Изобретение относится к швейной промышленности, в частности к средствам для влажно-тепловой обработки (ВТО) швейных изделий.
Цель изобретения - повышение произ- води1гельности и удобства обслуживания.
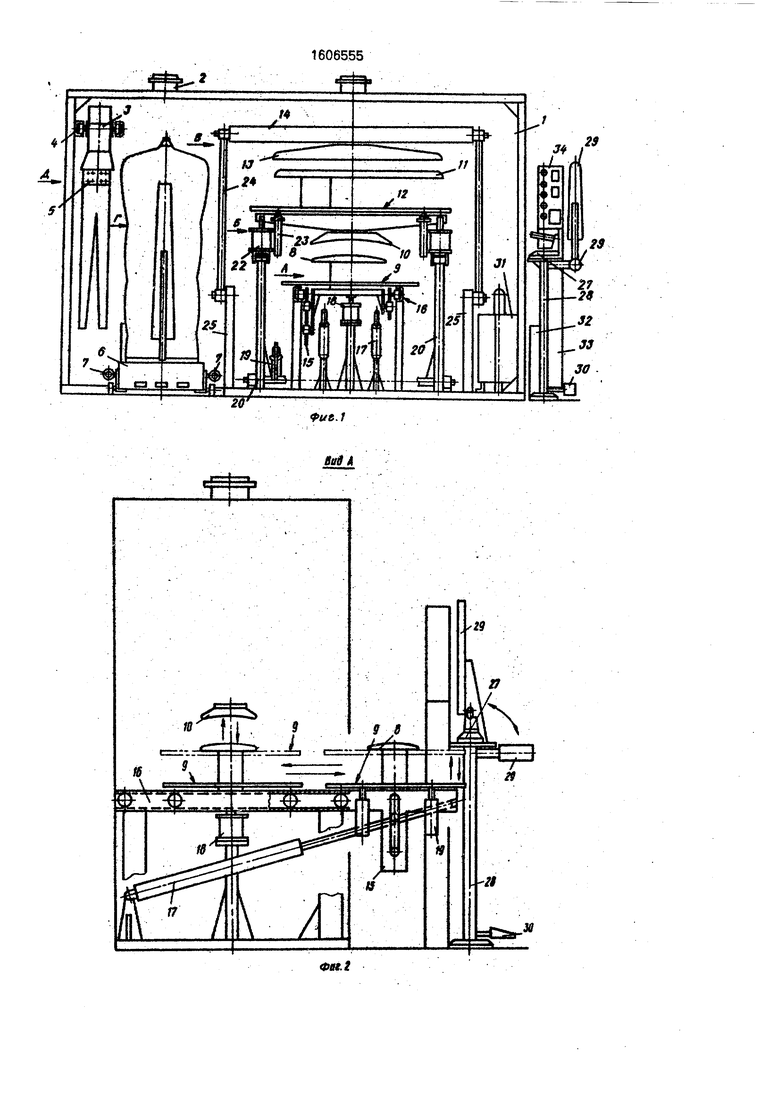
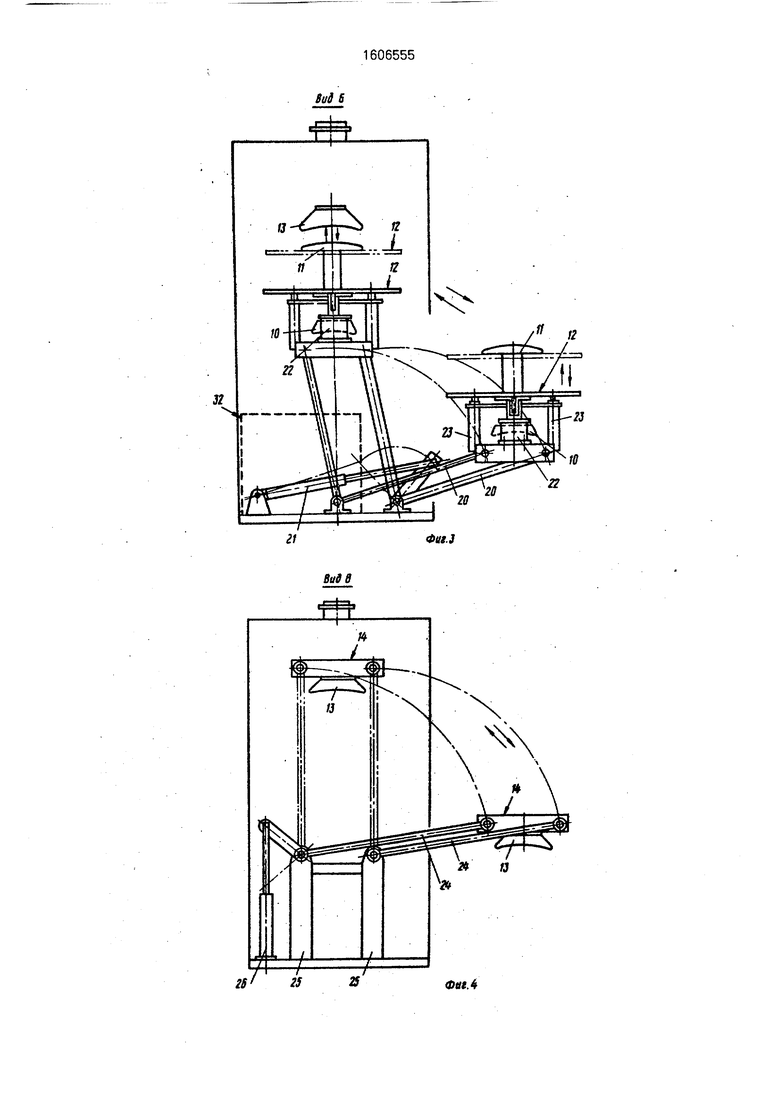
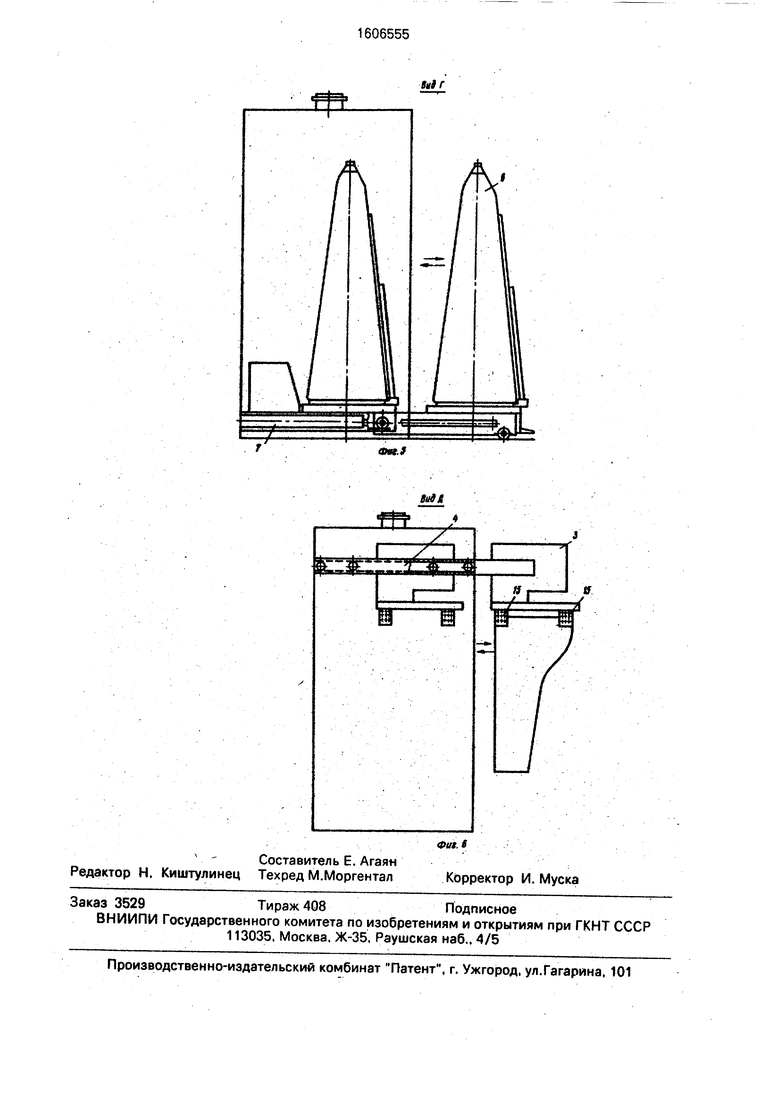
На фиг. 1 изображено устройство, вид спереди; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - вид В на фиг. 1: на фиг. 5 - вид Г на фиг. 1; на фиг. 6 - вид Д на фиг. 1.
Установка для окончательной влажно- тепловой обработки швейных изделий состоит из каркаса 1 сварной конструкции, задняя и боковые стенки которого выполнены из прозрачного материала. В крышке каркаса 1 предусмотрены отверстия для установки вентиляторов 2 или для подключения центра к централизованной вентиляции.
В левой верхней части каркаса 1 установлен манэкен 3 для обработки брюк, юбок и т. п., имеющий возможность перемещения по направляющим 4 на роликах. Манекен 3 оснащен раздвижными скобами 5 для закрепления обрабатываемого изделия.
Рядом с манекеном 3 установлен на роликах манекен 6 для обработки плечевых изделий,,ьязанный с каркасом 1 цилиндрами.
В средней части каркаса 1 размещены нижняя сферическая подушка 8, стол 9, верхняя сферическая подушка 10, нижняя цилиндрическая подушка 11, стол 12, верхняя цилиндрическая подушка 13, утюжильная подушка 14.
Нижняя сферическая подушка 8 установлена на направляющих 15, которые с помощью роликов установлены в направляющих 16. Направляющие 15 шарнирно соединены цилиндрами 17 с каркасом 1, для перемещения подушки вверх (прессование) на стойке, закрепленной на каркасе 1, установлен цилиндр 18.
Стол 9 установлен на штоках цилиндров 19, закрепленных на направляющих 15.
Верхняя сферическая подушка 10 жестко связана с нижней цилиндрической подушкой 11 и установлена на единой платформе, шарнирно связанной стойками- рычагами 20 с каркасом 1, а через рычаг - с цилиндром 21 для вывода и ввода подушек в рабочую зону. На платформе жестко установлены два цилиндра 22, связанные с подушками 10 и 11, служащими для осуществления прессования. Кроме того, на платформе установлены цилиндры 23, связанные со столом 12.
Верхняя цилиндрическая подушка 13 жестко установлена на утюжильной подушке 14, которая шарнирно соединена стойками-рычагами 24 со стойками 25, установленными на каркасе 1, и через рычаг - с цилиндром 26, установленным на каркасе
Для исправления мелких дефектов при обработке швейных изделий установка оснащена утюгом 27, установленным на стойке 28 и расположенным за ограждением установки. На стойке также установлен набор колодок 29, имеющих возможность вращаться вокруг горизонтальной оси, для фиксирования необходимой колодки в горизонтальном положении служит педаль 30.
В правой части каркаса 1 установлены вакуумная установка 31. служащая для отсоса влаги и стабилизации изделия, а также парогенератор 32. Вакуумная установка 31 и парогенератор 32 соединены гибкими шлангами с гладильными подушками, манекенами и утюжильной подушкой (не показаны).
Для управления установкой имеется шкаф 33 электрооборудования и пульт 34 управления.
При отсутствии централизованной пневмосистемы установка может быть оснащена компрессором или гидростанцией.
Установка работает следующим образом.
Работа с манекеном для брюк, юбок и т. п. Нажатием на соответствующую кнопку 5 на пульте 34 управления манекен 3 по направляющим выдвигается цилиндром (не показан) в зону обслуживания, изделие закрепляется на раздвижных скобах 5 и после нажатия на соответствующую кнопку на
0 пульте 34 манекен с изделием возвращается в зону обработки и при достижении конечной точки по заданной циклограмме включается пропарирование изделия, а затем подается воздух для сушки изделия. По5 еле окончания технологического цикла обработки изделия манекен 3 возвращается в зону загрузки, где изделие снимается с манекена 3 и после нажатия на соответствующую кнопку возвращается в зону обработ0 ки. Отработанный технологический пар и горячий воздух во время обработки изделий отсасывается вентиляторами 2 в общецеховую систему вентиляции.
Работа с манекеном для плечевых изде5 ЛИЙ.
Работа с манекеном для обработки плечевых изделий аналогична работе с манекеном 3.
Работа на сферических подушках.
0Нажатием на соответствующую кнопку
нижняя сферическая подушка 8 на роликах по направляющим 16 выдвигается в зону загрузки цилиндрами 17, после укладывания изделия на подущке 8 она возвращается
5 в зону обработки, где после достижения конечной точки включается цилиндр 18, и через разьемную шаровую опору (не показана) перемещает подушку 8 вверх по направлящим 15 до контакта с верхней сфе0 рической подушкой 10, где по заданной циклограмме происходит обработка изделия (пропаривание, прессование, отсос и стабилизация). После окончания цикла обработки подушка 8 возвращается в зону загрузки и
5 изделие снимается. При необходимости обработки малого участка изделия на подушке 8 стол 9 поднимается цилиндрами 19 (фиг. 2) до уровня нижней части подушки 8 и служит для удобства укладки изделия, обработка
0 производится аналогично.
Работа на цилиндрических подушках. Нажатием на соответствующую кнопку нижняя цилиндрическая подушка 11 цилиндром 21 на четырех стойках-рычагах 20 по
5 криволинейной траектории перемещается в зону загрузки (вместе с верхней сферической подушкой 10 и цилиндром 22). Стойки- рычаги 20 и платформа, на которой установлены подушки 10 и 11, представляют
пентографную систему. После укладки издеЛИЯ на подушке 11, при необходимости, стол 12 фжет быть поднят цилиндрами 23 в верхнее положение, цилиндром 21 подушка 11 возвращается в зону обработки, где по заданной циклограмме происходит оконча- тель|ная ВТО изделия. Подъем подушки 11 и прессование осуществляется цилиндрами 22. Росле окончания ВТО изделия подушка 11 фремещается в зону загрузки, где изделие унимается,
работа на утюжильной подушке.
После нажатия на соответствующую KHoriiKy утюжильная подушка 14 цилиндром 26 н|а четырех стойках-рычагах 24 по кливо- траектории перемещается в зону (на нижней части утюжильной по- жестко закреплена верхняя цилинд- ричзская подушка 13). Стойки-рычаги закреплены на стойках 25 и вместе с утю- подушкой представаляют пантог- рафНую систему. Обработка изделий на утюжильной подушке 14 осуществляется в зон загрузки утюгом 27, после окончания обработки утюжильная подушка 14 цилиндром |26 возвращается в исходное положение нажатием соответствующей кнопки на пульте 3|} управления.
Работа на колодках.
Колодки 29 выполнены необогреваемыми и установлены на горизонтальной оси стойки 28. Для установки нужной колодки необходимо нажать на педаль 30, в результат чего ось освобождается от зажатия, и установки необходимой колодки в ра- боч4е положен 1е педаль 30 отпускается, по- колодки фиксируется. Работа на колбдках производится утюгом 27.
Предлагаемая конструкция установки для JBTO швейных изделий позволяет повысить производительность и удобство обслу-
живания конструкции, обеспечив ее компактность. Кроме того, инфракрасное излучение в зоне обслуживания доводится до санитарных норм, а выделение отработанного пара устраняется полностью. Формула изобретения Комбинированное устройство для окончательной влажно-тепловой обработки швейных изделий, содержащее набор утюжильных колодок с утюгом, вакуумную установку, парогенератор и ряд соединенных с ними обогреваемых элементов, включающий манекен и утюжильный стол, отличающееся тем, что, с целью повышения производительности и удобства обслуживания , оно дополнительно имеет пару обогреваемых верхнюю и нижнюю гладильные подушки с цилиндром прессования, соединенным с нижней подушкой посредством разъемной шаровой опоры, привод горизонтального перемещения нижней подушки, установленную с возможностью вывода в зону загрузки платформу для размещения с ее нижней стороны верхней подушки, открытой со стороны зоны загрузки кожух для размещения в нем обогреваемых элементов и средство для перемещения манекена в зону загрузки, а утюжильный стол закреплен на верхней стороне платформы верхней подушки.
2. Устройство по п. 1,отличающее- с я тем, что, с целью расширения технологических возможностей, оно имеет дополнительные верхнюю и нижнюю обогреваемые гладильные подушки и размещенный на верхней стороне основной верхней подушки утюжильный стол, а нижняя гладильная подушка с цилиндром прессования размещена на платформе основной верхней гладильной подушки.
29
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС ГЛАДИЛЬНЫЙВСЕСОЮЗНАЯ11 | 1971 |
|
SU309083A1 |
| СПОСОБ ВЛАЖНО-ТЕПЛОВОЙ ОБРАБОТКИ ГОТОВЫХ ШВЕЙНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2218849C2 |
| ГЛАДИЛЬНАЯ МАШИНА | 1997 |
|
RU2106446C1 |
| ГЛАДИЛЬНАЯ ДОСКА С НАКЛОНЯЕМОЙ ПЛАТФОРМОЙ | 2006 |
|
RU2401348C2 |
| Устройство для влажно-тепловой обработки | 1987 |
|
SU1463826A1 |
| Гладильный пресс | 1987 |
|
SU1625908A1 |
| Надувной манекен | 1984 |
|
SU1306560A1 |
| ГЛАДИЛЬНАЯ МАШИНА | 1998 |
|
RU2143020C1 |
| Пресс для влажно-тепловой обработки швейных изделий | 1988 |
|
SU1576605A1 |
| Подушка к утюжильным прессам | 1938 |
|
SU57339A1 |
Изобретение относится к швейной промышленности, в частности к устройствам для влажно-тепловой обработки швейных изделий, и позволяет повысить производительность и удобство обслуживания. Для этого в устройстве манекены, гладильные подушки, подушка утюжильная, вакуумная установка в парогенератор установлены на одном силовом каркасе, с трех сторон и сверху ограждены от окружающей среды прозрачным экраном. При этом манекены оснащены устройствами для автоматического вывода в зону загрузки, а одна из нижних подушек установлена на платформе с возможностью передвижения в горизонтальной и вертикальной плоскостях, причем цилиндр для горизонтального перемещения шарнирно связан с остовом и платформой, а цилиндр для вертикального перемещения (прессования) установлен жестко на опоре, связанной с остовом, и передает усилие через разъемную шаровую опору. При этом верхняя подушка установлена со второй нижней подушкой на единой платформе, шарнирно связанной с остовом посредством рычагов-стоек и через рычаг - с цилиндром вывода. Кроме того она оснащена двумя цилиндрами для вертикального перемещения платформы, вторая верхняя подушка установлена жестко на нижней части утюжильной подушки, связанной шарнирно с остовом посредством стоек-рычагов и через рычаг - цилиндром вывода, причем все подушки в зоне обработки размещены на различных уровнях друг под другом и выводятся поочередно в зону загрузки. 1 з.п. ф-лы, 6 ил.
29
2S 25
tf
to
22
Фиг.З
ФигЛ
tulr
аня.9
| АРТИЛЛЕРИЙСКИЙ МАЛОКАЛИБЕРНЫЙ ПАТРОН | 2010 |
|
RU2422757C1 |
| кл | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
