Изобретение относится к технологии изготовления высокомодульных текстильных наполнителей на основе полиакрило- нитрильных (ПАН) волокон в виде ткани, трикотажа, нетканых материалов, являющихся армирующими наполнителями композиционных материалов, и тканей технического назначения.
Наиболее близким техническим решением является способ получения наполнителя, заключающийся в термостабилизации исходных ПАН волокон, переработке их в пряжу, формировании из пряжи трикотажного полотна и композиционного материала в виде пакета из вязаных дисков с последующей высокотемпературной обработкой композиционного материала.
Однако этот способ имеет следующие недостатки:
при получении пряжи используют классический многопереходный метод прядения с обязательной операцией предварительного аппретирования термостабилизированного ПАН жгута, поскольку при отсутствии аппретирования жгута штапелированная лента не имеет связности между отдельными волокнами и на технологических переходах классического способа прядения (кардочесание, ленточные и ровничные переходы) наблюдается осыпание штапельков и нарушение целостности ленты, то есть технологические возможности этого способа невысокие;
способ получения пряжи с включением операции трощения позволяет получить пряжу ограниченного ассортимента - пряжу линейной плотности 176 текс (88 текс х 2). Данных о возможности получения пряжи более низкой линейности плотности (более тонкой пряжи) и, следовательно, более высокого качества по этой технологии не приводится.
Целью изобретения является повышение качества наполнителя и расширение его ассортимента и технологических возможностей способа.
Х8 х| Ю
Ю
Это достигается тем, что в способе получения углеродного текстильного наполнителя композиционного материала, заключающемся в термостабилизации исходного жгута полиак- рилонитрильных в кислородсодержащей среде, их штапелировании, формировании из штапелированных волокон пряжи и формировании из пряжи текстильного полотна с последующей его высокотемпературной обработкой в инертной среде, в качестве исходного жгута используют жгут линейной плотности 850-13300 текс, термостабилизацию жгута проводят до достижения его плотности, равной 1350-1380 кг/м3, а формирование пряжи из шталелироваиных волокон осуществляют на пневмомеханической прядильной машине непосредственно после штапелирования нитей жгута.
При термостабилизации ПАН волокна происходит преобразование линейной структуры ПАН а циклическую, характерную для термостабилизированного ПАН. При этом пикнометрическая плотность материала изменяется от 1200 кг/м3 (для исходного ПАН волокна) до 1400-1450 кг/м3 (для волокна, прошедшего полный процесс термостабилизации). Этот процесс сопровождается уменьшением физико-механических свойств (разрывная нагрузка, удлинение, эластические свойства, характерные для исходного ПАН волокна) и, естественно, при этом ухудшается способность к текстильной переработке.
Необходимость получения термостабилизированного ПАН жгута с пикнометриче- ской плотностью 1350-1380 кг/м обусловлено следующим:
-недоокисленный ПАН жгут {пикнометрическая плотность ниже 1350 кг/м3) прекрасно перерабатывается в пряжу, так как волокно еще обладает достаточно высокими эластическими свойствами, в связи с тем, что зациклизованные фрагменты не образовались во всем о-бъеме волокна и частично сохраняется линейная структура полимера. Из такой пряжи можно получить ткань с высокими физико-механическими характеристиками, но при последующей высокотемпературной обработке 1400-2000°С она сгорает, так как не получена необходимая структура волокна, способная выдержать высокую температуру (пример 4 табл.);
-ПАН жгут с пикнометрической плотностью выше 1380 кг/м3, для которого характерно наличие большого количества зациклизованных фрагментов (что подтверждается методом электронного парамагнитного резонанса), обладает повышенными жесткостью и хрупкостью и низкими разрывными характеристиками. Переработка в
пряжу при этом затрудняется, а полученные образцы пряжи имеют низкие прочностные показатели, что делает невозможным переработку ее в текстильные структуры (пример
5 табл.).
Интервал пикнометрической плотности термостабилизированного ПАН жгута 1350-1380 кг/м3, обеспечивающий возможность получения качественной пряжи,
0 пригодной для дальнейшей текстильной переработки на стандартном текстильном оборудовании, и позволяющей осуществлять последующую высокотемпературную обработку текстильного наполнителя, выбран
5 экспериментально.
При этом расширяются технологические возможности способа-достаточно высокие эластичные свойства термостабилизированного жгута позволяют перерабатывать получен0 ную из него пряжу на автоматизированных ткацких и трикотажных машинах, получая наполнители в широком ассортименте (ткани различного переплетения и трикотаж различной структуры при различной толщи5 не наполнителя, если использовать при его изготовлении пряжу различной линейной плотности: 50 текс (25 текс х 2) и выше.
В предлагаемом способе получения углеродного текстильного наполнителя ис0 пользуется пряжа, получаемая пневмомеханическим (однопереходным) способом прядения. Однопереходный способ позволяет вырабатывать пряжу из волокон, отличающихся повышенной хрупкостью и электризуемостью,
5 без дополнительной обработки аппретирующими компонентами, и плохо выдерживающих многочисленные технологические переходы, характерные для традиционных, классических систем прядения. Превращение
0 термостабилизированного ПАН жгута в пряжу осуществляется путем штапелирования неодновременным разрывом элементарных волокон жгута за счет сверхвысокой вытяжки с созданием дискретного потока волокон
5 и формированием из него пряжи с использованием пневмомеханической прядильной камеры. Устройство штапелирования и пневмомеханическая прядильная камера объединены в один блок.
0Применение пневмомеханического способа прядения позволяет получить пряжу, отличающуюся наличием сердечника с меньшей плотностью упаковки волокон и обвивочного слоя с большим числом воло5 кон, чем пряжа кольцевого прядения. В результате уменьшается коэффициент распрямленности волокон и повышается ворсистость пряжи.
Использование такой пряжи позволяет унизить массу наполнителя, его толщину,
увеличить застилистость, что уменьшает воздухопроницаемость при сохранении, в основном, физико-механических показателей. Это способствует повышению качества текстильного наполнителя и расширению области его использования.
Для получения пряжи в качестве сырья используется ПАН жгутлинейной плотности 850-13300 текс. Жгут с линейной плотностью ниже 850 текс использовать нецелесо- образно с точки зрения экономики производства. Также нецелесообразно при конкретном пневмомеханическом способе прядения применение в качестве сырья ПАН жгута большей (от заявленной) линей- ной плотности, так как он будет обладать значительной неравномерностью физико- механических показателей, что обусловлено неравномерностью прогрева толстого жгута на стадии термостабилизации. Свой- ства пряжи и соответственно текстильного наполнителя находятся в прямой зависимости от физико-механических показателей термостабилизированного ПАН жгута.
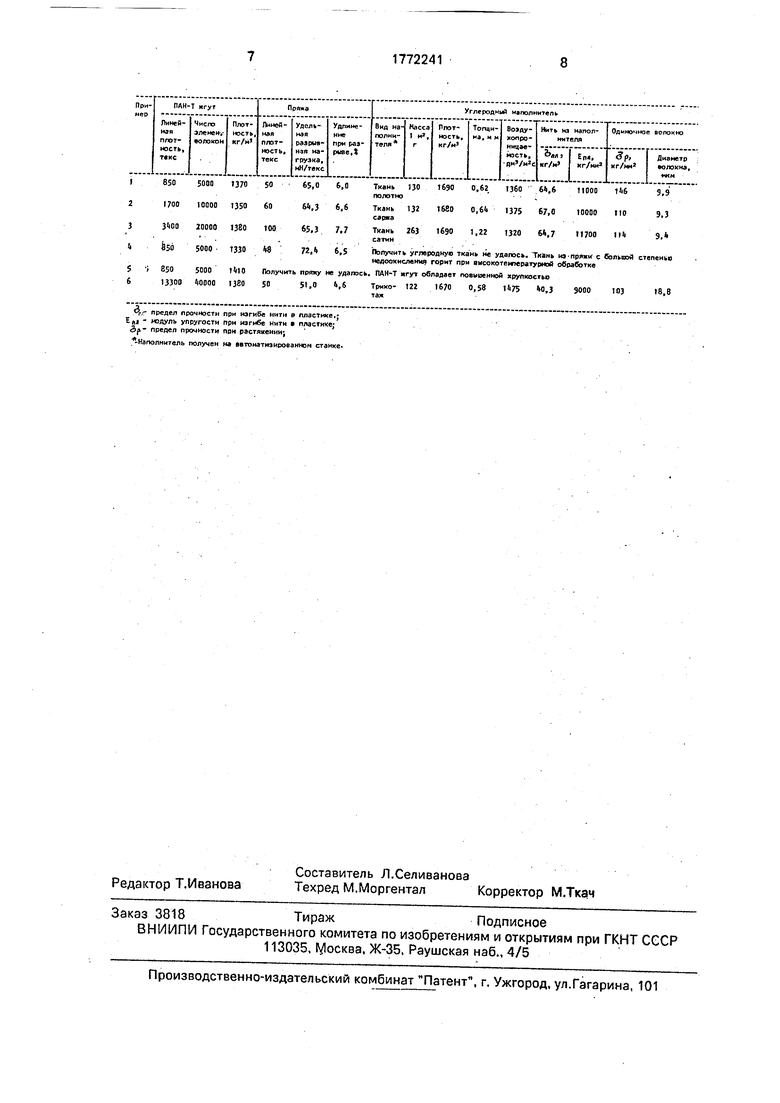
Пример. ПАН жгут линейной плот- ности 850 текс (ТУ 6-12-5757604-9-89) подвергают термостабилизации в кислородсодержащей атмосфере при температуре 220°С до получения пикнометрической плотности волокна 1370 . Жгут перера- батывают в одиночную пряжу линейной плотности 25 текс и более пневмомеханическим способом прядения. Для уравновешивания структуры одиночная пряжа складывается в два конца при совместном подкручивании в сторону, противоположную первоначальной крутке, до получения пряжи линейной плотности 50 текс и более. Физико-механические показатели приведены в таблице. Из пряжи вырабатывают ткань полотняного переплетения и подвергают ее высокотемпературной обработке при температуре выше 2000°С в инертной атмосфере. Физико-механические показатели ткани приведены в таблице, пример 1.
В таблице примеры 2, 3, 6, приведены свойства пряжи и текстильных наполнителей (ткань различного переплетения, трикотаж), полученных из ПАН термостабилизи- рованных жгутов на основе исходного сырья разной линейной плотности от 1700 до 13300 текс. Данные о влиянии степени термостабилизации ПАН волокна (различная величина пикнометрической плотности 1330 кг/м3 и 1410 кг/м3) на возможность получения пряжи и текстильного наполнителя - примеры 4 и 5 описаны выше.
Анализ приведенных данных в таблице показывает, что использование при получении пряжи термостабилизированного ПАН жгута с пикнометрической плотностью волокна ниже или выше заявляемых в формуле не позволяет получить углеродный волокнистый наполнитель.
Использование предлагаемого способа позволяет повысить качество текстильного наполнителя (снизить толщину и массу наполнителя), расширить ассортимент за счет варьирования толщины наполнителя, вида переплетения и структуры соответственно для тканых и трикотажных наполнителей; расширить технологические возможности способа.
Формула изобретения
Способ получения углеродного текстильного наполнителя композиционного материала, заключающийся в термостабилизации исходного жгута полиакрилонит- рильных нитей в кислородсодержащей среде, их штапелировании, формировании из штапелированных волокон пряжи и формировании из пряжи текстильного полотна с последующей его высокотемпературной обработкой в инертной среде, отличающийся тем, что, с целью повышения качества наполнителя и расширения егоас- соримента и технологических возможностей способа, в качестве исходного жгута используют жгут линейной плотности 850- 13300 текс, термостабилизацию жгута проводят до достижения его плотности, равной 1350-1380 кг/м , а формирование из штапелированных волокон пряжи осуществляют на пневмомеханической прядильной машине и непосредственно после штапелирова- ния нитей жгута.
Я--- предел прочности при изгибе нити о пластике, ЕЙ - модуль упругости при изгибе нити пластике; Эр- предел прочности при растяжении;
Наполнитель получен на автоматизированном станке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПРЯЖИ ИЗ ЖГУТА ХИМИЧЕСКИХ ВОЛОКОН | 1986 |
|
RU1489225C |
| СПОСОБ ПОЛУЧЕНИЯ ПРЯЖИ ИЗ СМЕШАННЫХ ВОЛОКОН (ВАРИАНТЫ) | 1994 |
|
RU2089682C1 |
| Электропроводящая текстильная пряжа | 2020 |
|
RU2731767C1 |
| Устройство для штапелирования химических нитей разрывом | 1982 |
|
SU1106852A1 |
| ПРЯЖА ДЛЯ ТКАНЫХ И ТРИКОТАЖНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1995 |
|
RU2101398C1 |
| Способ получения смешанной пряжи | 1985 |
|
SU1348406A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМООГНЕСТОЙКИХ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2310701C1 |
| Способ получения пряжи из жгута химических волокон | 1971 |
|
SU387609A1 |
| СПОСОБ ПОЛУЧЕНИЯ ХЛОПКОЛЬНЯНОЙ ПРЯЖИ | 1994 |
|
RU2079587C1 |
| СМЕШАННАЯ ЛЬНОСОДЕРЖАЩАЯ ОДИНОЧНАЯ ПРЯЖА (ВАРИАНТЫ) | 1995 |
|
RU2090672C1 |
Использование: изготовление углеродвы- сокомодульных текстильных наполнителей. Сущность изобретения: исходный жгут линейной плотности 850-13300 текс из полиак- рилонитрильных нитей термостабилизируют в кислородсодержащей среде до достижения его плотности, равной 1350-1380 кг/м3, и штапелируют жгут. Непосредственно после штапелирования жгута из штапелированных волокон на пневмомехнической прядильной машине формируют пряжу. Из полученной пряжи формируют текстильное полотно с последующей его высокотемпературной обработкой в инертной среде. 1 табл.
| Устройство тестового контроля | 1987 |
|
SU1587516A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
