Изобретение относится к компрессоростроению и может быть использовано при изготовлении сварных рабочих колес, в том числе крупногабаритных, для работы в условиях повышенных механических нагрузок. Изобретение также может быть использовано при изготовлении нагнетателей, вентиляторов, воздуходувок и аналогичных турбомашин.
Известен способ изготовления рабочего колеса центробежного компрессора путем приклепывания и приваривания покрывного диска к лопаткам, выполненным заодно с основным диском или приваренным предварительно к основному диску (А.С. СССР 844829, Пат. США 4201516, 4296308, 4720243, 5336050). Недостатком способа является низкое качество сварного соединения торцевых частей лопаток с внутренней поверхностью покрывного диска вследствие затрудненности доступа к участку сварки в области входной части лопаток рабочего колеса.
Известен способ изготовления сварного рабочего колеса центробежного компрессора путем выполнения заготовок основного и покрывного дисков с частями лопаток, фрезерования этих частей и последующей сварки, при этом среднюю часть лопаток выполняют штамповкой из листового материала (А. С. СССР 1116223). Недостатком способа является низкая надежность изготовляемой конструкции из-за наличия сварного шва в области высокого уровня напряжений.
Известен способ приварки лопаток, в процессе которого сварные соединения выполняют через прорези в покрывном диске (пат. США 4302657, 5735672). Недостатком способа является существенное увеличение напряжений в месте сварки из-за наличия концентраторов в тяжелонагруженных дисках рабочего колеса.
Известен способ изготовления неразъемного соединения рабочего колеса (основного диска с выфрезерованными лопатками и покрывного диска) путем вакуумной пайки (Пат. Польши 164401В1). Способ применим для ограниченного круга материалов, требует использования специальных дорогостоящих типов сталей и припоев на основе золота или платины. Кроме того, для крупногабаритных рабочих колес способ трудноприменим из-за необходимости использования дорогостоящих крупногабаритных установок вакуумной пайки.
Наиболее близким к заявленному изобретению (прототипом) является способ изготовления рабочего колеса центробежного компрессора, который включает изготовление основного и покрывного дисков и заготовок лопаток с вспомогательными припусками и технологическими базами, установку заготовок лопаток в сборочное приспособление, их обработку с получением поверхностей сопряжения с основным диском, соединение основного диска с лопатками методом пайки или сварки, выемку основного диска с лопатками из сборочного приспособления и его установку на металлообрабатывающее оборудование, обработку лопаток с получением поверхностей сопряжения с покрывным диском и соединение покрывного диска с лопатками (Патент РФ 2120567). Недостатком способа является низкое качество сварного соединения торцевых частей лопаток с внутренней поверхностью покрывного диска вследствие затрудненности доступа к участку сварки в области входной части лопаток рабочего колеса.
Задачей, на решение которой направлено заявляемое изобретение, является обеспечение бездефектности сварного соединения элементов конструкции, повышение механической прочности и надежности работы колеса, а также упрощение технологии изготовления рабочего колеса центробежного компрессора и экономия дорогостоящего материала.
Поставленная задача достигается за счет того, что операцию соединения лопаток с дисками начинают с выполнения сварного соединения лопаток с покрывным диском в месте сопряжения торцевых поверхностей лопаток с внутренней поверхностью покрывного диска, сварку ведут по всему периметру упомянутой поверхности покрывного диска. После чего выполняют сварное соединение покрывного диска с приваренными лопатками с основным диском. Такая последовательность выполнения соединения лопаток с дисками обеспечивает свободный доступ для проведения процесса сварки и контроля качества сварного соединения на различных этапах его выполнения, что позволяет выполнить сварное соединение бездефектным; это в свою очередь обеспечивает высокую механическую прочность рабочего колеса в целом и надежность его работы. Кроме того, упрощается технология изготовления рабочего колеса центробежного компрессора и экономится дорогостоящий материал.
Фиг.1 - продольный разрез рабочего колеса.
Фиг.2 - вид рабочего колеса в радиальной плоскости.
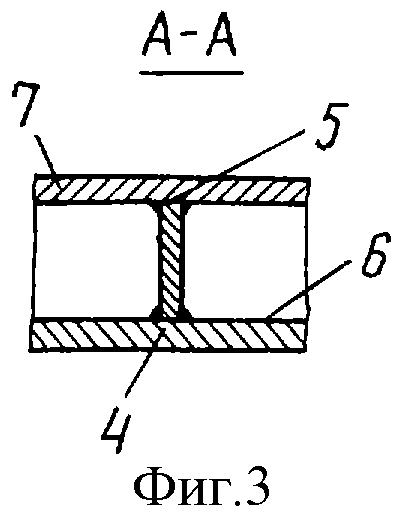
Фиг.3 - сечение рабочего колеса.
На фиг. 1: 1 - основной диск, 2 - покрывной диск, 3 - лопатки рабочего колеса.
На фиг.3 показано сварное соединение торцевых поверхностей лопаток 4 и 5 соответственно с внутренними поверхностями основного 6 и покрывного 7 дисков.
Способ осуществляется следующим образом. Изготавливают основной и покрывной диски и заготовки лопаток. Основной диск рабочего колеса 1 изготавливают известным способом, а именно ковкой из традиционных материалов с категорией прочности до КП-80. Покрывной диск рабочего колеса 2 изготавливают штамповкой с последующей термообработкой из листового материала высокопрочной стали КП-90. Изготовление покрывного диска методом штамповки существенно повышает коэффициент использования дорогостоящего материала, обеспечивает оптимальную ориентацию волокон материала и высокую конструктивную прочность как покрывного диска, так и рабочего колеса в целом, упрощает технологию изготовления. Рабочие лопатки 3 выполняют штамповкой из листового материала высокопрочной стали КП-90, проводят механическую обработку торцов лопаток 5 и 6, прилегающих к поверхностям 6 и 7 основного и покрывного дисков 1 и 2. Выполнение лопаток штамповкой обеспечивает возможность широкого выбора требуемого аэродинамического профиля трехмерной поверхности лопаток 3.
Далее производят размещение лопаток 3 на предварительно размеченной поверхности покрывного диска 2 и в специальном кондукторе выполняют сварное соединение торцевой поверхности штампованной лопатки 5 и внутренней поверхности покрывного диска 7, сварное соединение выполняют по всему периметру лопаток. После этого проводят термообработку и зачистку сварного шва, обработку в окончательный размер покрывного диска с лопатками, поэлементную балансировку и контроль качества сварного соединения. Указанная технология выполнения сварного соединения обеспечивает доступ для получения высококачественного сварного соединения, его технологической доводки и надежного контроля на разных этапах выполнения.
Такое сварное соединение лопаток 3 с покрывным диском 2 обладает равнопрочностыо по всей длине шва и бездефектностью. После этого выполняют заключительное сварное соединение покрывного диска 2 с приваренными лопатками 3 с основным диском 1. Далее проводят операции термообработки, зачистки, балансировки и контроля остаточных напряжений в сварных швах, чистовую механическую обработку дисков 1 и 2 и балансировку рабочего колеса центробежного компрессора.
Способ обеспечивает высокую механическую прочность, надежность и долговечность рабочего колеса центробежного компрессора за счет бездефектности и равнопрочности выполняемых сварных соединений. Способ высокотехнологичен, снижает трудоемкость изготовления рабочего колеса центробежного компрессора, обеспечивает экономию используемого материала, снижает в целом стоимость процесса изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОГО РАБОЧЕГО КОЛЕСА ЭКСГАУСТЕРА С ДВУХСТОРОННИМ ВХОДОМ "СТИЛ-ВОРК" | 2013 |
|
RU2545120C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА ЦЕНТРОБЕЖНОГО КОМПРЕССОРА И СБОРОЧНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕСА ЦЕНТРОБЕЖНОГО КОМПРЕССОРА | 1996 |
|
RU2120567C1 |
| Способ изготовления сварного рабочего колеса центробежного компрессора | 1982 |
|
SU1116223A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧИХ КОЛЕС ЦЕНТРОБЕЖНЫХ МАШИН | 2004 |
|
RU2270935C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА ЦЕНТРОБЕЖНОГО НАСОСА | 2004 |
|
RU2274509C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА ЦЕНТРОБЕЖНОГО КОМПРЕССОРА | 2001 |
|
RU2195583C2 |
| Способ изготовления рабочих колес центробежных машин | 1981 |
|
SU948527A2 |
| Сварное рабочее колесо двустороннего входа для центробежного насоса | 2023 |
|
RU2831740C1 |
| Способ изготовления рабочих колес центробежных машин | 1976 |
|
SU632465A1 |
| Способ изготовления рабочего колеса центробежного насоса | 2019 |
|
RU2722842C1 |

Способ может быть использован при изготовлении сварных рабочих колес, в том числе крупногабаритных, для работы в условиях повышенных механических нагрузок. Изготавливают основной и покрывной диски и заготовки лопаток. Производят сварку лопаток с покрывным диском по всему периметру внутренней поверхности покрывного диска в месте сопряжения торцевых поверхностей лопаток с поверхностью покрывного диска. Выполняют сварное соединение покрывного диска с приваренными лопатками с основным диском. Способ обеспечивает высокую механическую прочность, надежность и долговечность рабочего колеса центробежного компрессора за счет бездефектности и равнопрочности выполняемых сварных соединений. 3 ил.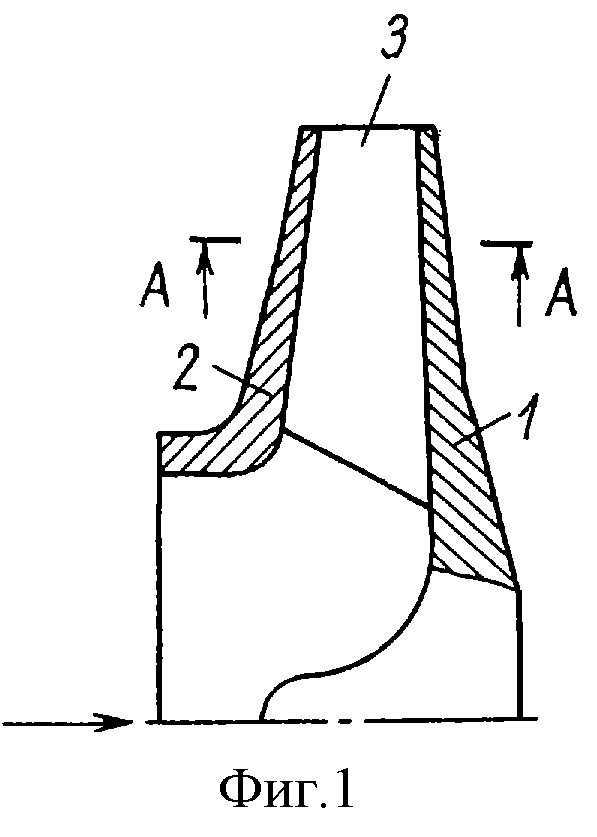
Способ изготовления сварного рабочего колеса центробежного компрессора, включающий изготовление основного и покрывного дисков и заготовок лопаток с последующей сваркой лопаток с основным и покрывным дисками, отличающийся тем, что первоначально производят сварку лопаток с покрывным диском по всему периметру внутренней поверхности покрывного диска в месте сопряжения торцевых поверхностей лопаток с упомянутой поверхностью покрывного диска, после чего выполняют сварное соединение покрывного диска с приваренными лопатками с основным диском.
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА ЦЕНТРОБЕЖНОГО КОМПРЕССОРА И СБОРОЧНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕСА ЦЕНТРОБЕЖНОГО КОМПРЕССОРА | 1996 |
|
RU2120567C1 |
| Способ изготовления сварного рабочего колеса центробежного компрессора | 1982 |
|
SU1116223A1 |
| Способ изготовления рабочегоКОлЕСА цЕНТРОбЕжНОгО КОМпРЕССОРА | 1979 |
|
SU844829A1 |
| US 5336050, 09.08.1994. | |||

