Изобретение относится к турбомэшино- строению. в частности, к технологии изготовления высокорасходных рабочих колес центробежных турбомашин.
Известен способ изготовления рабочих колес центробежных компрессоров заодно с диском, например, путем фрезерования лопаток на основном диске, с последующим креплением к ним покрывного или основного диска.
Недостатком такого способа изготовления является низкое качество крепления из- за ослабления заклёпок при работе компрессора на переменных режимах, особенно покрывного диска рабочего колеса при увеличенных углах его наклона к основному диску.
Наиболее близким по назначению и технической сущности к заявляемому способу является способ изготовления рабочих колес путем фрезерования лопаток на основном или покрывном дисках с последующим соединением их с другим диском при помощи пайки.
Однако при таком способе соединения лопаток и дисков может происходить разрыв о верхних слоях металла по сопрягающимся поверхностям. При работе рабочих колес с высокой частотой вращения, диски под воздействием центробежных сил растягиваются и их диаметры увеличиваются на 0,2-0,4 мм, при этом возникают дополнительные растягивающие усилия в местах крепления и имеют место случаи рассоединения путем отрыва слоя металла, прилегающих к соединению. Кроме того, у рабочих колес центробежных компрессоров, перекачивающих запыленные газы, происходит абразивный износ (подрез) входных участков лопаток около основного диска, в области их соединения с основным диском, и этот подрез может достигать длины всей лопатки, что является недопустимым в условиях эксплуатации.
Цель изобретения - повышение качества изготовления двухсекционных рабочих колес центробежной турбомашины.
(Л
С
ч VI
00
о
Это достигается тем, что предварительно изготавливают промежуточный диск с лопатками, фрезерованием, и припаивают к ним основной и покрывной диски, а затем входные части лопаток, прилегающие к ос- новному и покрывному дискам, дополнительно приваривают на 0,25 длины лопаток. Выполнение промежуточного диска заодно с лопатками позволяет получить этот конструктивный элемент рабочего колеса высокого качества и технологичности, соответственно переносящиеся на осе рабочее колесо в целом. Одновременная пайка покрывного и основного дисков к лопаткам промежуточного диска ускоряет процесс изготовления рабоче- го колеса в одном производственном цикле позволяющем выдерживать необходимые одинаковые условия термообработки, влияющие на качество, а соответственно и прочность.
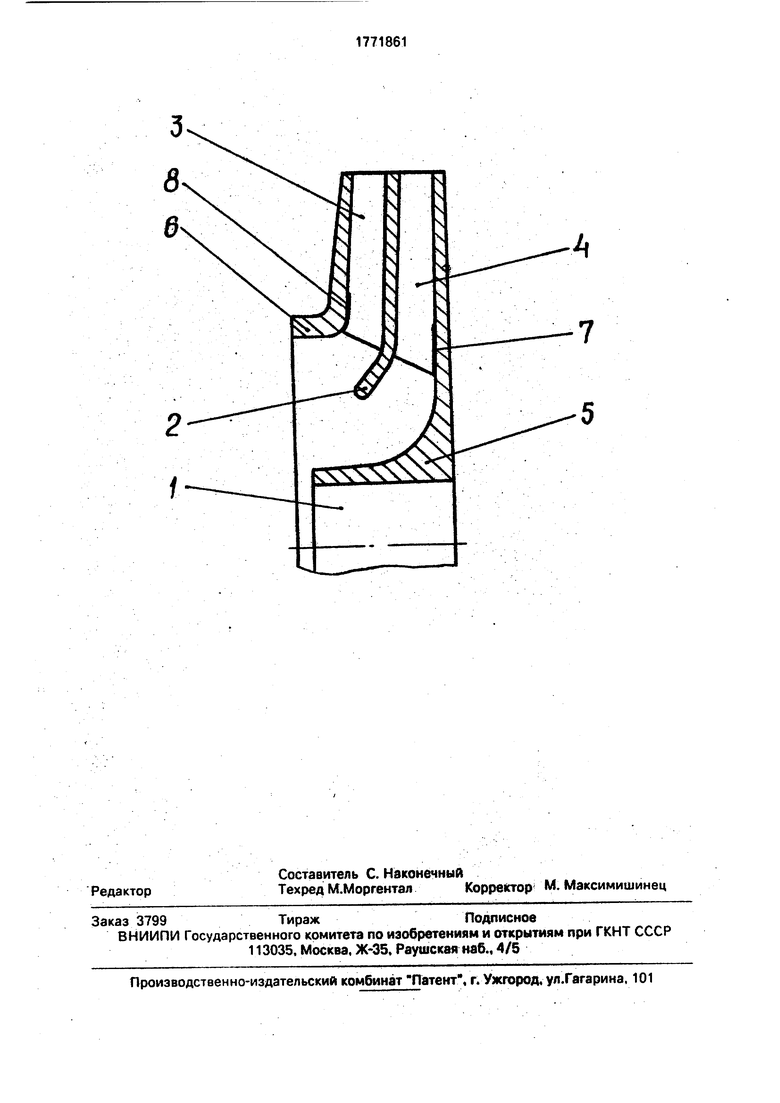
На чертеже изображен меридиональный разрез двухсекционного рабочего колеса центробежной турбомашины.
Двухсекционное рабочее колесо центробежной турбомашины 1 содержит проме- жуточный диск 2 с лопатками 3, А. К лопаткам припаяны основной 5 и покрывной 6 диски. Прилегающие к основному 5 и покрывному б входные части лопаток 7, 6 соответственно дополнительно приварены на 0,25 длины дисков. Способ осуществляют следующим образом. Заодно с промежуточным диском 2 выполняют, например, фрезерованием лопатки 3,4 с двух его сторон. После чего произведя подгонку прилегания основно- го 5 и покровного 6 дисков к круговым решеткам с лопатками 3,4, они припаиваются одновременно друг к другу.
Входные части 7,8 лопаток 4,3 соответственно сваривают на 0,25 длины с основным 5 и покрывным 6 дисками. Затем производится термообработка для снятия остаточных напряжений в паянных и сварных соединениях, чистовая техническая обработка дисков.
Заявляемое техническое решение выгодно отличается от прототипа тем, что позволяет уменьшить трудозатраты за счет исключения дополнительных приспособлений для установки лопаток одной секции относительно лопаток другой секции. А также за счет повышения надежности рабочего колеса, введением дополнительного сварного соединения входных частей лопаток с основным и покрывным дисками, повышающим слой провариваемого металла, который в свою очередь позволяет повысить износостойкость у дисков лопаток при даже интенсивном абразивном износе от пылевых частиц, зачастую имеющуюся в центробежном компрессоре. i
Формула изобретения
Способ изготовления рабочего колеса центробежной турбомашины, включающий изготовление основного и покрывного дисков и промежуточного диска с лопатками, последующее их неразъемное соединение, отличающийся тем. что. с целью повышения качества при изготовлении двухсекционных колес, неразъемное соединение осуществляют пайкой, а затем входные части лопаток, прилегающие к основному и покрывному дискам, дополнительно приваривают на 0,25 длины лопаток.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОГО РАБОЧЕГО КОЛЕСА ЦЕНТРОБЕЖНОГО КОМПРЕССОРА | 2001 |
|
RU2186261C1 |
| ЦЕНТРОБЕЖНОЕ РАБОЧЕЕ КОЛЕСО | 2013 |
|
RU2533605C2 |
| ЦЕНТРОБЕЖНОЕ РАБОЧЕЕ КОЛЕСО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2427726C2 |
| Способ изготовления рабочегоКОлЕСА цЕНТРОбЕжНОгО КОМпРЕССОРА | 1979 |
|
SU844829A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА ЦЕНТРОБЕЖНОГО КОМПРЕССОРА | 2001 |
|
RU2195583C2 |
| ЦЕНТРОБЕЖНОЕ РАБОЧЕЕ КОЛЕСО | 2014 |
|
RU2568358C1 |
| ЦЕНТРОБЕЖНОЕ РАБОЧЕЕ КОЛЕСО | 2015 |
|
RU2618372C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСА ЛОПАСТНОЙ ГИДРОМАШИНЫ | 1996 |
|
RU2118718C1 |
| Рабочее колесо центробежного компрессора | 1982 |
|
SU1059274A1 |
| Способ изготовления сварного рабочего колеса центробежного компрессора | 1982 |
|
SU1116223A1 |
Использование: турбомашиностроение. Сущность изобретения: изготавливают основной, покрывной диски и промежуточный диск с лопатками, осуществляют их неразъемное соединение пайкой, затем входные части лопаток, прилегающие к основному и покрывному дискам, дополнительно приваривают на 0,25 длины лопаток. 1 ил.
| Авторское свидетельство СССР № 1617757, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
