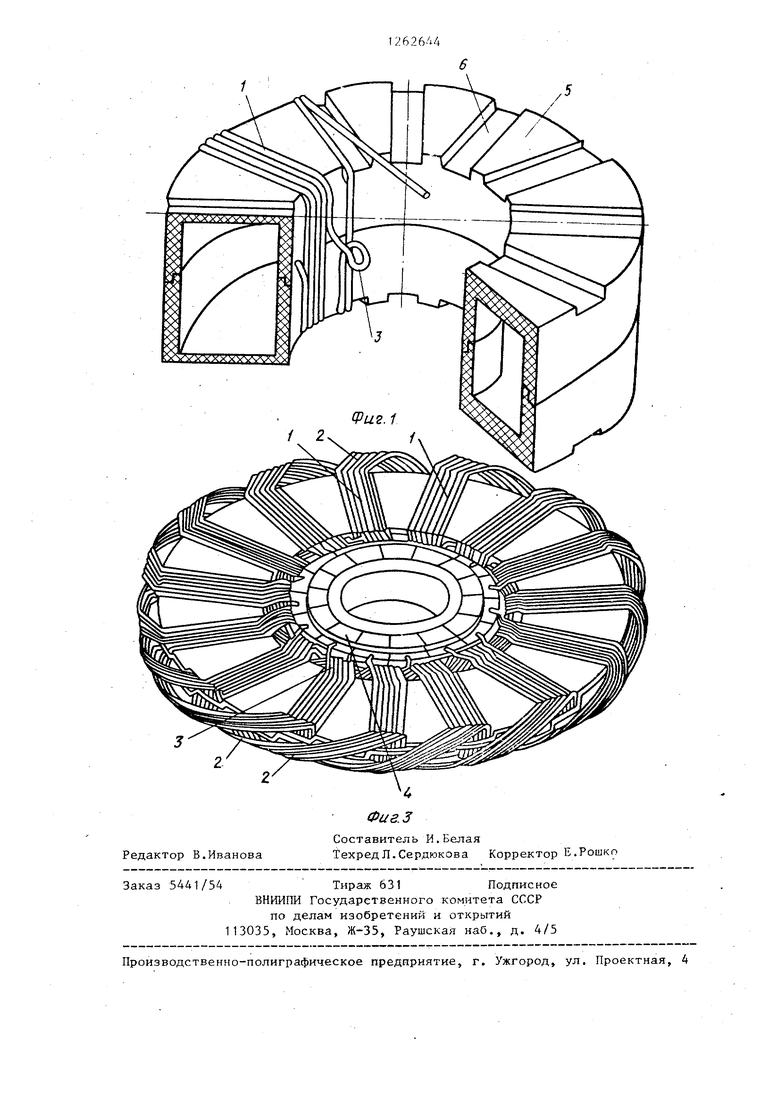
Изобретение относится к технологии изготовления электрических машин и может быть использовано в электромашиностроении при изготовле нии дисковых якорей без магн топровода. Цель изобретения состоит в по вышении производительности. Способ заключается в том, что витки 1 обмо ки наматывают на кольцевой шаблон 5 Для точного пространственного распо ложения витков 1 обмотки на шаблоне 5 выполнены пазы. После намотки необходимого числа витков 1 на шаблон 5 его помещают в пресс-форму 7, в которой осуществляются операции сдвига активных частей обмотки, укладки обмотки в плоскость и ее компаунди: рование. Пресс-форму 7 нагревают до температуры плавления шаблона 5, после чего начинают сближать крышку 8 пресс-формы 7 с ее основанием, при этом крышка 8 разворачивается на шаг обмотки, так как на оси 10 пресс-формы, неподвижной относительно основания 9, выполнен паз 11, по которому перемещается штифт 12, жестко закрепленный в крышке 8. Расппав- ленный материал шаблона заполняет все пространство в пресс-форме 7 при конечном (нижнем) положении крьшжи 8 и осуществляет компаундирование обмотки. Изобретение обеспечивает сниженче трудоемкости сборки шаблона, ликвидацию операции разборки шаблона, одновременность операций сдвига активных частей обмотки, укладки обмотки в плоскость и компауидирова;ния. 3 ил.
| Проходческо-очистной агрегат | 1982 |
|
SU1041684A1 |
| В ЗА, опублик | |||
| Приводный механизм в судовой турбинной установке с зубчатой передачей | 1925 |
|
SU1965A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
