Изобретение относится к обработке материалов давлением и может быть использовано в тех областях промышленности и строительства, где необходимо изготовление обечаек из листовых материалов со спиральной их навивкой.
Известен способ изготовления спираль- ношовных труб (авт. св. № 555935), при котором рулонную ленту подают в формовочное устройство под углом к продольной оси трубы и формуют в цилиндрическую заготовку.
Недостатком этого способа является сложность его реализации при изготовлении труб с перекрытием витков из рулонной ленты и ровными торцами, не требующими дополнительной механической обработки, например, под сварку. Эти проблемы связаны в основном с недостаточной продольной устойчивостью задаваемой в формующее устройство заготовки, особенно на завершающем этапе формования спиральношов- ной трубы.
Наиболее близким техническим решением к предлагаемому является способ изготовления обечайки (авт. св. № 848116), при котором ленточную заготовку закрепляют одним концом на оправке, сворачивают по спирали под углом к продольной оси оправки и освобождают готовую обечайку от оправки.
Недостатком такого способа является сложность его реализации при изготовлении обечайки с перекрытием витков и нека- чественная обечайка, из-за того, что использование известных способов закрепления конца ленточной заготовки прижимом его к оправке приводит к тому, что прижимы становятся помехой для навивки последующих витков обечайки. Крепление же конца ленточной заготовки загибом ее в прорези оправки решает вышесказанную проблему, но не исключает появления друХ|
00 СП
ю
гой, так как загиб ленточной заготовки остается внутри отверстия обечайки.
Целью изобретения является повышение качества готовых изделий при одновременном упрощении процесса.
Поставленная цель достигается тем, что в способе изготовления обечайки, при котором ленточную заготовку закрепляют одним концом на оправке, сворачивают по спирали под углом к продольной оси оправки и освобождают готовую обечайку от оправки, заготовку сварачивают по спирали с перекрытием витков, в процессе сварачивания осуществляют обжатие витков, а освобождение обечайки от оправки производят после выхода места закрепления конца заготовки из зоны обжат /.я путем фиксации обечайки от проворота относи гспьно 11родолfa- ной оси припепревном вращении оправки па количество оборошв не менее 1/ л .
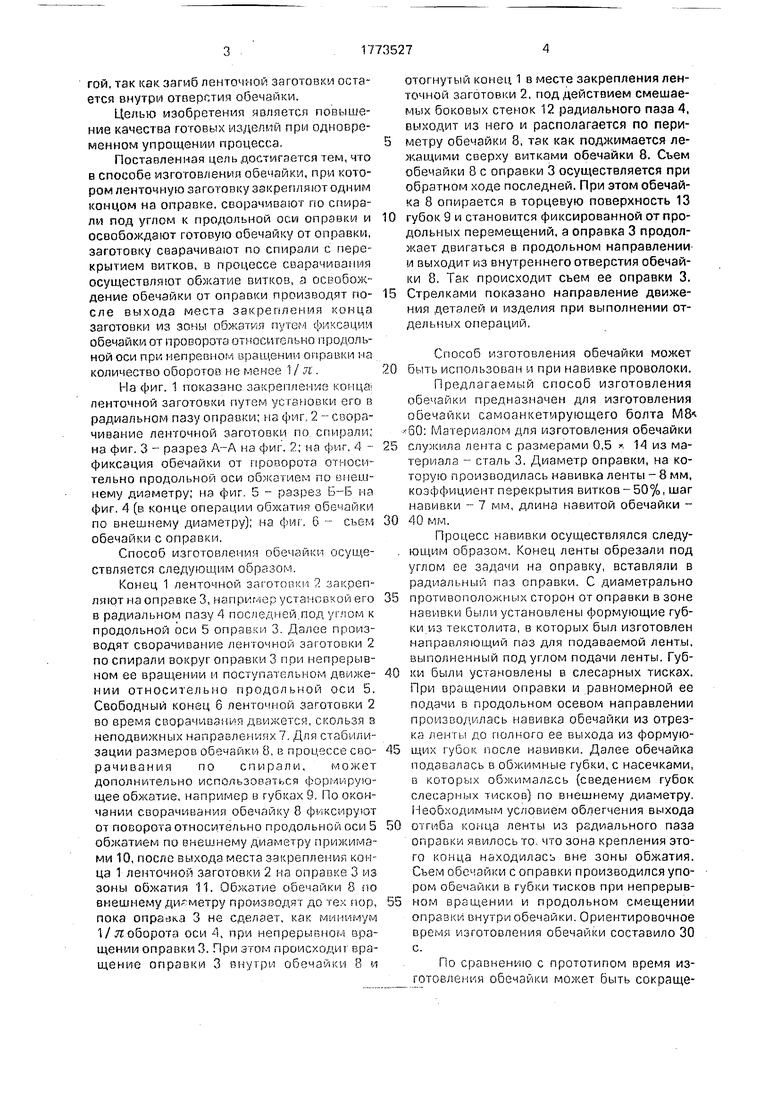
На фиг. 1 показано закрепление конца ленточной заготовки путем уизновки его в радиальном пазу оправки; на фиг, 2 --сворачивание ленточной заготовки по спирали; на фиг. 3 - разрез А-А на фиг. ; на фиг, 4 - фиксация обечайки от пропорота относительно продольной оси обжажем по внешнему диаметру; на фиг. 5 - разрез Е5-Б па фиг, 4 (в конце операции обжатия обечайки по внешнему диаметру); на фиг. 6 - съьм обечайки с оправки.
Способ изготовления обечайки осуществляется следующим образом.
Конец 1 леточной заготовки 2 закрепляют на оправке 3, например установкой его в радиальном пазу 4 последней под yi пом к продольной оси 5 оправки 3. Далее производят сворачивание ленючнои заготовки 2 по спирали вокруг оправки 3 при непрерывном ее вращении и поступательном движении относительно продольной оси 5. Свободный конец 6 ленточной заготовки 2 во время сворачивания движется, скользя в неподвижных направлениях, Для стабилизации размеров обечайки 8, в процессе соо- рачивания по спирали, может дополнительно использоваться формирующее обжатие, например в губках 9, По окончании сворачивания обечайку 8 фьксируют от поворота относительно продольной оси 5 обжатием по внешнему диаметру прижимами 10, после выхода места закрепления конца 1 ленточной заготовки 2 на справке 3 из зоны обжатия 11. Обжатие обечайки 8 по внешнему ди-метру производят до тех пор, пока оправка 3 не сделав, как минимум 1/яоборота оси 4, при непрерывном вращении оправки 3. При атом происходит вращение оправки 3 пнутри обечайки R и
отогнутый конец 1 в месте закрепления ленточной заготовки 2, под действием смешае- мых боковых стенок 12 радиального паза 4, выходит из него и располагается по периметру обечайки 8, так как поджимается лежащими сверху витками обечайки 8. Съем обечайки 8 с оправки 3 осуществляется при обратном ходе последней. При этом обечайка 8 опирается в торцевую поверхность 13
губок 9 и становится фиксированной от продольных перемещений, а оправка 3 продолжает двигаться в продольном направлении и выходит из внутреннего отверстия обечайки 8. Так происходит сьем ее оправки 3.
Стрелками показано направление движения деталей и изделия при выполнении отдельных операций,
Способ изготовления обечайки может
быть использован и при навивке проволоки.
Предлагаемый способ изготовления
обечайки предназначен для изготовления
обечайки самоанкетирующего болта М8
60: Ма1ериалом для изготовления обечайки
служила лента с размерами 0,5 14 из материала - сталь 3. Диаметр оправки, на которую производилась навивка ленты - 8 мм, коэффициент перекрытия витков-50%, шаг навивки - 7 мм, длина навитой обечайки 40 мм.
Процесс навивки осуществлялся следующим образом. Конец ленты обрезали под углом се задачи на оправку, вставляли в радиальный паз оправки. С диаметрально
противоположных сторон от оправки в зоне навивки были установлены формующие губки из текстолита, в которых был изготовлен направляющий паз для подаваемой ленты, выполненный под углом подачи ленты. Губки были установлены в слесарных тисках. При вращении оправки и равномерной ее подачи в продольном осевом направлении производилась навивка обечайки из отрезка лент до полного ее выхода из формующих губок после навивки. Далее обечайка подавалась в обжимные губки, с насечками, в которых обжималась {сведением губок слесарных тисков) по внешнему диаметру. Необходимым условием облегчения выхода
отгиба конца ленты из радиального паза оправки явилось то что зона крепления этого конца находилась вне зоны обжатия. Съем обечайки с оправки производился упором обечайки в губки тисков при непрерывном вращении и продольном смещении опразкивнутри обечайки. Ориентировочное время изготовления обечайки составило 30 с.
По сравнению с прототипом время из- готобления обечайки может быть сокращено на 1-2 с за счет сокращения количества движений навивочного инструмента при съеме обечайки с оправки,
Формула изобретения Способ изготовления обечайки, при котором ленточною заготовку закрепляют одним концом на оправке, сворачивают по спиралЧ под углом к продольной оси оправки и Освобождают готовую обечайку от оправки, отличающийся тем, что, с целью повышения качества
готовых изделий при одновременном упрощении процесса, заготовку сворачивают по спирали с перекрытием витков, в процессе сворачивания.осуществляют радиальное обжатие витков, а освобождение обечайки от оправки производят после выхода места закрепления конца заготовки из зоны обжатия путем фиксации обечайки от проворота относительно продольной оси при непрерывном вращении оправки на количество оборотов не менее 1 / п.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления обечайки | 1979 |
|
SU848116A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ И КОМПОЗИЦИОННЫХ ЗАГОТОВОК ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 2015 |
|
RU2610653C1 |
| Устройство для изготовления ленточной спирали | 1988 |
|
SU1519816A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ И КОМПОЗИЦИОННЫХ ЗАГОТОВОК ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 2015 |
|
RU2625372C2 |
| Способ изготовления многослойных труб | 1975 |
|
SU588707A1 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2553302C1 |
| РУКАВ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2007654C1 |
| Способ изготовления многослойных обечаек | 1980 |
|
SU984554A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
Использование: в областях промышленности и строительстве, где необходимо изготовление обечаек из листовых материалов со спиральной навивкой. Цель изобретения упрощение процессов изготовления обечаек. Сущность изобретения: конец ленточной заготовки закрепляют на оправке и производят сворачивание по спирали с перекрытием витков. По окончании сварачивания обечайку фиксируют от Проворота относительно продольной оси обжатием по наружному диаметру при непрерывном вращении оправки после выхода места закрепления конца заготовки из зоны обжатия по внешнему диаметру. Вращение оправки при фиксации обечайки от проворота производят, как минимум, на количество оборотов, равное 1/ п . 6 ил.
95 Ю
9иг.6
| Способ изготовления обечайки | 1979 |
|
SU848116A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
