Изобретение относится к прессованию текстильных изделий, а именно к методу влажно-тепловой обработки швейных изделий, и может быть использовано в гладильных прессах, паровоздушных манекенах и другом оборудовании, применяемом для влажно-тепловой обработки в швейном производстве.
Известен наиболее близкий к изобретению по технической сущности способ влажно-тепловой обработки швейных изделий путем воздействия пластифицирующей средой, состоящей из адсорбционно-активной влаги, имеющей температуру, равную температуре стеклования полимера материала изделия, но ниже температуры, при которой наступает разрушение связи адсорбционно-активной влаги с материалом, и теплоно- сителя, а также сушащим агентом и охлаждающей средой.
Недостатком такого способа является то, что он предусматривает повышенный расход адсорбционно-активной влаги в процессе воздействия пластифицирующей средой на полимер материала, что, в свою очередь, ведет к увеличению энергозатрат на нагрев и удаление избыточного количества адсорбционно-активной влаги.
Целью изобретения является снижение энергозатрат за счет уменьшения влагосо- держания материала.
Это достигается тем. что в способе влажно-тепловой обработки швейных изделий, включающем обработку изделия пластифицирующей средой в виде адсорбционно-активной влаги и теплоносителем, нагрев материала теплоносителем до температуры стеклования полимера обрабатываемого материала и температуры разрушения связи адсорбционно-активной влаги с материалом, сушку и охлаждение материала, согласно изобретению обрабатываемый материал пластифицируют количеством влаги, процент которой определяется по формуле
VI х| Ю Ю
Qs
00
W - WK + К - In
ICK
где W - влагосодержание пластифицирующей среды, %;
К - постоянный коэффициент для данного вида материала, %;
-и. Тек температура стеклования материала при кондиционном влагосодержании WK. град,Тр - температура разрушения связи ад- сорбционно-активной влаги с материалом,
град,
при этом температура разрушения адсорбционно-активной влаги с материалом равна температуре стеклования материала.
Предлагаемый способ влажно-тепловой обработки реализован следующим образом.
Влажно-тепловой обработке подвергалось швейное изделие (платье женское) из шелковой ткани арт, 11107.
Перед влажно-тепловой обработкой на образцах материала швейного изделия определялись его температуры стеклования при различном влагосодержании. Определение температуры стеклования производи- ли термомеханическим методом на разрывной машине РМ-30, оснащенной нагревательным устройством для нагрева испытываемого образца материала в процессе его деформации. Температура материала контролировалась при помощи хро- мель-копелевой термопары (диаметр электродов 0,1} и автоматического самопишущего потенциометра ЭПП-09М,
Увлажнение образцов материала осуществляли насыщенным паром при помощи отпаривателя. После увлажнения определяли их влагосодержание весовым методом.
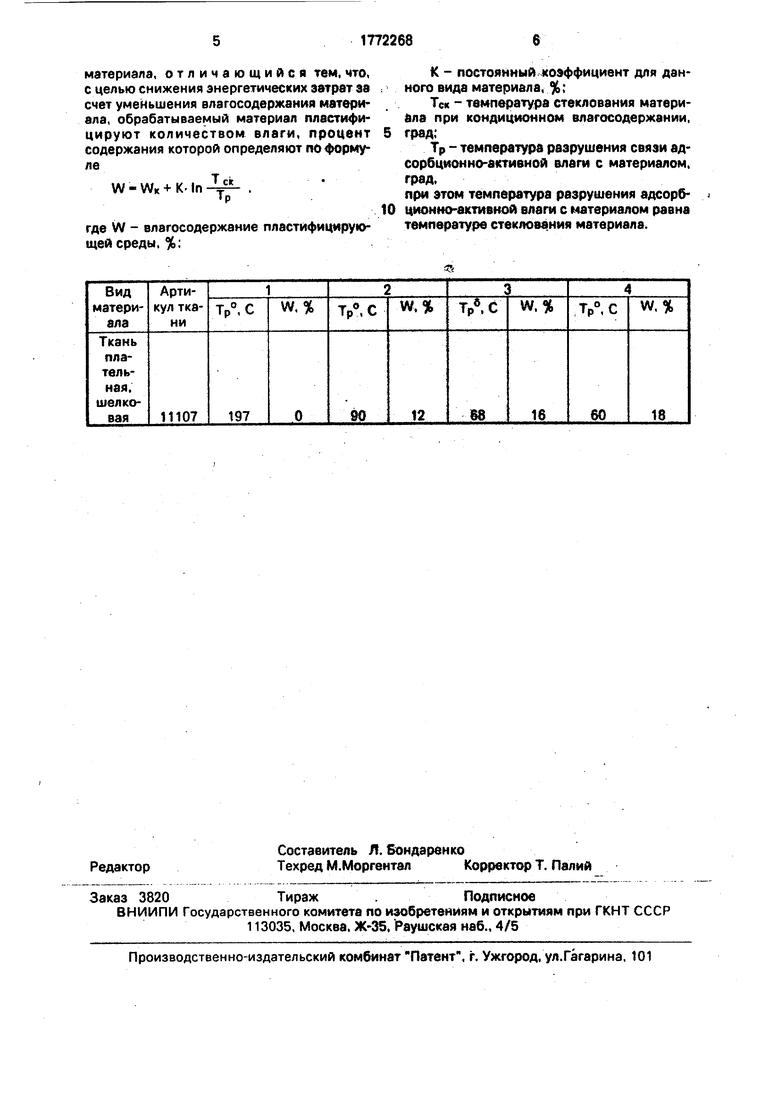
По результатам проведенных замеров температуры образцов материала при различном влагосодержании были получены данные, приведенные в таблице.
Для обрабатываемого материала взаимосвязь влагосодержания и температуры стеклования наиболее точно может быть описана аппроксимирующей функцией вида
W°WK + K-ln
ск
где Тек - температура стеклования материала при кондиционном влагосодержании WK, град, (для ткани арт. 11107 WK 9,4%);
К - постоянный для данного вида материала коэффициент пластификации, опре
деляемый методом наименьших квадратов : по экспериментальным данным, %.
После расчета численного значения коэффициента К по данным таблицы выраже- 5 ние (1) имеет вид
W 9.4 + 15,4 In
106,6
(2)
10 Расчет влагосодержания материала, необходимого для проведения процесса ВТО в соответствии с предлагаемым техническим решением, производили по формуле (2) при Тр Тс 95°С. В результате расчета
15 получили W 11,2%.
Так как в нормальных условиях влагосодержание материала составляет 9,4%, то необходимо дополнительно увлажнить его до влагосодержания 11,2%, т.е. на 1,8%.
20 Влажно-тепловая обработка швейного изделия осуществлялась на электропаровом прессе типа CS-363 с комплектом гладильных подушек CS-12-10 при относительной влажности окружающей сре25 ды 65 ± 2 % и температуре 21 ± 2°С.
Влагосодержание материала изделия доводилось до 11,2% путем его пропарива- ния в течение 2 с (устанавливалось на соответствующем реле ремени пресса) при
30 давлении пара 0,3 мПа.
Таким образом, при массе обрабатываемого изделия 0,3 кг на его влажно-тепло- вую обработку потребовалось 5,4 г пара. При проведении влажно-тепловой обра35 ботки такого изделия по известному способу необходимо 15-18 г пара.
Из указанного видно, что использование предлагаемого спосбоа позволило существенно снизить расход энергетических
40 затрат на проведение процесса влажно-теп- обработки.
Предлагаемый способ ВТО может быть реализован на гладильных прессах и паровоздушных манекенах, применяемых в
45 швейной промышленности.
Применение предлагаемого способа влажно-тепловой обработки швейных изделий обеспечивает минимальное использование энергетических затрат.
50 Формула изобретения
Способ влажно-тепловой обработки швейных изделий, включающий обработку изделия пластифицирующей средой в виде адсорбционно-активной влаги и теплоноси55 телем, нагрев материала теплоносителем до температуры стеклования полимера обрабатываемого материала и температуры разрушения связи адсорбционно-активной влаги с материалом, сушку и охлаждение
материала, отличающийся тем, что, с целью снижения энергетических затрат за счет уменьшения влагосодержания материала, обрабатываемый материал пластифицируют количеством влаги, процент содержания которой определяют по формуле
W - WK + К- In -Д . ТР
где W - влагосодержание пластифицирующей среды, %;
0
К - постоянный коэффициент для данного вида материала, %;
Тек - температура стеклования материала при кондиционном влагосодержании, град;
Тр - температура разрушения связи ад- сорбционно-активной влаги с материалом, град,
при этом температура разрушения адсорб- ционно-активной влаги с материалом равна температуре стеклования материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для влажно-тепловой обработки швейных изделий | 1990 |
|
SU1772269A1 |
| Способ влажно-тепловой обработки швейных изделий | 1973 |
|
SU486097A2 |
| Способ формирования деталей одежды и готовых изделий | 1989 |
|
SU1714008A1 |
| Комбинированное устройство для окончательной влажно-тепловой обработки швейных изделий | 1988 |
|
SU1606555A1 |
| СПОСОБ ВЛАЖНО-ТЕПЛОВОЙ ОБРАБОТКИ | 2011 |
|
RU2472884C1 |
| СПОСОБ ПЕРЕВОДА ВОЛОКОН ТКАНЕЙ ПОЛУФАБРИКАТА В ЗАСТЕКЛОВАННОЕ СОСТОЯНИЕ ПРИ ВЛАЖНО-ТЕПЛОВОЙ ОБРАБОТКЕ | 2001 |
|
RU2193083C1 |
| Способ влажнотепловой обработки швейных изделий | 1980 |
|
SU903414A2 |
| УСТРОЙСТВО ДЛЯ ТЕПЛОВОЙ ОБРАБОТКИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2051253C1 |
| Способ виброформования швейных изделий на манекене | 1988 |
|
SU1796715A1 |
| Гладильный элемент подушки гладильного пресса | 2019 |
|
RU2720855C1 |
Сущность изобретения: способ заключается в обработке изделия ад- сорб цион н о-активной влагой, процент содержания которой определяется по формуле W WK + Kin где р W - влагосодержание пластифицирующей среды, %; К- постоянный коэффициент для данного вида материала, %; Т« - температура стеклования материала при кондиционном влагосодержании, WK, град.; Тр - температура разрушения связи эдсорбци- онно-активной влаги с материалом, град, при этом температура разрушения адсорбционно-активной влаги с материалом равна температуре стеклования материала. 1 табл.
| Орлов И | |||
| В | |||
| Основы технологии и автоматизации тепловой обработки швейных изделий, М.: Легкая индустрия, 1974, с | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
